
Industrial Big Data: From Data to Information to Actions
Andreas Kirmse
1
, Felix Kuschicke
2
and Max Hoffmann
1
1
Institute of Information Management in Mechanical Engineering (IMA), RWTH Aachen University, Aachen, Germany
2
Konica Minolta, Darmstadt, Germany
Keywords:
Industrial Big Data, Industrial Data Lakes, Information Integration, Data Acquisition, Cyber-physical
Systems, Industry 4.0, Smart Manufacturing, Information Systems, RDBMS, OPC UA, MQTT.
Abstract:
Technologies related to the Big Data term are increasingly focusing the industrial sector. The underlying
concepts are suited to introduce disruptive changes in the various ways information is generated, integrated
and used for optimization in modern production plants. Nevertheless, the adoption of these web-inspired
technologies in an industrial environment is connected to multiple challenges, as the manufacturing industry
has to cope with specific requirements and prerequisites that differ from common Big Data applications.
Existing architectural approaches appear to be either partially incomplete or only address individual aspects
of the challenges arising from industrial big data. This paper has the goal to thoroughly review existing
approaches for industrial big data in manufacturing and to derive a consolidated architecture that is able to deal
with all major problems of the industrial big data integration and deployment chain. Appropriate technologies
to realize the presented approach are accordingly pointed out.
1 INTRODUCTION
Increasing customer demands regarding product qual-
ity and diversity as well as fast changing markets
and strong competitors pose major challenges to the
manufacturing industry (Brecher and
¨
Ozdemir, 2017).
While factory floor digitization, networking capabili-
ties and automation significantly improve all areas of
manufacturing companies, it also creates a stagger-
ing amount of available production data: the so-called
Industrial Big Data (IBD) (General electric, 2012),
which characterizes the increasing amount of data that
is collected in industrial environments. The term has
been adapted from the broader Big Data (BD) term
covering all types of data and different data sources
like social media, environmental or consumer data.
The digital transformation of industrial environ-
ments and a new global availability of information
enabled by methods of IBD allows for new ways of
realizing data-driven potentials for producing compa-
nies. The main business drivers which can be ad-
dressed by utilizing IBD are: Equipment costs re-
duction, product quality assurance (also warranty and
after-sales management), and operational efficiency
improvement (Intelligence, 2009). In order to extract
the desired information from the (raw) industrial big
data, various transformation steps have to be pursued:
(1) data transformation (i.e. turning data into informa-
tion and finally into insights), and (2) a transformation
of the information user (i.e. the human being that uses
insights to implement improvement measures) (Ham-
mer et al., 2016). In order to close the feedback loop
from the shop floor, followed by profound decision
making through information users and finally back to
the manufacturing field, new data-driven strategies,
road-maps and concrete IT infrastructure planning are
in need (Mourtzis et al., 2016).
In this paper, we address the entire tool chain of
transforming (raw) data into useful information. The
utilization of production data for insights and further
improvements require several major steps to realize
extraction of value from (I)BD. In principle, these ma-
jor steps are implemented by a continuous tool chain
and are furthermore independent of the application or
use case. For this purpose, various guidelines such
as reference architectures/layer structures – some of
them specific for manufacturing – have been devel-
oped in the recent years. However, these guidelines
are either partially incomplete or address only single
aspects of BD technologies. In most BD use cases,
unstructured data with low meta data footprint must
be processed, while in IBD use cases, rather struc-
tured and fast generated data with known meta infor-
mation and high variety of information is targeted.
Kirmse, A., Kuschicke, F. and Hoffmann, M.
Industrial Big Data: From Data to Information to Actions.
DOI: 10.5220/0007734501370146
In Proceedings of the 4th International Conference on Inter net of Things, Big Data and Security (IoTBDS 2019), pages 137-146
ISBN: 978-989-758-369-8
Copyright
c
2019 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
137

Accordingly, the specific requirements of indus-
trial big data in contrast to (traditional) big data have
to be pointed out to meet the challenges of modern
factories. As mentioned above, the questions to be an-
swered focus on how to accurately structure (known)
meta-data and how to systematically extract useful
information from massively generated data. Both,
the format of the raw data as well as the representa-
tional form of the generated information suitable for
the information user have to be clearly structured and
adaptable to the targeted application or use-case. The
further discussion of these requirements leads to the
research question of this paper:
• How is manufacturing data currently generated
and stored for industrial data solutions?
• Which steps are needed to realize the successful
acquisition of information from the field level up
to information management systems?
• What are the fundamental building blocks of an
Industrial Big Data reference architecture?
• Which major technologies and/or methods can be
used to qualify for the tasks of each step?
The authors of this research publication have
been actively involved in the transformation processes
of large-scale manufacturing companies and propose
theoretical approaches as well as field-proven meth-
ods on how to implement these concepts into real-life
applications on an industrial scale.
2 RESEARCH BACKGROUND
Similar to the traditional Big Data the Industrial Big
Data term characterizes an umbrella concept for stor-
ing and dealing with huge amounts of diverse, fast
incoming data. The technologies connected to IBD
are increasingly used in the area of industrial pro-
duction, since the hardware requirements for real-
izing such data-intensive environments are continu-
ously decreasing. Driven by embedded systems (e.g.
realized through edge-computing devices) and by a
higher pervasion of networking technologies, IBD
represent a common condition in modern factories.
