
Designing a Flexible Supply Chain Network with Autonomous Agents
Takaki Matsune and Katsuhide Fujita
Tokyo University of Agriculture and Technology, Koganei, Tokyo, Japan
Keywords:
Supply Chain Network Design, Multi-agent System, Automated Negotiation.
Abstract:
This paper proposes a supply chain model that enables companies with a software agent to construct a flexible
supply chain network automatically, assuming the network is composed of many competitors. Unlike the
traditional supply chain model including agents, it is impossible to manage the behavior of all companies
directly in the structure of the supply chain network. Each company can handle only its own strategy or
planning. We also propose a simple strategy for manufacturing agents focusing on individual profit. Our
experimental results demonstrate that our agents can make a supply chain network structure that produces
profits in the small-to-medium-scale scenario under some sample models of various scales.
1 INTRODUCTION
Today, companies are required to produce and sup-
ply resources at low cost without delivery delays. A
supply chain, which is a network between material
suppliers, manufacturers, and consumers, produces
products and distributes them. Subsequently, supply
chain management, which is a method to predict fu-
ture demand for products and optimizing the produc-
tion plan, is used to prevent excessive production and
the occurrence of excess inventory. It is studied in
both academic theory and within the practical use of
corporate management.(Lambert and Cooper, 2000)
At a manufacturing echelon for materials in a sup-
ply chain, it is uncommon to complete all processes
within a single company. Therefore, companies need
to procure resources from other companies for pro-
duction after bargaining for price, deadline, and so
forth with them, except cases where all companies in
a supply chain network can be controlled like the Toy-
ota production system. When a supply chain network
contains many competitors, they may not have infor-
mation about the competition companies’ plans or op-
timize their behavior.
This paper proposes a supply chain model includ-
ing agents that dynamically constructs its network ac-
cording to the behavior of the manufacturers. Com-
panies have information on the bills of materials and
templates of manufacturing plants. And they can de-
cide their role (e.g., processing raw materials and as-
sembling parts) in the network by building factory fa-
cilities. We also proposed the protocols of commu-
nication and negotiation to buy and sell the resources
needed to operate factory facilities within the manu-
facturer’s plant from competitors.
By using this model, we can (1) propose a strat-
egy of a company to fully automatize-from the con-
struction of manufacturing factories to the sale of re-
sources, (2) analyze changes in profits of companies
within the manufacturing process, and (3) analyze
the influence on the network that contains a company
with non-rational behavior.
The rest of the paper is organized as follows. In
section 2, we describe related work. In section 3,
we propose a supply chain model that enables com-
panies to autonomously form a flexible supply chain
network, assuming the network will be composed of
many competitors. In section 4, we propose a strategy
for manufacturing companies. In section 5, we con-
duct experiments to evaluate the supply chain model
with our simulator. Finally, we present conclusions
and recommendations for future work.
2 RELATED WORK
Many studies (Chen et al., 1999; Xue et al., 2005)
which introduce automated negotiation into supply
chain management, do not assume abandonment of
contracts after negotiation. If there is a possibility that
resources needed by a manufacturer can be obtained
from other companies than currently negotiating with
an opponent, and for that reason it might be worth
negotiating with those companies. Especially, in real-
194
Matsune, T. and Fujita, K.
Designing a Flexible Supply Chain Network with Autonomous Agents.
