
Design of Welding Positioning Device for Big-Caliber Steel Tube
based on TRIZ Theory
Liangbo Ji
1
, Xuejiao Sun
1
, Ning Zhang
1
and Min Wan
1
1
Yingkou Institute of Technology, Yingkou, Liaoning, China
Keywords: TRIZ theory, Welding, Positioning Device.
Abstract: TRIZ theory is one of the most practical and efficient methods of innovation in modern times, The article
aims to solve the problem of "low efficiency in welding production of Big-caliber steel tube ", based on
TRIZ theory, the design of large diameter steel tube auxiliary welding positioning device can be flexible
clamping of various sizes of steel tubes, ensure that the big-caliber steel tube fitting can be welded flexibly
after being fixed, The practical problem of repeated clamping during welding is solved.
1 APPLICATION OF TRIZ
THEORY
1.1 Initial Investigation of Positioning
Device Design
According to market research, the main function of
existing auxiliary welding positioning devices is to
completely fix the workpiece, ensure smooth
operation of welding, its usage characteristics lead to
the tube cannot be rotated or moved after the welder
has fixed it, after welding some welds, the rest parts
are difficult to be welded, it needs to be fixed and
welded again, the working process is time-
consuming and laborious, and easy to appear the
sealing-off welding situation, the equipment is not
easy for operators to use.
Based on the analysis of existing relevant
patents, TRIZ theory "SVOP" expression method is
used to express the function of the system to be
designed, setting design objectives (Countinho J S,
1964):
Technology System(S): Auxiliary welding
positioning device;
Apply Action(V): Fixed/rotated;
Action Object(O): Big-caliber steel tube;
Parameters of the action object(P): Displacement
changes
Therefore, the function of the design system is
expressed as "auxiliary welding positioning device
to fix/rotate the displacement change of big-caliber
steel tube". The key problem to be solved in its
design is how to save time and effort. Single
clamping can complete the whole circle welding
with less labor, and put the welding personnel in the
best position for easy welding.
1.2 Analysis Design System Problem
TRIZ theory has a very systematic analysis method
for the problem of innovative design. The main
purpose of system analysis is to find the key
problems of the whole design system, for the design
problems in this article, analysis the function, cause
and effect and resources of the design system that
can effectively determine the key problems to be
solved in the whole system.
1.2.1 System Function Analysis
The function of this system is expressed as "the
displacement change of big-caliber steel tube
fixed/rotated by the auxiliary welding positioning
device", according to the system function model
figure 1, the negative function of the system is
insufficient control of the driving device and
clamping device in the human positioning device
(Gofuku A, Koide S, Shimada N, 2006).
1.2.2 Systematic Causal Analysis
5Whys analysis method is adopted to carry out
causal analysis on the design system, In the five-
question analysis method (figure 2), Let's start with
Ji, L., Sun, X., Zhang, N. and Wan, M.
Design of Welding Positioning Device for Big-Caliber Steel Tube based on TRIZ Theory.