The enabler technologies for IBD are strongly
connected to the acquisition and networking of in-
formation across various locations of a production
site. The most common realization of these tech-
nologies are characterized by terms such as Cyber-
Physical Systems (CPS) and more specifically for the
field of production as Cyber-Physical Production Sys-
tems (CPPS). Another enabler technology is referred
to as the (Industrial) Internet of Things (IIoT), a term
which characterizes the global availability of informa-
tion through applications with a low footprint. After
a description of these foundations, the field Industrial
Big Data and its according implementation through
IBD architectures is described in detail.
2.1 The Industrial Internet of Things &
Cyber-physical Production Systems
One definition of Big Data characterizes its purpose
quiet well by stating that “The world has always had
’big’ data. What makes ’big data’ the catch phrase
[. . . ] is not simply about the size of the data. ’Big
data’ also refers to the size of available data for anal-
ysis, as well as the access methods and manipula-
tion technologies to make sense of the data.” (Ebbert,
2018). Thus, as pointed out, BD is more about the
availability of information, which due to the techno-
logical advances can be easily collected by making
use by small and powerful embedded devices. The
networking of the collected data finally enable its
global availability for various applications.
The technological umbrella terms IIoT and CPPS
represent technologies that intend to implement the
described tool chain of information acquisition, col-
lection, integration and usage. For the purpose of the
present research work, we consider IIoT and CPPS
as synonyms, like it is stated in (Jeschke et al., 2017)
and (US Dept. of Commerce blog, 2014). Both con-
cepts are derivatives of the non-production related In-
ternet of Things and Cyber-Physical Systems termi-
nology and basically describe the transfer to a produc-
tion terminology (Sadiku et al., 2017). While there is
a relatively sharp distinction between IoT and CPS,
which is characterized by the capability of CPS to
perform edge computing in the field while IoT are in-
tended to solely provide data from distributed devices,
the terms IIoT and CPPS are much closer as IIoT are
equally characterized by enabling smart applications
on the shop floor.
The term IIoT describes a concept, where data
exchange of production devices enables embedded
technologies and interconnected networks. The
IIoT thereby implies the use of sensors and actu-
ators, control systems, machine-to-machine (M2M)
communication, data analytics, and security mecha-
nisms (Mourtzis et al., 2016). According to Gartner,
there will be nearly 20 billion devices connected to
the IoT by 2020 – with the large majority of them
coming from the industrial sector. The adoption of
the IIoT results in the gradual replacement of clas-
sical network architectures like the automation pyra-
mid (VDI/VDE-Gesellschaft, 2013) and enables the
direct access to equipment data.
IoTBDS 2019 - 4th International Conference on Internet of Things, Big Data and Security
138

In an IIoT environment, data, services and func-
tions are stored and processed where they are needed,
in contrast to the traditional approach, in which the
data was manipulated to fit to the systems of a grown
ecosystem of information management systems, i.e.
characterized by the different levels of the automation
pyramid. The implementation of such data-driven ap-
proach requires new design patterns in order to com-
ply with these business needs. The business require-
ments might include an application of various dif-
ferent use-cases to same information or a context-
specific visualization of information depending on the
person regarding the data. A thorough list of concerns
and challenges resulting from this fact can be found in
(Jeschke et al., 2017).
After a successful implementation of IIoT the ac-
quisition of vast amounts of data can be accomplished
that finally leads to the presence of IBD. Depending
on the protocol, which is implemented in terms of the
IIoT application, the integrated information is present
in a rather structured form. In further steps this data
will be processed to enable a deeper analysis to ex-
tract insights and valuable information.
2.2 Industrial Big Data
One of the most important outcomes of emerging IIoT
is the generation of large data volumes centrally accu-
mulated and stored, which grows at an unprecedented
rate – this volatility of generation speed in data is
one of the major characteristics about IBD (Mourtzis
et al., 2016). According to (McKinsey, 2017), in 2010
manufacturing stored more data than any other sec-
tor – estimated two exabytes. To summarize the def-
inition of IBD, the basic characteristics of IBD are
the high volume, velocity, and variety of data (Laney,
2011); although new characteristics are being contin-
uously introduced with “value” being the most impor-
tant (Yin and Kaynak, 2015). In comparison with
BD, IBD usually has a higher data quality and is
more structured, more correlated, more orderly in
time and more prepared to extract insights (for both
low and advanced methods) (Lee et al., 2015). How-
ever, IBD has higher demands in terms of flexibility
and application-specific utilization of data.
According to (Kuschicke et al., 2017), the term
IBD stands not only for industrial data itself, but
also for the techniques and methods to utilize and
process the data. To underline this characterization,
the definition of Wilder-James fits quiet well: “Big
data is data that exceeds the processing capacity of
conventional database systems. The data is too big,
moves too fast, or does not fit the structures of your
database architectures. To gain value from this data,
you must choose an alternative way to process it. [. . . ]
To clarify matters, the three Vs of volume, velocity
and variety are commonly used to characterize dif-
ferent aspects of big data. They are a helpful lens
through which to view and understand the nature of
the data and the software platforms available to ex-
ploit them.” (Wilder-James, 2012) Thus, BD as well
as IBD solutions are build around this viewpoint on
Big Data, seeking for methods how to deal with the
characteristics of volume, velocity and variety.