DOI: 10.5220/0007392401940201
In Proceedings of the 11th International Conference on Agents and Artificial Intelligence (ICAART 2019), pages 194-201
ISBN: 978-989-758-350-6
Copyright
c
2019 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
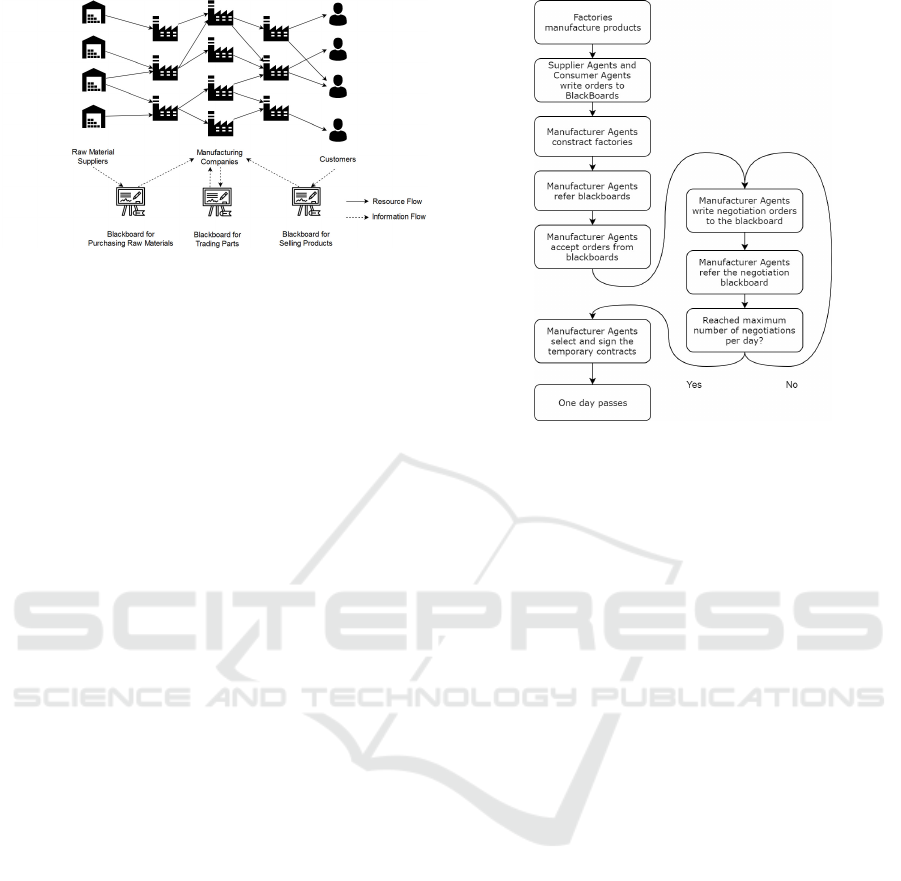
Figure 1: The detail of our proposed supply chain model.
istic inter-company negotiations, after estimating by
negotiating with a plurality of companies, it is often
the case to contract with the current company (or dis-
carding the pending contract).
Recently, some research (Ivanov et al., 2016;
Radziwon et al., 2014) has attempted to make the
supply chain network more flexible. Industry 4.0 is
a manufacturing digitization project promoted by the
German government, and one of its goals is to realize
the implementation of a “smart factory.” In Smart Fac-
tory, by connecting numerous sensors from factories
to the network and collecting the operation informa-
tion, it is possible to detect and automatically repair
the malfunction of equipment by using AI technology.
In addition, in the conventional supply chain, com-
panies responsible for specific processes of product
manufacturing are fixed. In a smart factory, however,
the role of the factory can be automatically and flex-
ibly changed, as they are connected not only within
a single factory but also on the market with the net-
work. Therefore, such a system is expected to be
able to quickly deal with sudden changes of suppli-
ers due to bankruptcy or other reasons and to realize
individually customized products rapidly. Compared
with Industry 4.0, the focus of our research is similar.
However, it differs in that our study tries to automate
processes from the construction of the factories to the
delivery to consumers via agents.
3 FLEXIBLE SUPPLY CHAIN
MODEL
In this section, we propose a supply chain model that
enables manufacturing companies to form a flexible
supply chain network. This model makes it easier for
manufacturers to build factories, find opponents and
negotiate with them to secure resources, and to close
deals with suppliers or consumers.
An overview of the model is shown in Figure 1,
and Figure 2 depicts the flow of the day in the model.
Figure 2: One day flow in our model.
There are three blackboards for transacting resources
between companies in addition to three types of com-
panies. These blackboards make it easier to negoti-
ate resources between suppliers and a manufacturer or
manufacturers, or a manufacturer and consumers. In
order to prevent the problem from becoming too com-
plicated due to the wide range of actions the manufac-
turers can take, the functions of manufacturing, distri-
bution, wholesale and retail sales are consolidated in
the manufacturer, while a typical supply chain model
has several kinds of echelons. Furthermore, to make
it easier to describe the model, we roughly divided
the components of the supply chain into three kinds
of agents and seven models.
3.1 Supplier Agent
Supplier Agents produce and selling raw materials
to manufacturing agents. They can take three ac-
tions: securing raw materials, writing on a blackboard
for selling, and selling raw materials to manufactur-
ing agents. Each supplier agent has a single supply
model.
Securing Raw Materials. Each agent procures raw
materials each Interval of days, which is defined
in a supply model.