DOI: 10.5220/0008848901650171
In Proceedings of 5th International Conference on Vehicle, Mechanical and Electrical Engineering (ICVMEE 2019), pages 165-171
ISBN: 978-989-758-412-1
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
165
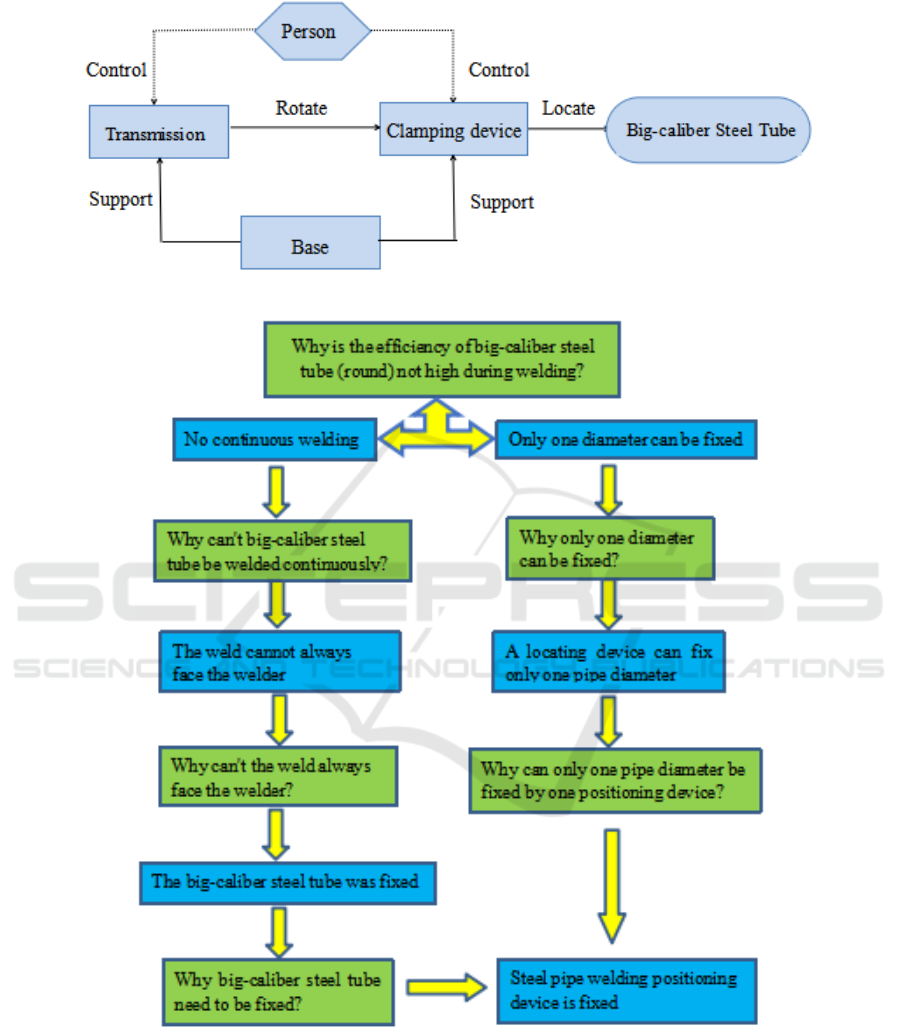
the question "why is the efficiency of big-caliber steel tube (round) not high in the welding process?”,
Figure 1. Function model diagram of auxiliary welding positioning device.
Fig 2. 5Whys method diagram of auxiliary welding positioning device.
explore the cause of the problem through two lines
of questions, derive the ultimate cause of the
problem finally "Steel tube welding positioning
device is fixed", it follows that, We believe that the
design of the welding positioning device of steel
tube into an overall adjustable type may become a
research focus of this product.
1.2.3 System Resource Analysis
ICVMEE 2019 - 5th International Conference on Vehicle, Mechanical and Electrical Engineering
166
The resource analysis list of auxiliary welding devices is shown in table 1.
Table 1. Resource analysis list of auxiliary welding devices.
Resource Type System level
Subsystem System Super system
Material resources
Transmission
mechanism,clamping mechanism,
engine base
Welding
positioner
device
Welding steel tube
Energy resources Mechanical energy
Mechanical
energy
Mechanical energy,
Electrical energy,
Magnetic energy
Space resources Manual operation space
Inside the
device, steel
tube turnover
space
Steel tube connection
space
Time resources Transmission time, clamping time
Steel tube
fixing and
turning time
Steel tube connection
time
Information
resources
Personal experience
Mechanical
principle
mechanical principle,
electromagnetic principle
Functional
resources
Control-system
Draw the nine-screen diagram of the auxiliary
welding positioning device through the analysis list
(FIG. 3), you can see it clearly through the nine-
screen image, starting with the initial common
welding fixtures, the development of auxiliary
welding positioning device has gone through a long
evolutionary process. From the nine-screen diagram,
we can analyze that the clamping device and the
transmission device are one of the most compact
subsystems of the auxiliary welding positioning
device, so we think the design of clamping and
transmission device may become a research focus of
this design.