In addition to this, IBD involves further methods
such as data acquisition, storage, and management
techniques. To make use of the gathered and con-
solidated data, methods originated from the domains
of data visualization, data mining, machine learn-
ing, and artificial intelligence are applied (Chen and
Zhang, 2014); (Gluchowski et al., 2007) and accord-
ingly complete the tool-set of IBD.
2.3 Industrial Big Data Architectures
The application of IBD techniques requires certain
guidance, as the process of gaining valuable knowl-
edge from industrial data involves several steps. For
optimal results (little effort, short delivery time, high
value) the different steps need to be performed in
close coordination. Therefore, different approaches
– from high level solutions up to detailed instructions
with examples – were developed and presented so far.
Unfortunately, the existing approaches do not com-
prehensively match the requirements and needs of the
manufacturing industry. The following chapter con-
tains a survey, which is not intended to be complete,
but should rather provide an overview about the main
streams in this research area. The examples provided
offer a rather high level and functional focus or target
generic solutions.
One high level architecture for BD is the so called
’big data pipeline’ published in (Bertino et al., 2011).
The authors describe a serial process of multiple
phases which are necessary steps to enable the anal-
ysis and accordingly the exposure of the hidden po-
tentials in the data. The pipeline consists of the
phases “acquisition / recording”, “extraction / clean-
ing / annotation”, “integration / aggregation / rep-
resentation”, “analysis / modeling” and “interpreta-
tion”. The pipeline gives readers a basic overview on
how to generally extract value from BD. However, the
presented approach does not describe how to link the
various phases in the pipeline, nor how to implement
the contents of the individual phases.
A more detailed approach has been developed by
the Industrial Internet Consortium (Industrial Internet
Consortium, 2017) which is referred to as the Indus-
Industrial Big Data: From Data to Information to Actions
139

trial Internet Reference Architecture (IIRA). The in-
troduced reference architecture consists of five func-
tional domains (control, operations, information, ap-
plication, and business). The last three functions rep-
resent the functionality of the big data pipeline as they
contain data generation, acquisition, transformation,
storage, access and analysis including a HMI.
A reference architecture model, which particu-
larly popular in Germany, is the Reference Architec-
tural Model Industry 4.0 (RAMI 4.0) (VDI/VDE So-
ciety Measurement and Automatic Control (GMA),
2015). This model introduces a three-dimensional
view on “Industry 4.0” based on the layer struc-
ture of the Smart Grid Architecture Model (CEN-
CENELEC-ETSI Smart Grid Coordination Group,
2012). Additional, a life cycle and value stream di-
mension plus a hierarchy level dimension complete
the model. A major focus lies on the data acquisition
step of Industrial Big Data. The model introduces a
so-called ’Administration Shell’ to collect data from
shop-floor devices. This Shell contains the features
device meta-data management (head) and manage-
ment of data transfer (body) and so, turns devices into
(smart) I4.0 objects. Lastly, the model only partially
addresses the subsequent steps such as data storage,
access and analysis.
Another German centered approach has been de-
veloped by the Fraunhofer society (Society, 2017).
The so-called “Industrial Data Space” focuses mainly
on the description of different roles within one “data
ecosystem”. Similar to RAMI 4.0 it introduces a five-
layer structure. Each role has certain functions, de-
pending on the layer. E.g., authorization of data usage
is a task for the data owner in the functional layer. As
a summary, the reference architecture is an approach
to establish roles and to assign responsibilities in the
data space on a higher level.
A simpler reference architecture is introduced and
applied in (P
¨
a
¨
akk
¨
onen and Pakkala, 2015). The ar-
chitecture consists of the elements “data Source”,
“data extraction”, “data loading and preprocessing”,
“data processing”, “data analysis”, “data loading and
transformation”, “interfacing and visualization”, and
“data storage”. The different elements are mapped
against infrastructures of tech-giants (e.g. “Face-
book”, “Twitter”, “Netflix”, etc.). In course of this,
a more detailed and applicable model is generated,
which covers mostly the integration, processing and
analytics steps of traditional BD ecosystems.
A similarly detailed and applicable architecture is
presented in (Chen et al., 2014). The key elements
are “data generation”, “data acquisition”, “data stor-
age” and “big data analysis”. Each key element it-
self has sub-elements containing information that are
more detailed on a lower abstraction level, e.g. in-
cluding higher granularity data. Additional, available
technologies are mapped against the tasks of the sub-
elements, analog to (P
¨
a
¨
akk
¨
onen and Pakkala, 2015).
Another lightweight modular based integration ar-
chitecture focuses on the issue of bringing brown-
field devices with proprietary protocols into a har-
monized representation of information is presented
in (Kirmse et al., 2018). It thereby addresses legacy
devices and integrates generated data with existing
network zones separating the production floor from
typical office and analytic areas as well as multiple
factory locations globally.
A variety of additional approaches has been pub-
lished such as in Constance (Hai et al., 2016), a main-
tenance approach in (O’Donovan et al., 2015) or a
high-level description of BD life cycle and infrastruc-
ture in (Demchenko et al., 2013). Further reference
architectures for Big Data can be found in (P
¨
a
¨
akk
¨
onen
and Pakkala, 2015).
