
Failure Risk Analysis on Screw Compressor
using Failure Mode and Effect Analysis (FMEA) Method
Hendrik Elvian Gayuh Prasetya, Joke Pratilastiarso, Radina Anggun Nurisma, Sulkan Efendi and Fifi
Hesty Sholihah
Powerplant Engineering Department, Politeknik Elektronika Negeri Surabaya, Surabaya
Keywords: Screw compressor, FMEA, LTA, MTTF.
Abstract: Screw compressor is a compressor that uses impeller media to compress air. This compressor is included in
the type of rotary compressor. In the work process, the screw compressor is equipped with several supporting
components. The screw compressor consists of 5 components, namely: intake filter, main motor, v-belt, screw
compressor, and oil filter. To maintain the performance of the screw compressor, it requires a method that can
predict the critical time in screw compressor components and can determine the impact of damage on an
operation. In this study, qualitative analysis and quantitative analysis will be conducted to predict and
determine the time and effect of screw compressor components failure. The method used in qualitative
analysis is Failure Mode and Effect Analysis (FMEA) and Logic Tree Analysis (LTA) methods. While the
quantitative analysis uses the reability function (Rt), hazard rate function (ht), and mean time to failure
(MTTF) parameters. By using qualitative FMEA analysis, the repair priority order in the screw compressor
is the oil filter, and oil filter is C category using LTA analysis, it means if the failure mode does not have an
impact on safety or operational plant and only causes relatively small economic losses for repairs. While
quantitative methods results recommended treatment time, intake filter must be maintained 25 - 27 days, oil
filter must be maintained 28 - 29 days, V-belt must be maintained 105 - 125 days, the main motor must be
maintained 330 - 335 days, and screw must be maintained 292 - 313 days.
1 INTRODUCTION
The screw compressor is a compressor that uses
impeller media to compress air. This compressor is
included in the type of rotary compressor. In the work
process, the screw compressor is equipped with
several supporting components. The main component
of the screw compressor is two pieces of the screw,
which rotate in the opposite direction, causing low
pressure on the suction side and high pressure on the
discharge side. Screw rounds are obtained from the
main motor components distributed through the V-
belt. To maintain its reliability, the screw compressor
is equipped with an oil cooling system that can
prevent overheating. In addition, the screw
compressor is also equipped with an air filter that can
prevent dust particles from entering the screw
compressor system.
However, in the work process, screw compressors
often experience several constraints on their
components. The lightest obstacle experienced by
screw compressors is the blockage of air-water by
dust or dirt. This can cause a decrease in the amount
of air entering the screw compressor. It can lead to a
decrease in the efficiency of the screw compressor.
Another obstacle that may occur is the clogging of the
oil filter due to the dirt in the oil. This can lead to
overheating so that it can reduce the performance of
the screw compressor work system. The hardest
obstacle found in a screw compressor is the damage
in the main motor that can cause a decrease in screw
rotation so that it can reduce the amount of
compressed air. In addition, screw damage caused by
the poor quality of fluid can decrease the efficiency
of the screw compressor. To maintain the
performance of the screw compressor, it requires a
method that can predict the critical time in screw
compressor components and can determine the
impact of damage on an operation.
In this study, qualitative analysis and quantitative
analysis will be conducted to predict and determine
the time and effect of screw compressor components
failure. The method used in qualitative analysis is
Failure Mode and Effect Analysis (FMEA) and Logic
226
Prasetya, H., Pratilastiarso, J., Nurisma, R., Efendi, S. and Sholihah, F.
Failure Risk Analysis on Screw Compressor using Failure Mode and Effect Analysis (FMEA) Method.
DOI: 10.5220/0009445202260232
In Proceedings of the 1st International Conference on Industrial Technology (ICONIT 2019), pages 226-232
ISBN: 978-989-758-434-3
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
Tree Analysis (LTA) methods. FMEA method is a
failure analysis method to determine the level of
damage so that the repair priority in a tool is known.
While the LTA method is a method used to give
priority to each damage mode and conduct a review
toward functions and malfunctions. While the
quantitative analysis uses the reability function (Rt),
hazard rate function (ht), and mean time to failure
(MTTF) parameters. The damage constant needed to
get those three parameters above is obtained from the
Weibull 6 ++ software based on the data that has
occurred.