Writing on a Blackboard. After procuring raw ma-
terials, the agent writes an order on the black-
board immediately to indicate sales information
to manufacturing agents. If any manufacturing
agent does not receive the order within a certain
number of days, the order will be withdrawn au-
tomatically.
Designing a Flexible Supply Chain Network with Autonomous Agents
195
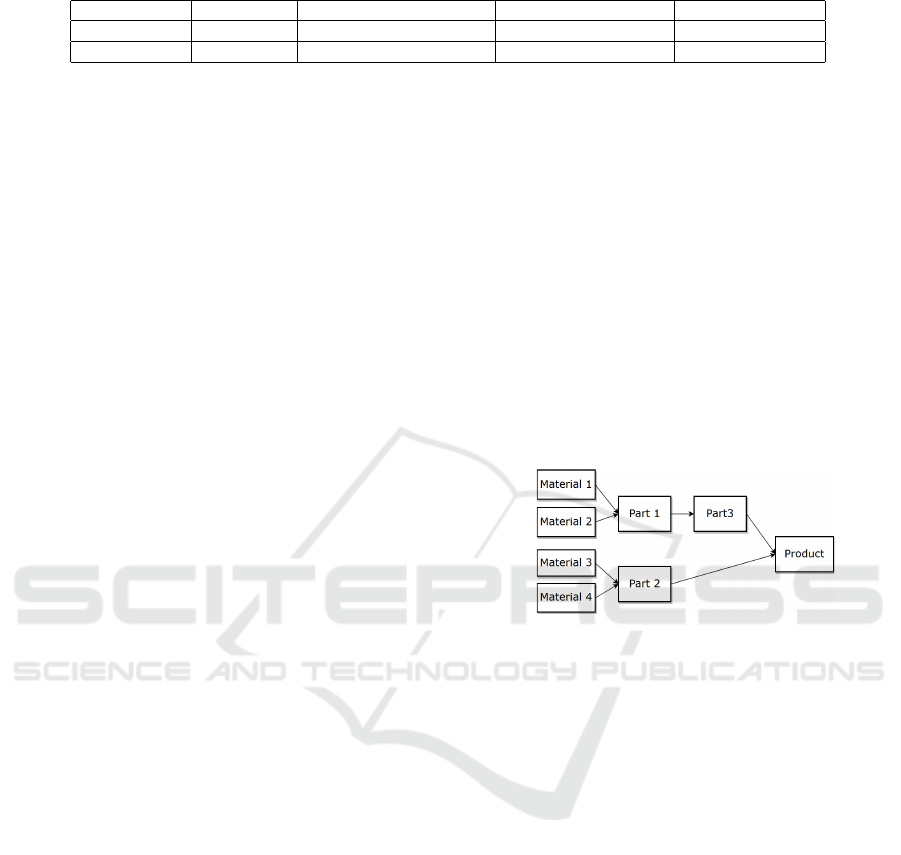
Table 1: Example part of a recipe.
Unique name Deliverable Quantity to be produced Items to be processed Quantity required
Assemble1 Product1 1 Part2 4
Assemble1 Product1 1 Part3 8
Selling Raw Materials to Manufacturing Agents.
When a manufacturing agent receives a supply
order, the supply agent initiates it to prepare for
shipment immediately. As soon as it is ready
for shipment, it sells the raw materials to the
manufacturing agent. Since it is assumed that
any accidents will not occur, supplier agents are
assumed to be able to deliver materials on time.
3.2 Manufacturing Agent
Manufacturing Agent processes raw materials and
parts. They can take these actions: building facto-
ries, writing on or referring to blackboards, negotiat-
ing with other companies, and so on. Details of these
actions are explained below.
Building Factories. Manufacturing agents can build
factories by selecting from predefined factory
models. In addition, when building factories,
agents can utilize their strategy by referring to
BOM models and blackboards.
Referring or Writing on Blackboards. Agents can
refer blackboards to improve production plan,
purchase raw materials or parts, negotiate with
other manufacturing agents for trading every day.
Besides, agents can write buy (or sell) orders on
blackboards if necessary.
Negotiating and Selecting Temporary Agreements.
When agents initiate negotiation, they follow the
negotiation protocol defined in Section 3.10. Af-
ter the negotiation is successful, the negotiation
result can be put on hold temporarily, and as long
as during the day, a temporary contract can be ac-
cumulated by negotiating with other agents. After
that, the agent on the side who started the negoti-
ation can sign the contract by selecting one of the
negotiation results accumulated at the end of its
turn.