Lastly, a critical review of some reference ar-
chitectures for smart manufacturing is conducted
in (Moghaddam et al., 2018). Here the focus lies on
individual interviews with seven experts on the two
questions of the characteristics of a reference archi-
tecture for smart manufacturing and the required steps
for businesses to get there. Their findings show that a
unification is necessary and the diverse architectures
start from different views, despite the common goal
to strive towards a (macro) service-oriented architec-
ture. All lack the definition of micro services and how
humans interact in these systems and environments
3 THE BASIC ELEMENTS OF BIG
DATA REFERENCE
ARCHITECTURES
A thorough review of the previously mentioned refer-
ence architectures leads to the deduction of the fol-
lowing basic elements (and their tasks), which are
needed to turn data into useful information and finally
into action:
1. Industrial Big Data Sources and Generation
2. Industrial Big Data Acquisition and Preparation
3. Industrial Big Data Storage and Access
4. Industrial Big Data Processing and Analysis
5. Industrial Big Data Information Presentation and
Interfaces
The following section describe each of these core
elements with respect to realize the entire integration
IoTBDS 2019 - 4th International Conference on Internet of Things, Big Data and Security
140

chain from (raw) industrial big data up to an analytics
cloud and/or human decider.
3.1 Sources and Generation
The starting point of Industrial Big Data is situated at
the very low level of the factory floor, where the raw
data is generated by means of various devices, control
units, robots, etc. Accordingly, the prior task of this
element consists in the provision of generated data.
This generated data hereby represents raw material of
the information value chain. The quality of this data
is of fundamental importance for all further steps of
the information value and integration chain. However,
despite the importance of raw data, the arising Indus-
trial Big Data itself is only the result of the digitiza-
tion of production processes and not its cause. The
driver of the mentioned generation are mainly due
to increasing equipment with more sensors that read
various amounts of different information and monitor
specific processes in high frequency.
3.2 Data Acquisition and Preparation
Data acquisition is the process that bridges the gap
between the sole existence of distributed information
and their actual collection. The capabilities of data
acquisition are strongly affected by the process of ma-
chine communication and the protocols that are used
for the internal data transfer between machine, au-
tomation devices and control units. This does not yet
apply to the data format itself, but to the general way
of accessing the source of the data generation. For the
different hierarchy levels and various systems, these
protocols and representational forms of data are quite
diverse in nature. However, due to standards of pro-
tocols there exists a common ground for communica-
tion exchanges. On the lowest field level, where pro-
cess controlling is important and thus time-sensitive,
the demand is different from the upper levels, provid-
ing reporting of Key Performance Indicators (KPI).
3.3 Storage and Access
Data storage takes care of a persistence of all acquired
data, but also to store possible intermediate results
and (pre-)processed information. The storage system
itself has to cope with the high volume of data and
still deliver performance when someone, such as a
data analyst, requests specific data. In combination
with responsibilities connected to data protection as
well as to data governance, which are both summa-
rized under the paradigms of data security, the data
storage represents the central point of handing out ac-
cess to the gathered data after initial persistence.
3.4 Processing and Analysis
IBD processing and analysis represent the steps, in
which the actual value creation of the entire IBD
pipeline takes place. Hereby, the raw data is trans-
formed to valuable information. For this purpose, the
raw data is transformed, filtered and/or modeled with
a varying degree of automation and manual efforts.
The task is to filter out uninteresting data (noise) to
obtain only valuable information. IBD processing and
analysis can be classified according to response time
into real-time and off-line analysis.
3.5 Information Presentation and
Interfaces
Providing the results of the previous analysis steps to
a user is an essential task, as it influences the pro-
cess of transforming data to actions the most. The
process of visualizing information to some higher in-
stance can target humans but also machines. Human
Machine Interfaces (HMI) includes a variety of dif-
ferent user interfaces (xUI) with the most common
are graphical (visualization) and email/signal alerting.
In comparison, machine interfacing usually involves
the information transmission through digital protocols
read by the receiving machine. The task of presenta-
tion and HMI is to provide the right information at the
right time in the right format and quantity.
4 INDUSTRIAL BIG DATA
TECHNIQUES AND METHODS
The described tasks of each step in the Industrial Big
Data value chain can be fulfilled using a variety of dif-
ferent methods, techniques and applications. The fol-
lowing section, therefore, gives an overview of avail-
able methods, techniques and applications, shows ba-
sic information about them and provides decision sup-
port for the selection process.