From the analysis carried out, it is expected to be
able to know the time of damage and the type of
damage that occurs in screw compressor components.
Therefore, it can determine the damaging impact of
the screw compressor unit operating system and the
correct repair
2 LITERATURE REVIEW
The screw compressor is a compressing or
compressing fluid (gas or air) device with a screw-
shaped cross-section. The screw compressor system
uses a screw system, and the incoming air will be
filtered using an air filter, then the air will enter the
compressor inlet side. The air will spin following the
screw compressor. Both screws in the compressor
cause the air to compress so that at the outlet side, the
air pressure will rise.
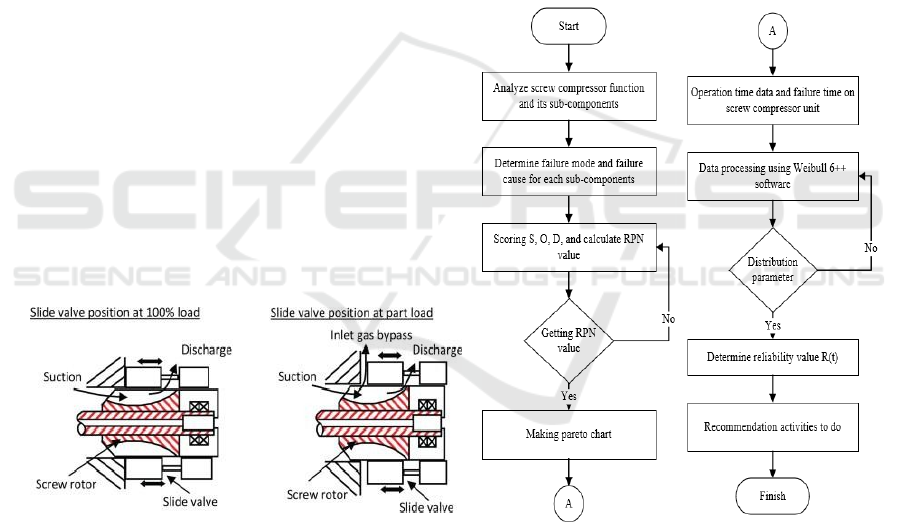
Figure 1. Component screw compressor
Based on picture 1 screw compressor component
consists of 5 components, namely: intake filter, main
motor, v-belt, screw compressor, and oil filter.
a.
Intake Filter
The function is filtering outside air that enters the
compressor system
b.
Main motor
The function is driving Compressor via V-belt
c.
V-belt
The function is distributing motor rotation to the
compressor
d.
Screw compressor
The function is increasing air pressure with the
compression method
e.
Oil filter
The function is filtering oil from dirt
3 RESEARCH METHODOLOGY
To predict a failure, qualitative and quantitative
methods can be used. Qualitative method is a failure
prediction method by collecting information from
various informants, which later we can consider as a
damage analysis. While the quantitative method is a
statistical failure prediction of a system by utilizing.
Various types of data distribution. The following are
the steps used to analyze the failure of the screw
compressor unit
Figure 2. Research methodology
3.1 Qualitative Method
3.1.1 Failure Mode and Effect Analysis
Method (FMEA)
FMEA is a methodology used to analyze and find all
potential failures that occur in a system and find the
effects of failures which occur on the system and how
to improve or minimize failures or their effects on the
system (improvement and minimalism is conducted
based on a ranking of the severity and probability of
Failure Risk Analysis on Screw Compressor using Failure Mode and Effect Analysis (FMEA) Method
227
failure). To analyze the potential failure system using
the FMEA method, it requires 3 data, namely
severity, assurance, and detection. Data severity,
occurrence, and detection are obtained from various
types of literature, which state the level of failure
cause, the impact, and the instrument capability to
read the potential failure.