3.3 Consumer Agent
Consumer Agents purchase products from manufac-
turing agents. They can take two actions: write on a
blackboard to deal with purchasing products, and buy
products from manufacturing agents. Each consumer
agent has a single demand model.
Writing on a Blackboard for Purchasing Products.
Each consumer agent writes an order on the black-
board every Interval day, which is defined in a de-
mand model, to indicate purchase information for
manufacturing agents. If no manufacturing agents
receive the order within a certain number of days,
the consumer agent’s order is withdrawn automat-
ically.
Buying Products from Manufacturing Agents.
When a manufacturing agent receives an order,
it waits until the deadline for products to be de-
livered from the manufacturer. This agent pays
a commission to the manufacturing agent if the
products are delivered on time; otherwise it is pe-
nalized.
3.4 Bill of Materials Model
Figure 3: An example of bills of materials (BOM).
The bill of materials (BOM) model defines items
(i.e., raw materials, parts, products) and recipes for
manufacturing a product. The details of this process
are as follows:
Item: Item name, Item type (material, part, product)
Recipe: Recipe name, Deliverables, Quantity to pro-
duce, Items to be processed, Quantity required
Table 1 shows an example part of recipe, and Figure
3 indicates the set of recipes.
3.5 Factory Model
Factory model defines a factory that manufacturing
agents can build. The detail of attributes are as fol-
lows: ItemRecipe indicates a recipe to be processed
by the factory. FactoryName is a unique name of
this model. ConstractionTime is days needed to build
a factory. ConstractionCost indicates an initial cost
to build a factory. CostPerUnit stands for the cost
to manufacture an item. ProductionRate is a quan-
tity that this factory can manufacture per day, which
follows a Gaussian distribution with a standard devi-
ation of stddevProductionRate. MaintenanceCost is
the cost per day.
ICAART 2019 - 11th International Conference on Agents and Artificial Intelligence
196

3.6 Decision-making Model
Decision-making model describes manufacturing and
negotiating strategies of manufacturing agents, which
precepts of the environment, judgments regarding be-
havior, and instructs regarding actions required of the
agent. We propose a detailed strategy for agents in
Section 4.
3.7 Demand Model
Demand Model defines the demand for products, and
it is used by the consumer’s agent. The detail of these
attributes is as follows: ModelName is a unique name
of the demand model. Item with Amount and Price
are items that are required by the consumer’s agents.
Deadline is the number of days until hitting the dead-
line received from manufacturing agents that has an
accepted order to fulfill delivery. Deadline follows a
Gaussian distribution with a standard deviation of std-
devDeadline. Interval is an average interval of days
between the time the item is delivered and the time the
next demand for an item occurs that follows a expo-
nential distribution. Penalty is the penalty price when
manufacturing agent does not deliver the products by
the deadline.
3.8 Supply Model
A supply model describes the supply of raw materi-
als provided by supply agents. The detail of these
attributes is as follows: ModelName is a unique name
of this model. Item with Amount and Price is an item
that will be supplied by consumer agents. Delivery-
Date is a day needed to deliver raw materials, and this
value follows a Gaussian distribution with a standard
deviation of stddevDeliveryDate. Interval is an av-
erage interval of days between the time the materi-
als are delivered, and the time that the next supply
need occurs, and this follows an exponential distribu-
tion. There is no penalty included because the supply
model assumes that delivery delays will not occur.
3.9 Blackboard Model
Blackboard Model defines communication protocols
that enable agents to trade resources or initiate nego-
tiations. To make it easier for agents to find nego-
tiating opponents, this paper uses a Blackboard sys-
tem (Sadeh et al., 2001), which is widely used in
the multi-agent research field. Bulletin board trading
(Kikuchi, 2006) is an example in which a model simi-
lar to the Blackboard system is used, and it is used by
Table 2: An example order for negotiation.
Attribute Example value
From ManufacturerAgent1
Type BUY
Item Part1
Since 20
Japan Electric Power Exchange (JEPE), which pro-
vides power trading in Japan.
As shown in Figure 1, There are three kinds of
blackboards in the supply chain model, and each one
has a different function.