4.1 Sources and Generation
Industrial Big Data Sources
Manufacturing data and their information backbones
are usually structured according to the Purdue Model
(Williams, 1994) or for German based companies
more familiar the automation pyramid. This industry
Industrial Big Data: From Data to Information to Actions
141
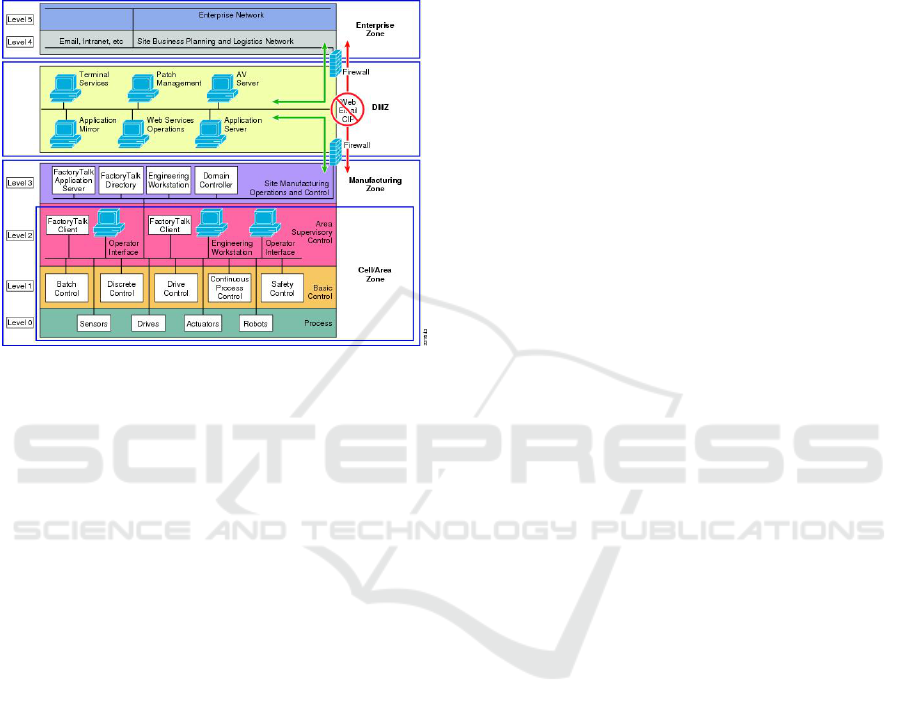
adopted reference model shows the interconnections
and interdependencies of all main components of a
manufacturing control system form the bottom to the
top. Accordingly, data from manufacturing systems
are available at different levels, in different density or
granularity and in different quality.
Figure 1: Purdue Model (PurdueModelCisco, 2018).
Data on the enterprise level is well structured, has
a high data quality, and the number of different data
storages is relatively small, as different types of sys-
tems exist only one time per plant/site. Accordingly,
the data storages are very large, since they also con-
tain a predefined history of data.
In the manufacturing zone, the number of data
sources increases significantly, due to a higher variety
of systems and a division of areas into subareas, each
with identical but independent control systems. Shop
control systems (site manufacturing operations and
control), e.g. receive data from programmable logic
controllers (PLC) and/or workstations as part of an
Industrial PC (supervisory control & basic control),
which in turn receive data from production equip-
ment (process). As each system controls only a lim-
ited number of subordinate controllers, many identi-
cal systems are in use covering separated areas.
The break-up of the Purdue structure in the course
of IoT developments results in increasing direct sys-
tem connections on device level. Thus, shop floor de-
vices become a direct data source for IBD.
The variety of different formats, unlabeled data
and inconsistent naming of the data often negatively
influence the data quality in the manufacturing zone.
In addition, sensor data contains the risk of faulty data
values being sent – e.g. assets or a sensors fail.
Manufacturing data is generated (if applicable)
based on (fixed) cycle times (log-files) and sensor
transmission frequencies. Therefore, data generation
frequencies of milliseconds ms are a common phe-
nomenon. Accordingly, the velocity of data genera-
tion, especially on the device level increases with the
number of devices and processes exponentially. Ad-
ditionally, data storage in production equipment itself
is usually limited and often consists only of a circular
buffer, so that data is stored transient according to the
FIFO principal (First-In-First-Out). These points of
data form a continuous flow of new and updated data
points, a data stream to be handled by IBD systems.
4.2 Acquisition and Preparation
OPC UA. OPC Unified Architecture (Rinaldi,
2013) is a general machine-to-machine protocol and
that also incorporates full description of data us-
ing a meta-modeling pattern for information models.
Thereby, OPC UA models annotate the data in terms
of its format, valid value ranges, semantics and con-
text information. OPC UA allows modeling the com-
plete production process and thereby preparing data
for an exploration of possible correlations. The OPC
UA standard defines base objects, i.e. blue prints, e.g.
for sensors, devices or machines and provide these
models through an OPC UA Server. Vendors are ac-
cordingly able to extend these basic information mod-
els with their domain specific object and type defi-
nition. A client accordingly connects to the server,
which typically resides in each control system and
contains its virtual representation. The client is able to
browse and read all available nodes in that server. The
client can either access data directly or register a trig-
ger to let the server notify it on changes, either peri-
odically or on defined value changes and other events.
MQTT
Message Queue Telemetry Transport (MQTT) is an
open-source message protocol originated in the smart
home automation, but is due to its simplicity also
widely adopted into the industrial sector for machine
communication. It is lightweight and enables publish
subscribe to obtain and collect specific information
through a flexible hierarchical structure, represented
by topics. The hierarchical topics are created inside
the queue tree of a central broker instance. The infor-
mation modeling of the production process depends
on these topics, describing e.g. the location of a de-
vice as well as on the message structure of the MQTT
message object. The message object is represented
by JavaScript Object Notation (JSON) and defines the
payload of the message, which can be freely defined
according to application or use-case specific require-
ments. Publishing clients are able define queues with-
out former registration, thus there is no controlling in-
IoTBDS 2019 - 4th International Conference on Internet of Things, Big Data and Security
142

stance at the server. A client that wishes to receive
data has to know these specific queues beforehand
to successfully receive data based on subscriptions to
these topics. To organize information exchange about
available topics, queues and the data representation,
MQTT requires additional managing of used naming
conventions and message structures.
IO-Link
Another communication standard for sensors defined
under the norm IEC 61131-9 (DIN EN 61131) is IO-
Link or as defined in the standard SDCI. The stan-
dard specifies communication between one master
and multiple slave devices over a PLC. It bridges the
link between an actual field bus of sensors and the In-
dustrial Ethernet, where Industrial PCs reside.