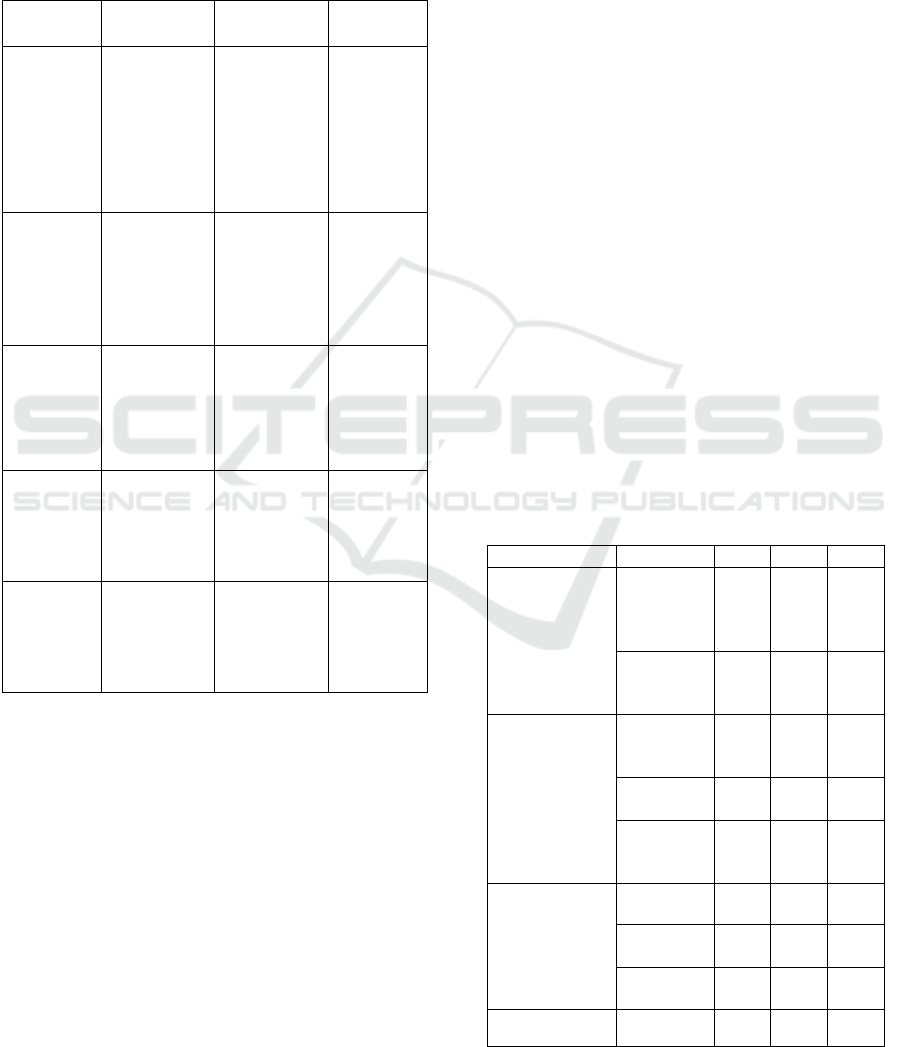
Table 1: Screw compressor component and failure effect
3.1.2 Logic Tree Analysis (LTA) Method
The compilation of Logic Tree Analysis (LTA) has
the purpose of giving priority to each damage mode,
showing the type of hazard category, and
recommending steps that must be taken if a failure
occurs. There are four important things in critical
analysis as follows:
1)
Evident, whether the operator knows that
under normal conditions, there has been a
disturbance in the system?
2)
Safety, whether this failure mode causes
safety problems?
3)
The outage, whether this failure mode
causes the whole or part of the machine
stops?
4)
The category is categorization obtained after
answering the questions. In this section, the
components are divided into four categories,
namely:
Category A (Safety problem) if the
failure mode has safety consequences for
personnel and the environment.
Category B (Outage problem) if failure
mode has consequences for plant
operations (affecting the quantity or
quality of output) that can cause
significant economic losses.
Category C (Economic problem), if the
failure mode does not have an impact on
safety or operational plant and only
causes relatively small economic losses
for repairs.
Category D (Hidden failure) if the
failure mode is classified as a hidden
failure, which is then classified into D /
A categories, D / B categories, and D / C
categories.