Blackboard for Purchasing Raw Materials. This
blackboard is used to trade raw materials between
a supplier’s agent and a manufacturer’s. The
details of an order written by supply agents are as
follows: Supplier is the name of the person who
wrote the order, and SupplyModelName is the
name of the model described in Supply Model.
The attribute Since is the day when the order was
placed.
Blackboard for Trading Parts. This blackboard is
used to trade items between manufacturing
agents. When a manufacturing agent needs to se-
cure parts from other companies or wants to sell
parts to others, it writes an order as described in
Table 2. The attribute From is the name of the
agent who wrote the order. Type indicates whether
the agent wants to buy or sell. Item is the item the
agent wants to trade. The attribute Since is the day
when the order was written. Other agents can re-
fer the blackboard every day, and they can initiate
negotiations with the agent who posted the entry.
Once the negotiation is started, the entry is deleted
so other agents cannot reference it.
Blackboard for Selling Products. This blackboard
is used to place an order for products by con-
sumer agents. When product demand occurs, they
write orders on the blackboard to purchase prod-
ucts from manufacturing agents. The order con-
tains three attributes: Consumer is the name of
the person who placed the order, DemandModel-
Name is the name of Demand Model, and Since is
the day when the order was placed.
3.10 Negotiation Model
Figure 4: Alternating Offers Protocol.
Designing a Flexible Supply Chain Network with Autonomous Agents
197

The negotiation model defines the negotiation pro-
tocol that is used by manufacturing agents. Alternat-
ing offers (Rubinstein, 1982), a bilateral negotiation
protocol, is used for this protocol. The flow of alter-
nating offers is shown in Figure 4. We consider the
case in which agents A and B conduct negotiations.
In the beginning, agent A makes a proposal to agent
B. Next. Agent B takes one of the following actions
with respect to agent A:
• Offer: Rejecting the previous proposal and
proposing a new one.
• Accept: Accepting the previous proposal.
• EndNegotiation: Ending the negotiation without
agreement before the deadline reaches.
Afterwards, agent A takes come up with a new action
for agent B, In alternating offers, negotiations will be
continued until the following conditions are satisfied:
• One agent accepts the proposal.
• The negotiation deadline passes before an agree-
ment was reached.
• One agent terminates the negotiation by selecting
EndNegotiation.
4 STRATEGIES FOR
MANUFACTURING AGENT
In this section, we propose six kinds of strategies for
manufacturing agents to focus on individual profit as
follows: building factories, receiving demand orders,
receiving supply orders, writing orders on a black-
board, selecting negotiation opponents, and negotia-
tion.
Building Factories. While manufacturing agents
can freely build factories, construction of un-
planned factories can cause losses due to running
costs up. This strategy described in Algorithm 1
prevents agents from building the same factory
that other companies built. Building factories
are continued until the maximum construction
quantity is satisfied.
Receiving Demand Orders. This strategy described
in Algorithm 2 prevents that agents receive an or-
der for products that their factories cannot pro-
duce. In addition, this strategy also prevents ex-
cessive orders.
Receiving Supply Orders. Algorithm 3 makes
agents to purchase only the resources required
by their factories and prevent holding too many
resources.
Algorithm 1: Building Factories.
Require: maximum number of facilities F
max
1: p ⇐ a random value in (0, 1)
2: if current number of factories = F
max
then
3: do nothing
4: end if
5: if p < 0.3 then
6: do nothing
7: else if p < 0.6 then
8: choose and build a factory randomly from factory templates
9: else
10: refer the blackboards to confirm current demands
11: select a factory which satisfies the demand from the templates and
build it.
12: end if
Algorithm 2: Receiving Demand Orders.
Require: current number of factories n, types of items that currently owned
factory can produce I
1: if n = 0 or the size of demandboard = 0 then
2: do nothing
3: else
4: extract only the demand that needs I and receive one of them.
5: end if
Algorithm 3: Receiving Supply Orders.
Require: current number of factories n, types of items that currently owned
factory requires to manufacture items I
1: if n = 0 or the size of supplyboard = 0 then
2: do nothing
3: else
4: L ⇐ extract only the supply that supplies I
5: K ⇐ extract from L what currently owned amount does not exceed
twice the amount necessary to manufacture.
6: receive an order randomly from K
7: end if
Writing Orders on the Blackboard. Algorithm 4
describes the strategy that permits agents to sell
the parts manufactured to other manufacturing
agents by writing it on the negotiation blackboard.