1.2.4 Analysis Summary
Through the above analysis method summary,
transform the difficult problems in the system design
process into two key problems A and B, Question A
- how to clamp the welding parts and adjust the
welding position to find the most suitable welding
station and Question B - how to design a welding
device suitable for welding parts of different sizes,
and simple operation of an auxiliary welding
positioning device, solving the above two problems
is very important for the design of the device.
1.3 Solutions to Design System
Problems
TRIZ theory has a clear classification for the
solution of quasi-analytical problems, as to this
specific problem for the design of this article, the "
Idea Final Result " is adopted to establish the
solution ideas of the related problems in the overall
design, then through the physical contradictions and
technical contradictions of design process to solve
one by one to improve the system design (Qin Han,
2009).
1.3.1 Idea Final Result
When using TRIZ tools to solve problems, we use
the "IFR" analysis method firstly (as shown in table
2).
Design of Welding Positioning Device for Big-Caliber Steel Tube based on TRIZ Theory
167
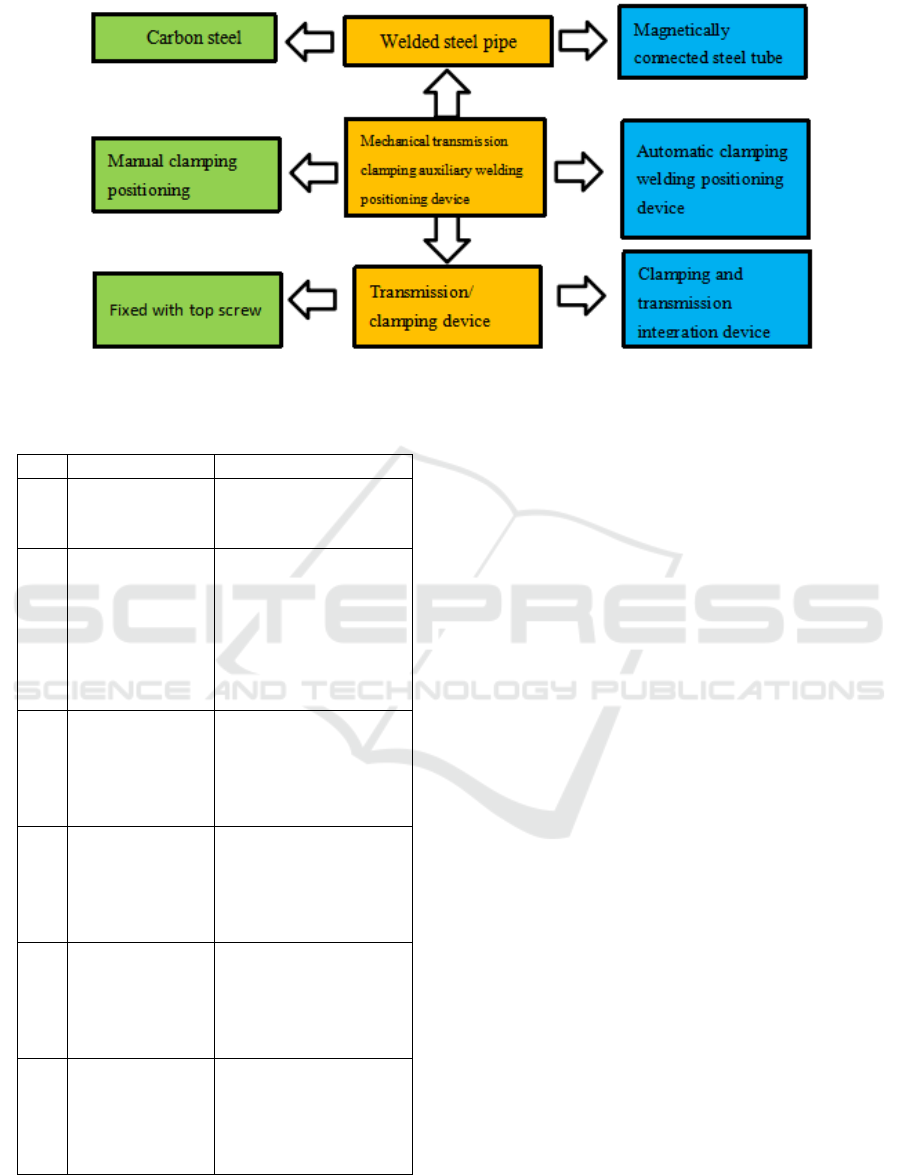
Fig 3. Nine-screen analysis diagram of auxiliary welding positioning device.