The following is the LTA analysis obtained in this
study, where the information is broken down into
each type of damage in the screw compressor
Table 2 LTA analysis
Component Damage E S O
Intake Filter The filter
element is
clogged with
dust/dirt,
No No No
Broken /
torn filter
element
No No No
Main motor The motor
RPM is
decreasing
Yes No Yes
Motor
overheat
Yes No Yes
Supply
current is
low
Yes No Yes
V-belt V belt slip No No Yes
V belt is
broken
No No Yes
V belt is
dirty
No No No
Screw broke No No No
Component Function Failure Effect
Intake Filter Filtering
outside air that
enters the
compressor
system
The
accumulation
of dust/dirt on
the air filter so
that there is
clogging in the
inlet
Airflow
decreases so
the risk of
plugging on
the tube and
hopper in the
ash handling
system
Main motor Driving
Compressor
via V-belt
Motor RPM
decreases,
Motor
overheats, Low
current
supply
Decreasing
air capacity
interferes
motor work
V-belt Distributing
motor rotation
to the
compressor
V-belt
breaking
The motor
cannot
transmit
rotation to
the
compressor
Screw
compressor
Increasing air
pressure with
the
compression
method
the screw is
worn and
jammed
Air pressure
decreases
Oil filter Filtering oil
from dirt
Clogged up
dirt
Cooling oil
circulation is
disrupted
ICONIT 2019 - International Conference on Industrial Technology
228
Screw
compressor
Screw
stuck
No No Yes
Oil filter Oil filter t
clogged up
Yes No Yes
Oil filter
leak
out
No No Yes
Information: E (Evident), S (Safety), and O
(Outage )
3.2 Quantitative Method
The quantitative analysis method is a failure risk
analysis method that uses a numerical approach to
show the impact of damage to the tool. The data used
determines TTF (time to failure) and TTR (time to
repair) value than the Screw compressor operation.
Then the data is processed using Weibull 6 ++
software, which serves to determine the suitable
distribution used to determine the reliability function.
From the data processing carried out, the results are
as follows:
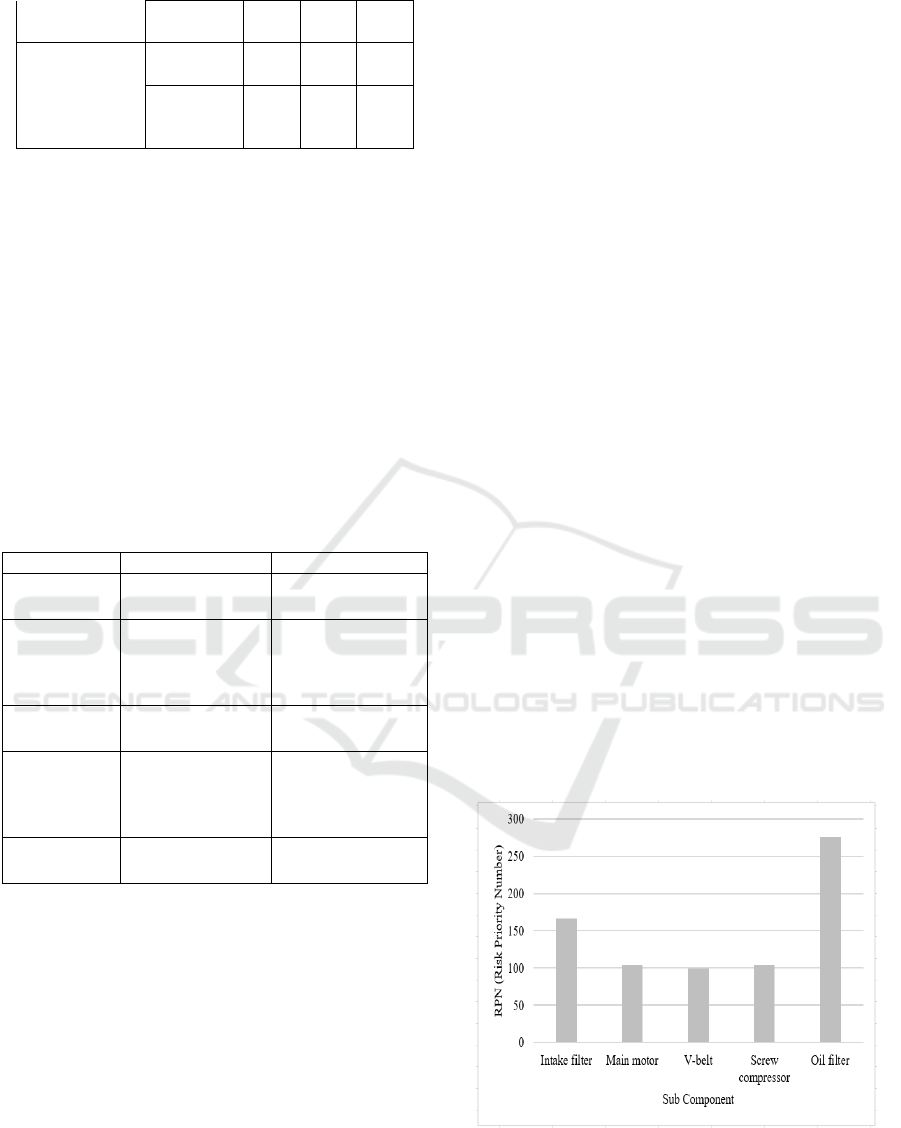
Table 3 Quantitative Methods result
Component Distribution Constant
Intake Filter Lognormal
μ = 6,6553
σ = 0,1467
Main motor Weibull
λ = 1.54275
γ = 0.9736
β = 5.1736
η =10757
V-belt Lognormal
μ = 8,4586
σ = 0,6823
Screw
compressor
Weibull
λ = 2.4735
γ = 1
β = 3,716
η
=10813
Oil filter Lognormal
μ = 6,6553
σ = 0,1467
Information :
t : failure time μ : mean
ɸ: normal distribution data
σ : deviation standart
Distribusi Weibull
Reliability function :
ܴ(ݐ)=݁[−(ݐ−ߛߠ)ߚ]
Information :
t : failure time
λ : lambda Weibull parameter
γ : gamma Weibull parameter
ߚ : betha Weibull parameter
θ : tetha Weibull parameter