Selecting Negotiation Opponents. Algorithm 5 al-
lows the agent select an opponent who wants re-
sources that the agent owns. Also, in order to re-
duce the number of negotiations, we adjusted the
probability of negotiation.
Negotiation. In this strategy (Algorithm 6), the agent
negotiates with the opponent about the price.
First, when the agent is a seller, they propose a
price 1 to 2 times the price required for manu-
facturing parts. After that, it decides whether to
accept or reject it based on the proposed price.
ICAART 2019 - 11th International Conference on Agents and Artificial Intelligence
198
Algorithm 4: Writing Orders on the Blackboard.
Require: current number of factories n, types of items that currently owned
factory requires to manufacture items I = {i
1
,i
2
,...,i
k
}
1: if n = 0 then
2: do nothing
3: end if
4: for j = 0 to k do
5: if the currency amount of i
j
> 2∗ the amount i
j
owned factory re-
quires then
6: add i
j
to list L
7: end if
8: select one from L randomly and write a request on the blackboard
9: i ← i + 1
10: end for
Algorithm 5: Selecting Negotiation Opponents.
Require: current number of factories n, types of items that currently owned
factory can produce I
1: if n = 0 or the size of negotiation blackboard = 0 then
2: do nothing
3: else
4: L ⇐ refer to the negotiation blackboard and extract the entry that
including I.
5: select one of L and initiate negotiation with 10% chance
6: end if
Algorithm 6: Negotiation Strategy.
Require: current number of factories n, types of items that the currently
owned factory can produce I, last received proposal from opponent lbid,
price from lbid l pr, penalty from lbid l pe function to offer a pro-
posal O f f er(amount, price,deadline, penalty), function to accept the
proposal Accept(proposal), function rand(x, y) returns the uniformly
distributed random number on (x,y), N = 5, D = 15
1: while negotiation continues do
2: if sel f is a buyer then
3: if lbid is not exist then
4: O f f er(N, 0.0,D,0)
5: else