Table 2. Idea Final Result Analysis Method Table.
NO Question Analysis Results
1
What is the
ultimate goal
of the design?
Improve welding
efficiency of big-
caliber steel tube.
2
What is the
Idea Final
Result?
Easy operation,
clamp pipe diameter
welding parts of
different sizes,
continuous turning to
ensure that the
welding device.
3
What are the
obstacles to
reaching the
idea final
result?
Manual labor is
laborious and
inconvenient, poor
regulation of
clamping device
4
What is the
result of this
obstacle?
The welding process
requires hand-rolled
steel pipe, the device
is not suitable for all
pipe diameters.
5
What are the
conditions for
not having this
disorder?
Design the
mechanism for
turning steel pipes,
improved clamping
device.
6
What are the
available
resources to
create these
conditions?
Electrical energy,
personal experience
accumulation,
mechanical related
principles
From the above analysis, we can see that we
should give priority to our own advantages,
therefore, we will improve the structural design and
combine the electrical device to realize the final
ideal solution of an auxiliary welding positioning
device, it is concluded that the diameter of tube is
clamped electrically by the rotating device, by
improving the clamping device, it is suitable for all
Big-caliber welding parts, through the improvement
of the positioning device, the device can not only
complete the clamping positioning, but also can flip
and move.
1.3.2 Solution to Key Problem A - Physical
Contradiction
Key question A: how to clamp the welding parts and
adjust the welding position to find the most suitable
welding station? Through analysis, it is found that
the circular tube needs to be clamped and fixed in
the welding process to ensure the quality of welding.
The weld of circular tube needs to move to the front
of the welder to ensure the smooth welding, so we
use physical contradiction analysis.
Firstly, the problem is transformed into a
physical contradiction, which can be expressed as
follows: The circular tube needs to be clamped and
fixed to ensure the welding quality, and it needs to
be moved to the front of the welder to ensure the
smooth operation of welding.
TRIZ theory uses the separation principle to
solve physical contradictions (Guang Yang, 2004).
Based on the above description of physical
contradictions, the principle of space separation is
more reasonable. After analyzing the invention
principle, we believe that principle 7 may help solve
the problem. The specific scheme is shown in table 3
below.