(Proprietary) Message Queue
Other proprietary formats may exists which rely on
a message queue system and define its own message
format standard, often also called telegrams. Widely
used are XML based telegrams, which can be also ex-
changed using OPC UA. Different vendors favorite
this traditional mechanism to empower data exchange
from their machines, but often rely on their own pro-
prietary format, which cannot be handled directly,
see 4.2.2 Industrial Big Data Transformation.
RDBMS
Another class of source systems that provide al-
ready enriched data are reporting systems of KPIs.
They mostly rely on relational database management
systems (RDBMS) controllable and reachable us-
ing Structured Query Language (SQL). SQL is com-
monly used across all database system and allows for
querying specific information. Inside the database,
the structured data remains in large horizontal tables
containing raw values with additional new calculated
or combined information including context data.
4.2.1 Industrial Big Data Extraction
The data extraction depends on the protocol and to the
sort of data that is to be extracted. From the Business
Intelligence (BI) point-of-view, so-called facts and di-
mension are differentiated in this context. Facts repre-
sent an event in time that refers entities, and a dimen-
sion is mainly static information that defines the entity
itself. On the shop floor system with machine data,
the majority is fact data, which contain e.g. current
sensor values. One value represents one fact. To ex-
tract facts from a machine equipped with a protocol,
a subscription of the client to receive the desired in-
formation is required However, to further understand
and contents of the acquired data and finally extract
its value, meta-data and about sensors and machines
are needed. This context information is represented
by dimensions. Extracting dimension data can be a
complex task as context information is often not made
explicit in the source system and therefore only exist
implicitly due to some name or an underlying address
space. To acquire this context information domain-
specific and experience-based knowledge from hu-
man beings is typically needed. RDBMS systems
commonly provide different mechanism to extract
data using SQL. It is possible to poll for new data us-
ing a unique identifier, to define handover tables, hat
only includes changed/new data points and it is possi-
ble to make use of full-fledged Change-Data-Capture
systems, which completely mirror the whole database
to identify changes.
4.2.2 Industrial Big Data Transformation
Data transformation touches the modification of the
data format itself, thus its representation, but also the
cleaning and validation of invalid information, if ap-
plicable. Especially, when the data format is pro-
prietary and does not follow open standards for data
exchange, the actual information needs to be trans-
formed into a readable format. Furthermore, annota-
tion and meta-data enrichment are also a part of data
transformation, where all available information has to
be added explicitly to the data.
4.2.3 Industrial Big Data Load/Integration
The load process partially depends on the target sys-
tem, which has to retrieve or possibly store the data
at hand. If the system is not able to store the infor-
mation as is, which is typically the case, integration
steps are required in terms of a translation of the data
format into the target systems, i.e. the data storages
requirements. This remodeling of data format is often
associated with a manipulation of the data schema,
as it is part of an Extract-Transform-Load (ETL) pro-
cess. An ETL pipeline defines this behavior for a Data
Warehouse system, which integrates the data into a
data mart specific to the domain context of the data.
4.3 Storage and Access
4.3.1 Industrial Big Data Storage
Big Data storage systems have to be able to scale up
with massive amounts of data and represent them ac-
cordingly. There are two major principles to access
Industrial Big Data: From Data to Information to Actions
143

data. These principles also affect the storage structure
as well as the complexity of the integration process:
schema-on-write and schema-on-read. As the name
indicates the distinction between these two concepts
lies in the way data schemas are generated respec-
tively accessed. While the schema-on-write pattern
requires a fixed data schema in which the data is trans-
ferred, the schema-on-read methodology redefines a
new schema every time required information is read
with a specific purpose. The schema-on-read pattern
explicitly shifts the homogenization of multiple dif-
ferent data points, with a different schema, to step of
information retrieval for analytics.
One example for the schema-on-write principal is
a traditional (enterprise) Data Warehouse, which uses
a star-schema to represent fact and dimension infor-
mation as their respective tables. In general, it is also
a RDBMS applied with special notation and mecha-
nism for larger data sets, such as hot and cold storage.
These different storages inside the warehouse are rep-
resented by data marts.
The schema-on-read principle is commonly used
in the Data Lake (Ignacio et al., 2015) architecture.
The idea is to store data as-is and thereby with the
schema, it was generated in. The user that accesses
the data is required to define a schema ”on-read” that
fits to all of the desired data on reading. Apache
Hadoop (Shvachko et al., 2010) is an open-source dis-
tributed file storage system on commodity hardware
that enables this behavior for big data. Its advantage
is the utilization of existing hardware not only storage
wise, but with the added Map-Reduce principle also
for the computing resources.
4.3.2 Exploration
Getting around the vast amount of data points and
finding exactly the relevant pieces is one major goal
of data exploration. Naive approach would demand
to look at each individual point, but indexes allow di-
rectly accessing a specific element, based on prop-
erties for which the index has to be created first.
However, typical database indexes are only possible
in a fixed data schema, such as it would exist in a
Data warehouse system. In the flexible and dynamic
changing data lake environment, this is not possible in
the classical way, as a schema could change according
to each data point, not yielding a common ground. In
this case, a reading schema that fits all data points has
to be determined in advance and applied to an auto-
matic query mechanism that abstracts this application.
This can be done automatically with tools like Spark,
more particular SparkQL, or with Apache Hive. Both
enable the use of a familiar Querying Language such
as SQL to work with the data in a set schema.