6: O f f er(N, (1 − rand(0,1)/4)∗lpr,D,3/4 ∗lpe)
7: end if
8: else
9: U
p
⇐ calculate unit costs needed to produce an item currently
being negotiating for.
10: if lbid is not exist then
11: O f f er(N,2 ∗U
p
∗ N, D,U
p
/3)
12: else
13: if lbid > N ∗U
p
∗ 1.3 then
14: Accept(lbid)
15: else
16: O f f er(N,U
p
∗ (1 + rand(0,1))∗ N, D,U
p
/3)
17: end if
18: end if
19: end if
20: end while
5 EXPERIMENTS
For evaluating the proposed supply chain model and
agent, we implemented a simulator in Java. Al-
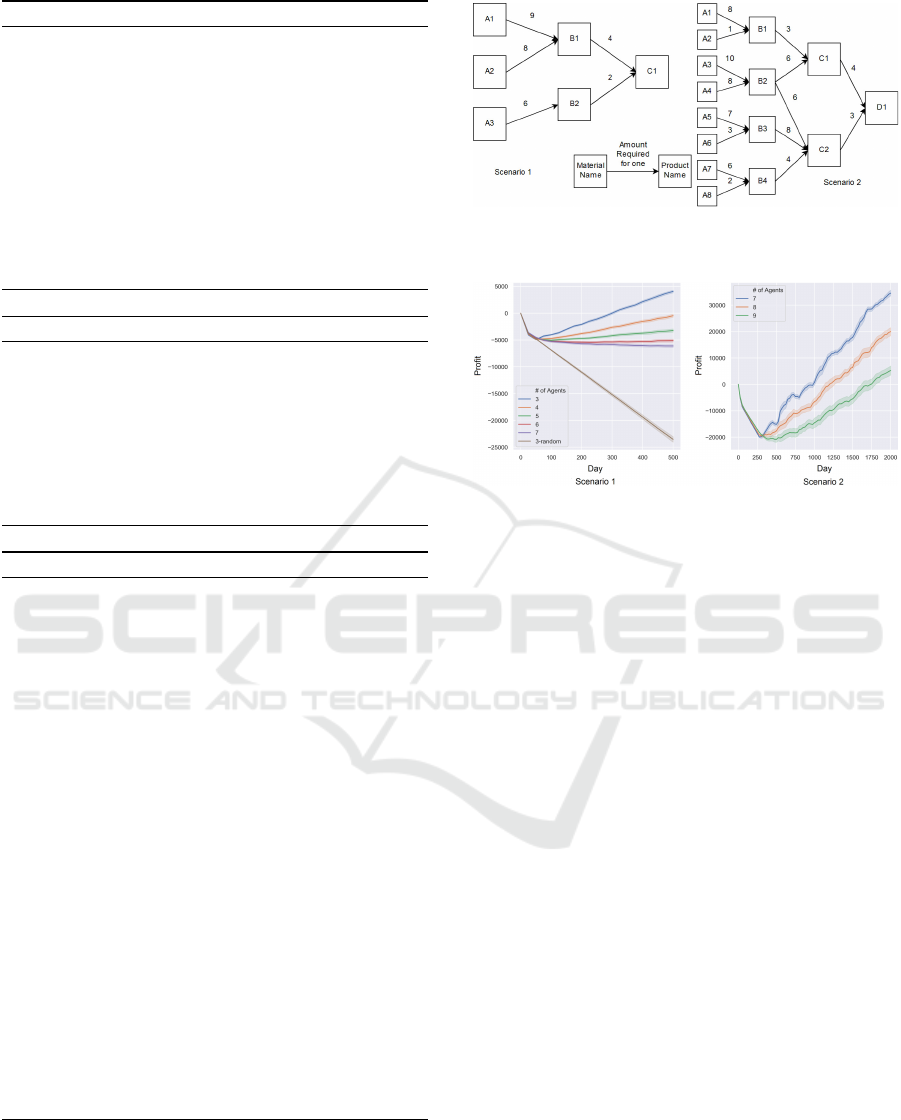
Figure 5: Overview of Scenario 1 and 2.
Figure 6: Average profits in Agents (Scenario 1 and 2) with
95% confidence bands.
though there are datasets for evaluating a supply chain
model(Georgiadis et al., 2011), these datasets can-
not be applied to our model due to the fact that
they lack some necessary data needed to simulate our
model. Therefore, two sample scenarios are gener-
ated to evaluate by random parameters. An overview
for these scenarios is depicted in Figure 5. (see Ap-
pendix for details) To evaluate our proposed strategy,
we prepared a “Random Agent,” which all behaviors
(such as building factories, selecting a negotiations
opponent, and so on) are random.
5.1 Experimental Settings
This experiment was carried out to clarify that man-
ufacturer strategies affect its profit. We have used
two kinds of agents (our proposed agent and Random
Agent) for the experiment. The following are the de-
tails of the experimental settings:
• # of manufacturing agents in the supply chain: 3
to 7 for Scenario 1, 7 to 9 for Scenario 2
• Factories can be built per agent: 1
• Maximum number of negotiations per day: 3
• Maximum contracts can be made per day: 1
• Maximum rounds per negotiation: 1000
• Simulation days: 500 for Scenario 1, 2000 for
Scenario 2
• # of simulations: 100
Designing a Flexible Supply Chain Network with Autonomous Agents
199
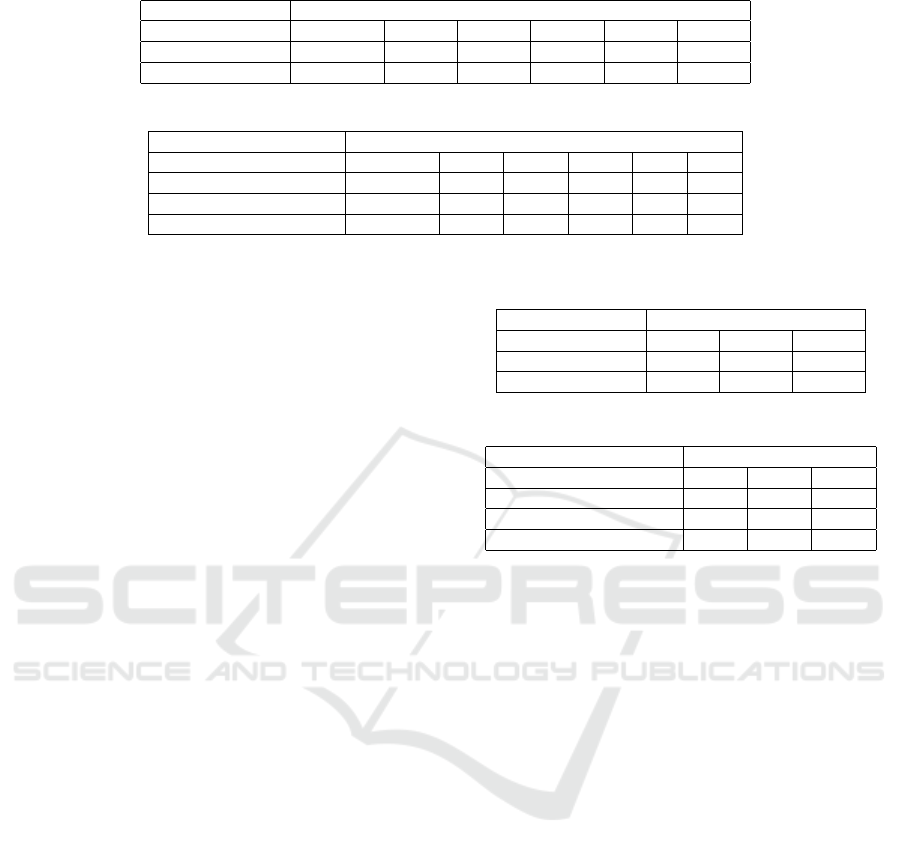
Table 3: Average materials supplied and product offered (Scenario 1).