ICVMEE 2019 - 5th International Conference on Vehicle, Mechanical and Electrical Engineering
168
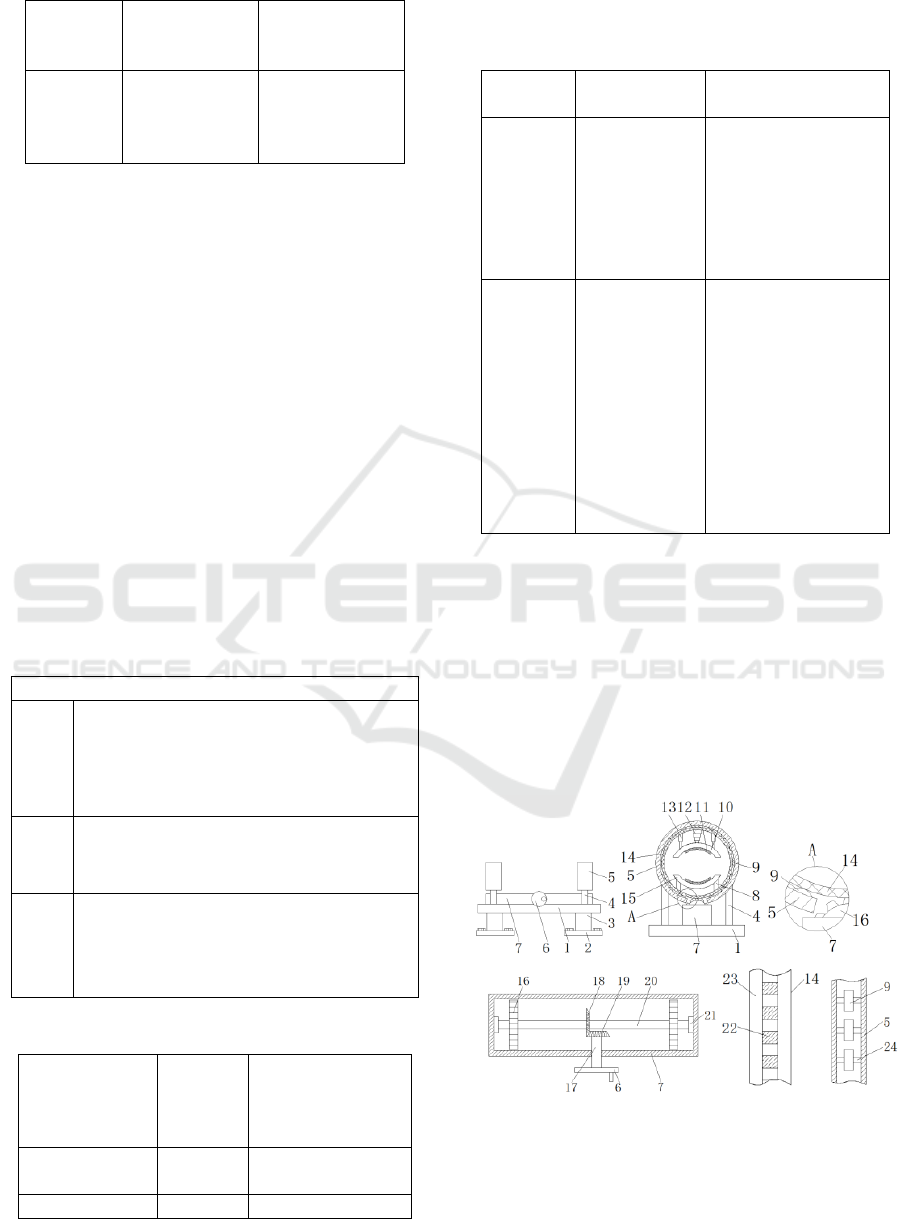
Table 3. Solutions to key problem A.
Inventive
Principle
No
Inventive
Principle
Concrete
Proposal
7
Nested
principle
Nest the tube
into the
positioning
fixture
1.3.3 Solution of Key Problem B - Technical
Contradiction
For the key question B, how to design an auxiliary
welding positioning device suitable for the welding
parts of different sizes with simple operation? The
analysis shows that:
Increasing the adjustability of the auxiliary
welding positioning device means that the stability
of the structure decreases.
Simplifying the operation method of auxiliary
welding positioning device means improving the
maneuverability of the equipment, but at the same
time the manufacturability of the equipment
becomes complicated.
We believe that this is a technical contradiction,
so we use technical contradiction analysis to solve
the problem, the specific operation is as follows:
Extraction technology contradiction
Table 4. Technical contradictions of key question B.