4.4 Industrial Big Data Processing and
Analysis
4.4.1 Visual Analytics
One of the most powerful and widely used methods
for gaining knowledge from data is visual analysis.
By plotting data, it is often already possible to iden-
tify anomalies in data sets. Since production data is
often generated by cyclically operating systems, the
data values should generally be stable along the pro-
duction of identical products. Accordingly, anomalies
often indicate quality or machine condition problems.
In addition to pure visual analytics, thresholds can be
used to automate anomaly detection.
4.4.2 Statistical Analysis
Statistical analysis of manufacturing data (the ap-
plication of statistical theory) has been part of the
standard repertoire in manufacturing since the ad-
vent of Six Sigma and Lean Manufacturing. These
techniques allow to process and analyze larger-scaled
data, as it is possible with visual analytics. Usu-
ally statistical methods condense datasets to key fig-
ures such as process stability (CPK) or equipment
utilization (OEE), but they are also applied to struc-
ture and reduce complexity in the event of prob-
lems/optimization. Percentage, box-plot or distribu-
tion (average, median and mode) belong to this group.
4.4.3 Machine Learning
Machine learning (ML) is the next stage of data
analysis. ML allows to discover hidden patterns in
huge amounts of data independently by an algorithms.
Three main categories of ML are distinguished:
Supervised Learning (SL) targets an approxima-
tion of mapping function to predict outputs based on
input variables. Techniques are regression, decision
trees or artificial neural networks. As in manufactur-
ing use cases output and input variables are known,
this category of algorithms appears to be applicable.
Unsupervised Learning (UL) does not require out-
put variables. Therefore, unsupervised learning does
not target to predict certain behaviors but to detect
hidden patterns/clusters in unlabeled data sets. Princi-
pal component analysis (PCA) and Clustering are the
most common algorithm categories of this group.
Reinforcement Learning (RL) algorithms are the
most recent members of machine learning procedures.
They target to automatically determine ideal behav-
iors in a specific situation and context. These algo-
rithms gain knowledge about the subject behavior by
doing test and memorizing the results of experiments.
IoTBDS 2019 - 4th International Conference on Internet of Things, Big Data and Security
144

4.5 Information Presentation and
Interfaces
Human information interfaces have been designed in
various ways and combinations of techniques. In
the context of manufacturing, the major techniques
to provide data to an information consumer is visual-
ization (e.g. monitoring and reporting). Information
monitoring stands for the observation of predefined
metrics/figures (partially deduce from raw data by
analytics) and can be seen in manufacturing control
rooms and/or by making use of Supervisory Control
and Data Acquisition (SCADA) systems. Information
reporting provides information in a higher condensed
form than high-granular information monitoring. KPI
reporting for example plays a major role for the man-
agement sector of an organization. Usually, reporting
is used to manage processes and to report information
for operational control. For both techniques, several
key aspects need to be considered: self-service/ad-
hoc or pre-definition, frequently updated information,
point of time or temporarily summarized information
and distribution online or via intranet.
5 CONCLUSION
In this paper, we presented an overview of the chal-
lenges and issues that emerge when dealing with In-
dustrial Big Data that arises from the Industrial In-
ternet of Things. We examined different solutions
and reference models and summarized the common
ground as well as vital approaches of the stages to-
wards the Industrial data ingestion goal. The major
key steps of a data pipeline have not changed from
the classical Big Data approach, but new Industrial
specific challenges occur. There is yet still no com-
plete universal architecture for the Industrial Internet
of Things, which is capable of fully addressing all is-
sues that arise when digitizing a factory and aim to
realize a full digital transformation. The architecture
references only the general concept of how to deal
with data on a high level, but lack important steps,
such as meta-information about the data itself or on
the other hand, the proposed solution is fitted tightly
for a specific use case, which cannot be easily adopted
in a general manner. We see requirements for fur-
ther research in the area of data governance, espe-
cially in the parts of data lineage and data protection.
In particular, laws such as the General Data Protec-
tion Regulation (GDPR) of the European Commis-
sion are taken into account in industrial applications
when dealing with customer-specific products. Con-
cerning machine maintenance and the idea of predic-
tive maintenance, the question of data value is impor-
tant and needs to be strongly addressed by the man-
ufacturing sector in the close future. Another impor-
tant topic addresses business models that might arise
based on discussions around data ownership. An in-
teresting question might be, if a machine provider au-
tomatically acquires machine data of a customer free
of charge in exchange for successful predictions for
e.g. predictive maintenance.
ACKNOWLEDGEMENTS
The authors would like to thank the German Re-
search Foundation DFG for the kind support within
the Cluster of Excellence Internet of Production (IoP).
Project-ID: 390621612
REFERENCES
Bertino, E., Bernstein, P., Agrawal, D., Davidson, S., Dayal,
U., Franklin, M., Gehrke, J., Haas, L., Halevy, A.,
Han, J., and Jadadish, H. (2011). Challenges and op-
portunities with big data. Whitepaper.
Brecher, C. and
¨
Ozdemir, D., editors (2017). Integra-
tive Production Technology: Theory and Applications.
Springer International Publishing.
CEN-CENELEC-ETSI Smart Grid Coordination Group
(2012). Smart grid reference architecture. Whitepa-
per.
Chen, C. P. and Zhang, C.-Y. (2014). Data-intensive appli-
cations, challenges, techniques and technologies: A
survey on big data. Information Sciences, 275:314–
347.