4 RESULT AND DISCUSSION
4.1 Analysis Results of Failure Mode
and Effect Analysis (FMEA)
FMEA analysis is used to analyze all potential
failures that occur in each component, to arrange the
system, and determine the priority of damage in
equipment. FMEA analysis is in the form of a risk
priority number (RPN) value obtained from the
multiplication between the value of severity,
occurrence, and detection. The severity, occurrence,
and detection values are obtained from the value
scorers from value 1 to value 10. Severity has value 1
if the failure does not cause any effect, while value 10
if a dangerous condition occurs without warning after
a failure occurs. The occurrence has value 1 if there
is almost no failure in a component, while it is worth
10 if a component often fails. Detection has value 1 if
preventive maintenance will always detect the
potential cause of failure and failure mode while
having value 10 if preventive maintenance is unable
to detect potential causes of failure and failure mode.
In this study, there are 10 respondents, where each
respondent was an expert in the field of screw
compressor. Each respondent will assess the FMEA
table according to the scale of the severity value,
assurance, and detection that is in accordance with the
facts in the field. After obtaining severity, assurance,
and detection values, the value of the risk priority
number (RPN) is calculated, which is a multiplication
of the severity, occurrence, and detection values. To
easily determine which component is the priority of
improvement, a Pareto chart is made.
Figure 3. Pareto chart
From figure 3, it can be seen that by using the
FMEA method, the RPN value is obtained from the
highest one, such as oil filter, intake filter, v-belt,
Failure Risk Analysis on Screw Compressor using Failure Mode and Effect Analysis (FMEA) Method
229
main motor, and screw. The higher the value of RPN,
the component has a higher priority to be replaced
when damage occurs because it has a very high
urgency. This indicates that the oil filter and intake
filter have low reliability and a high rate of damage
so that it requires periodic checks. The low level of
reliability and the high rate of damage to the oil filter
can be caused by several things, including the low
quality of oil filter, the work of the oil filter, which is
too heavy because the oil is too dirty and inconvenient
repair techniques.
4.2 Logic Tree Analysis (LTA) Analysis
Results
LTA analysis shows the types of hazard categories
and recommends steps that must be taken when a
failure occurs. Table 4 below shows the hazard level
category for each screw compressor.