Technical contradiction
If
Want to fit the fixture of welding
positioning device to different sizes of
welding parts
Want to make welding positioning
device fixture easy to operate
Then
Increase the adjustability of positioning
fixture
Save operation time
But
It is necessary to control the clamping
strength of tube fittings with different
tube diameters
Equipment systems are more complex
Table 5. Corresponding contradiction matrix table.
Improved
parameter
Weakened
parameter
Force
System
Complexity
36
Adaptability,
Versatility
15,17,20
loss of time 6,29
According to the above contradiction matrix
table, the following solution table 6 is obtained.
Table 6. Solutions to key problem B.
Question
Inventive
Principles
Concrete Proposal
35-10
15 Dynamic
Principle
A telescopic joint is
installed in the
positioning
clamping device to
adjust the clamping
force
22-36
6
Multipurpose
principle
The clamping part
of the positioning
device is installed
with the
transmission part,
so that it has the
function of
positioning
clamping and
transmission
performance.
2 DESIGN OF WELDING
POSITIONING DEVICE FOR
BIG-CALIBER STEEL TUBE
2.1 The Final Design Scheme of
Auxiliary Welding Positioning
Device for Big-Caliber Steel Tube
Fig 4. Overall schematic diagram of the device.
As shown in FIG 4, both sides of the bottom of base
plate 1 are fixedly connected with supporting leg 3,
the bottom of the supporting leg 3 is fixedly
Design of Welding Positioning Device for Big-Caliber Steel Tube based on TRIZ Theory
169
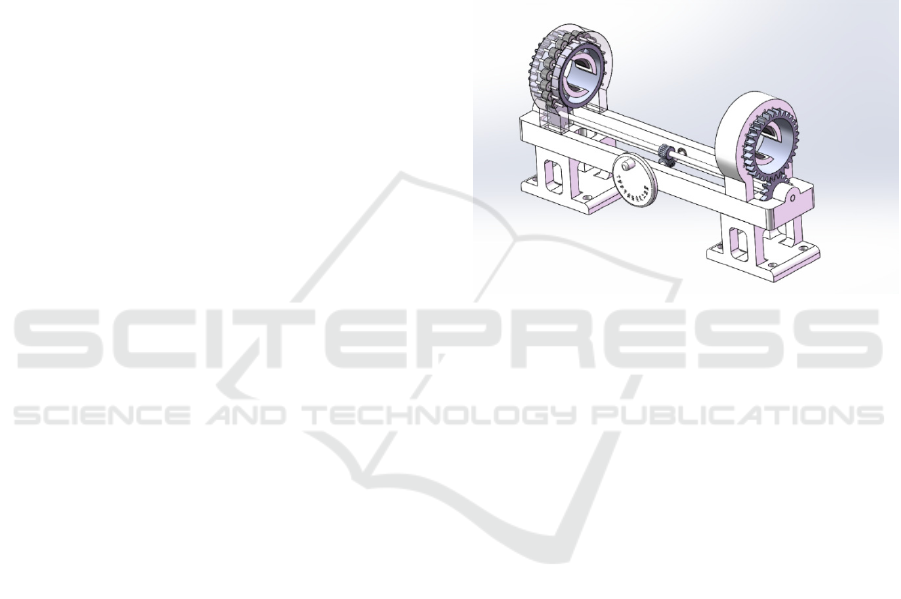
connected with the supporting plate 2, the
connection between the bottom of supporting plate 2
and the ground is fixed and connected by foundation
bolt, through the foundation bolt, the phenomenon of
shaking affecting welding operation can be
effectively avoided when the device is in use,
improved the stability of the device in use, the top of
the base plate on both sides are provided with fixed
collar 5, both sides of the bottom of the fixed collar
5 are fixedly connected with dead lever 4, the
connection between the bottom of dead lever 4 and
the base plate 1 is fixed, the inner cavity of the fixed
collar 5 is provided with loose collar 14, the inner
groove of the fixed collar 5 is provided with live
bearing 9, the inner sleeve of the live bearing 9 is
provided with fixed axis 24, both sides of the fixed
axis 24 are fixed connected with the joint of the
fixed collar 5, both sides of the surface of the loose
collar 14 are provided with inclined ramp 23 which
is used in combination with the live bearing 9, by
live bearing 9 and inclined ramp 23, it can
effectively avoid the stuck phenomenon of loose
collar 14 during rotation, improved the utility of the
device, the top of the inner cavity of the loose collar
14 is fixedly connected with electric telescopic rod
12, the bottom of the electric telescopic rod 12 is
fixedly connected with movable jaw 10, and both
sides of the top of the movable jaw 10 are fixedly
connected with auxiliary telescopic rod 13, the top
of the auxiliary telescopic rod 13 is fixed connected
with the joint of the loose collar 14, and through the
auxiliary telescopic rod 13, it can effectively avoid
the deviation phenomenon caused by uneven force