Chen, M., Mao, S., Zhang, Y., and Leung, V. C. (2014).
Big data: related technologies, challenges and future
prospects.
Demchenko, Y., Ngo, C., and Membrey, P. (2013). Archi-
tecture framework and components for the big data
ecosystem. Journal of System and Network Engineer-
ing, pages 1–31.
Ebbert, J. (2018). Define it – what is big data?
General electric (2012). The rise of industrial big data.
Whitepaper.
Gluchowski, P., Gabriel, R., and Dittmar, C. (2007). Man-
agement Support Systeme und Business Intelligence:
Computergestuetzte Informationssysteme fuer Fach-
und Fuehrungskraefte. Springer-Verlag.
Hai, R., Geisler, S., and Quix, C. (2016). Constance:
An intelligent data lake system. In Proceedings of
the 2016 International Conference on Management of
Data, pages 2097–2100. ACM.
Hammer, M., Hippe, M., Schmitz, C., Sellschopp, R., and
Somers, K. (2016). The dirty little secret about digi-
tally transforming operations.
Industrial Big Data: From Data to Information to Actions
145

Ignacio, T., Peter, S., Mary, R., and John E., C. (2015). Data
wrangling: The challenging journey from the wild to
the lake. CIDR.
Industrial Internet Consortium (2017). The industrial in-
ternet of things volum t3: Analytics framework.
Whitepaper.
Intelligence, M. (2009). Business intelligence in manufac-
turing. Whitepaper.
Jeschke, S., Brecher, C., Meisen, T.,
¨
Ozdemir, D., and Es-
chert, T. (2017). Industrial internet of things and cy-
ber manufacturing systems. In Industrial Internet of
Things, pages 3–19. Springer.
Kirmse, A., Kraus, V., Hoffmann, M., and Meisen, T.
(2018). An Architecture for Efficient Integration and
Harmonization of Heterogeneous, Distributed Data
Sources Enabling Big Data Analytics. In Proceed-
ings of the 20th International Conference on Enter-
prise Information Systems : March 21-24, 2018, in
Funchal, Madeira, Portugal. - Volume 1, pages 175–
182. 20th International Conference on Enterprise In-
formation Systems, Funchal (Portugal), 21 Mar 2018
- 24 Mar 2018, SCITEPRESS - Science and Technol-
ogy Publications.
Kuschicke, F., Thiele, T., Meisen, T., and Jeschke, S.
(2017). A data-based method for industrial big data
project prioritization. In Proceedings of the Interna-
tional Conference on Big Data and Internet of Thing,
pages 6–10. ACM.
Laney, D. (2011). 3d data management: Controlling data
volume, velocity, and variety, application delivery
strategies. Whitepaper.
Lee, J., Ardakani, H. D., Yang, S., and Bagheri, B. (2015).
Industrial big data analytics and cyber-physical sys-
tems for future maintenance & service innovation.
Procedia CIRP, 38:3–7.
McKinsey (2017). Is manufacturing ’cool’ again. Whitepa-
per.
Moghaddam, M., Cadavid, M. N., Kenley, C. R., and Desh-
mukh, A. V. (2018). Reference architectures for smart
manufacturing: A critical review. Journal of Manu-
facturing Systems, 49:215 – 225.
Mourtzis, D., Vlachou, E., and Milas, N. (2016). Industrial
big data as a result of iot adoption in manufacturing.
Procedia CIRP, 55:290–295.
O’Donovan, P., Leahy, K., Bruton, K., and O’Sullivan,
D. (2015). An industrial big data pipeline for data-
driven analytics maintenance applications in large-
scale smart manufacturing facilities. Journal of Big
Data, 2(1):25.
P
¨
a
¨
akk
¨
onen, P. and Pakkala, D. (2015). Reference architec-
ture and classification of technologies, products and
services for big data systems. Big Data Research,
2(4):166–186.
PurdueModelCisco (2018). Purdue Model/CPwE Logical
Framework.
Rinaldi, J. (2013). OPC UA - the basics: An OPC UA
overview for those who are not networking gurus.
Amazon, Great Britain.
Sadiku, M. N., Wang, Y., Cui, S., and Musa, S. M. (2017).
Industrial internet of things. IJASRE, 3.
Shvachko, K., Kuang, H., Radia, S., and Chansler, R.
(2010). The hadoop distributed file system. In 2010
IEEE 26th Symposium on Mass Storage Systems and
Technologies (MSST), pages 1–10.
Society, F. (2017). Reference architecture model for the
industrial data space. Whitepaper.
US Dept. of Commerce blog (2014). The internet’s next big
idea: Connecting people information and things.
VDI/VDE-Gesellschaft (2013). Cyber-physical systems:
Chancen und nutzen. Whitepaper.
VDI/VDE Society Measurement and Automatic Control
(GMA) (2015). Reference architecture model indus-
trie 4.0 (RAMI4.0). Whitepaper.
Wilder-James, E. (2012). What is big data? an introduction
to the big data landscape.
Williams, T. J. (1994). The purdue enterprise reference ar-
chitecture. Computers in industry, 24(2-3):141–158.
Yin, S. and Kaynak, O. (2015). Big data for modern indus-
try: challenges and trends [point of view]. Proceed-
ings of the IEEE, 103(2):143–146.
IoTBDS 2019 - 4th International Conference on Internet of Things, Big Data and Security
146