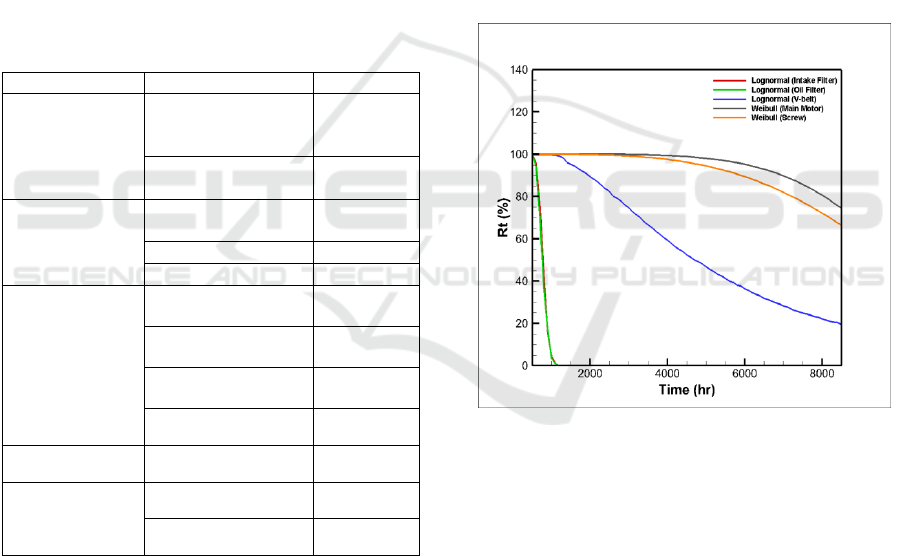
Table 4 LTA Methode Analyze
Component Damage Category
Intake Filter The filter element is
clogged with dust/dirt,
C
Broken/torn filter
element
D
Main motor The motor RPM is
decreasing
B
Motor overheat B
Supply current is low C
V-belt V belt slip C
V belt is broken
B
V belt is dirty
D
Screw broke C
Screw compressor Screw stuck B
Oil filter Oil filter t clogged up C
Oil filter leak out C
Based on table 4, each component has a different
category of damage. Oil filters and intake filters
belong to the C / D category because the damage does
not have an impact on the safety and operational unit,
even the damage that occurs can be hidden accident.
While the damage in the v-belt is in the B / C
category. Failure will be classified as category B if
the belt breaks because it will affect the screw
compressor operating system. While the damage will
be classified as category C if the damage is only
minor damage such as v-belt dirty and slippage.
Whereas damage to motorbikes and screws is
included in the B/ C category. Damage is included in
category B if there is a decrease in RPM and
overheats on a motorbike, or when the screw jams.
Category C occurs when the supply of electric current
is reduced at the main motor, or when there is wear
screw so that it can cause a decrease in screw
compressor performance
4.3 Reliability Function Analysis
The reliability function analysis is used to determine
the reliability value based on quantitative operational
time. Quantitative data is obtained from operational
data of the tool, which is then processed using
Weibull 6 ++ software, which displays the value of R
(t) using each distribution. Figure 4 below shows a
graph of the reliability function R (t) of each
component.
Figure 4. Graph of the reliability function R (t) of each
component
From this graph, it can be seen that the
components of the intake filter, oil filter, and V-belt
have the same Lognormal failure distribution
equation, while Main Motor and Screw have the
Weibull failure distribution equation. To reach Rt =
0%, the intake filter and oil filter need 1500 hours.
The V-belt component, at variable (t) maximum
(8500 hours), reaches Rt = 19.49%. While the Main
Motor and Screw Components, the variable (t)
maximum (8500 hours), each reach Rt = 74.41% and
Rt = 66.45%.
ICONIT 2019 - International Conference on Industrial Technology
230

4.4 Recommendation Maintenance
After analyzing the damage to the screw compressor
subcomponent, the next step is the recommendation
for proper maintenance and repair. Appropriate
improvement recommendations for each component
are as follows:
a. Intake Filter
From the results of both qualitative and
quantitative analyses, the intake filter shows a low
level of endurance. So that the right maintenance
schedule is needed to be more efficient. The
recommended treatment schedule is 25-27 days.
From the calculation results, the reliability obtained
when 25-27 days is 77.04% - 89.07%. The
recommended types of maintenance are preventive
maintenance and corrective maintenance.
-
Preventive maintenance, what can be done is
cleaning the intake filter using compressed air
to reduce the accumulation of dust attached to
the intake filter element.
-
Corrective maintenance, what can be done, is
to replace the intake filter periodically.
b. Oil Filter
From the results of qualitative and quantitative
analysis, the level of reliability in the oil filter is the
lowest compared to other sub-components. The
recommended treatment schedule is 28-29 days.