of movable jaw 10 when positioning the pipeline,
and improve the positioning effect of the device, the
bottom of the movable jaw 10 is provided with fixed
jaw 15, and both sides of the bottom of the fixed jaw
15 are fixed with joint lever 8, the bottom of joint
lever 8 is fixedly connected with the loose collar 14,
and the inner sides of movable jaw 10 and fixed jaw
15 are fixedly connected with soft pads 11, the top
of the base plate 1 is fixedly connected with the
drive box 7, the inner cavity of the drive box 7 is
provided with revolving bar 17, the bottom of the
revolving bar 17 runs through the drive box 7 and is
fixedly connected with the swivel plate 6, the top of
the revolving bar 17 is fixedly connected with the
active bevel gear 19, the left side of the top of the
active bevel gear 19 is engaged with the driven bevel
gear 18, the inner cavity of driven cone tooth 18 is
provided with crossbar 20, the two sides of the
crossbar 20 are movably connected with bearing 21,
bearing 21 away from the side of the crossbar 20 and
is fixedly connected to the connection of drive box
7, gear 16 is set on both sides of the surface of
crossbar 20, the top of gear 16 runs through drive
box 7 and extends to the outside of drive box 7, the
surface of the loose collar 14 is provided with tooth
ace 22 used in conjunction with the drive box 7, The
top of the inner cavity of the drive box 7 is provided
with straight slot used in concert with gear 16, the
bottom of the inner cavity of the fixed collar 5 is
provided with notch used in concert with gear 16,
through straight slot and notches, it can effectively
avoid the phenomenon of collision affecting the use
during rotation.
Fig 5. 3d Rendering of Device Structure.
3 CONCLUSIONS
The welding positioning device designed in this
article, the welding parts are clamped and adjusted
by electric transmission for easy operation and use
by the welder, the whole three-dimensional welding
of tube diameter can be completed in one clamping,
save time and labor, not easy to remove welding,
none of the auxiliary welding devices on the market
has this function. The TRIZ theory used in the
design process provides an efficient and practical
innovative method for this design. Great help has
been provided to the completion of this innovative
design, this method is of great benefit to innovative
design and is worth popularizing. We hope you find
the information in this template useful in the
preparation of your submission.
REFERENCES
Countinho J S. Failure-effect Analysis [J]. Transactions of
the New York Academy of Sciences, 1964, 26(2):
564-584.
ICVMEE 2019 - 5th International Conference on Vehicle, Mechanical and Electrical Engineering
170

Gofuku A, Koide S, Shimada N. Fault Tree Analysis and
Failure Mode Effects Analysis Based on Multi-level
Flow Modeling and Causality Estimation[C]// SICE-
ICASE, 2006. International Joint Conference. IEEE,
2006:497-500.
The Development of Welding Automation in China from
the Application of Welding Auxiliaries in Gas
Shielded Welding [J].Qin Han. Welding. 20009 (10).
Present Situation and Prospect of Welding Automation
Technology [J] Guang Yang. Maschinen Markt. 2004
(11).
Design of Welding Positioning Device for Big-Caliber Steel Tube based on TRIZ Theory
171