From the calculation results, the reliability obtained
when 28-29 days is 79.95% -72.57%. The
recommended types of maintenance are preventive
maintenance and corrective maintenance.
-
Preventive maintenance, what can be done is to
clean the area around the oil filter to find out
whether there is oil leakage or not.
-
Corrective maintenance, what can be done, is
to replace the oil filter periodically.
c. V-belt
From the results of qualitative and quantitative
analysis, the reliability value of 99.7% when t = 30
days. The recommended treatment schedule is 105 -
125 days. From the calculation results, the reliability
obtained when 105 - 125 days is 82.38% - 74.54%.
The type of maintenance recommended is preventive
maintenance.
-
Preventive maintenance, what can be done is to
clean the v-belt from dirt or dust, which also
checks the visual condition.
d. Main Motor
From the results of qualitative and quantitative
analysis, the reliability value of 99.92% when t = 30
Days. The recommended treatment schedule is 334 -
355 days. From the calculation results, the reliability
obtained when 334-355 days is 80.57% - 74.41%. The
type of maintenance recommended is preventive
maintenance.
-
Preventive maintenance, what can be done is to
do the cleaning on the motorbike to remove
dust or dirt on the body of the main motorbike
and also check the condition of the motorbike
visually.
e. Screw
From the results of qualitative and quantitative
analysis, the reliability value is 99.99% when t = 30
days. The recommended treatment schedule is 292 -
313 days. From the calculation results, the reliability
obtained when 292 - 313 days is 80.57% - 74.41%.
The recommended types of maintenance are
preventive maintenance, predictive maintenance, and
corrective maintenance.
-
Preventive maintenance, what can be done is to
change the intake filter regularly because
damage to the intake filter can cause damage to
the screw. In addition, oil filter replacement can
also extend the lifetime of the screw.
5 CONCLUSION
Based on failure risk analysis discussion in screw
compressors using qualitative and quantitative
methods, the following conclusions are obtained:
1.
By using qualitative FMEA analysis, the repair
priority order in a screw compressor ash
handling system based on the RPN rating is the
oil filter, intake filter, v-belt, main motor, and
screw. This means that if there is damage to the
screw compressor, the component that must be
corrected first is the oil filter component.
2.
By using qualitative LTA analysis, the damage
categories for each sub-component are as
follows :
a. Oil filters are C category
b. The intake filter is C/D category
c. V-belts are B/C/D category
d. The main motor is B/C category
e. The screw is B/C category
3.
Recommended treatment time to do is as
follows:
a. Intake Filter: 25 - 27 days
b. Oil Filter: 28 - 29 days
c. V-belt : 105 - 125 days
d. Main motor: 330 - 335 days
Screw : 292 - 313 days
Failure Risk Analysis on Screw Compressor using Failure Mode and Effect Analysis (FMEA) Method
231

REFERENCES
Yonemoto, R., Tsuchiya, T., Kato, E., Chiba, K., & Iizuka,
Y. (2018). U.S. Patent Application No. 10/145,374.
Carnero, M. C. (2005). Selection of diagnostic techniques
and instrumentation in a predictive maintenance
program. A case study. Decision support systems, 38(4),
539-555.
Kovacevic, A., Stosic, N., & Smith, I. K. (2002). CFD
analysis of screw compressor performance. Advances of
CFD in Fluid Machinery Design” edited by Elder, RL,
Tourlidakis, A, Yates MK, Professional Engineering
Publishing of ImechE, London.
Stamatis, D. H. (2003). Failure mode and effect analysis:
FMEA from theory to execution. ASQ Quality press.
Ericson, C. A. (1999). Fault tree analysis. In System Safety
Conference, Orlando, Florida (Vol. 1, pp. 1-9)
Kapur, K. C., & Lamberson, L. R. (1977). Reliability in
engineering design. New York, John Wiley and Sons,
Inc., 1977. 605 p.
Khan, F. I., & Haddara, M. M. (2003). Risk- based
maintenance (RBM): a quantitative approach for
maintenance/inspection scheduling and planning.
Journal of loss prevention in the process industries,
16(6), 561- 573.
ICONIT 2019 - International Conference on Industrial Technology
232