# of agents
3-random 3 4 5 6 7
Material supplied 38.55 130.11 134.61 137.93 141.22 145.16
Product offered 0 43.08 42.99 42.45 41.90 42.03
Table 4: Average negotiation contracts (Scenario 1).
# of agents
3-random 3 4 5 6 7
Penalties imposed 458.84 1.84 3.15 4.06 4.77 5.14
Successfully transacted 26.51 18.40 14.11 11.40 9.61 8.35
Transaction success rate 0.054 0.90 0.81 0.73 0.66 0.61
5.2 Experimental Results
5.2.1 Scenario 1
Figure 6 shows average profits. Comparing the result
of two agents, while the Random Agent continued to
earn large losses, our proposed agent made a profit fi-
nally, although it experienced a loss in the early stages
of the simulation. Thus, the random agent may have
caused the funds to flow out to the supplier or to the
consumer. In addition, it can be said that as the num-
ber of agents decreases, the overall profit increases.
Table 3 and Table 4 show the statistics on contract
statuses at the end of simulation. Table 3 indicates
that our proposed agent ordered more from the sup-
plier than the random agent. In addition, while the
random agent does not correspond to consumer de-
mand, our agent has never failed to deliver because it
receives only demand orders that are already in inven-
tory. These results imply that the main reason why the
random agent loses is by paying the penalty for con-
sumers. Table 4 indicates that the random agent has
succeeded in transacting with a probability of 5.4%,
on the other hand, our proposed agent has 90% suc-
cessful rate. Therefore, our agent can avoid unreason-
able contracts. However, the result also indicates that
as the number of agents increases, the transaction suc-
cess rate diminishes. This is because our agent signed
many contracts without considering other agents, and
could not produce products on time.
5.2.2 Scenario 2
We conducted additional experiments to clarify that
the shortage of suppliers and the high cost of sales ra-
tio are the cause of losses. The experimental settings
of scenario 2 are the same as scenario 1, except that
the cost percentage is reduced from 50% to 33.3% and
that the number of suppliers per a supply model is
doubled. The results are shown in Figure 6, Table 5,
and Table 6. Although we cannot show the experi-
mental results when the cost percentage and the num-
Table 5: Average materials supplied and product offered
(Scenario 2).
# of agents
7 8 9
Material supplied 828.19 830.93 833.56
Product offered 16.87 16.22 15.10
Table 6: Average negotiation contracts (Scenario 2).
# of agents
7 8 9
Penalties imposed 14.91 14.45 14.06
Successfully transacted 57.84 50.43 44.69
Transaction success rate 0.80 0.77 0.76
ber of suppliers per a supply model are same as sce-
nario 1 due to space limitations, we see that the num-
ber of suppliers of raw materials and the number of
times they provided final products increased. In addi-
tion, a profit is made by lowering the cost percentage
and increasing the number of times of providing the
final products. Therefore, these results showed that
securing a large number of raw materials and lower-
ing the cost percentage are necessary for profit in a
complex supply chain model.
6 CONCLUSIONS AND FUTURE
WORK
This paper focused on a modeling supply chain net-
work which is composed of many competing compa-
nies. We proposed a supply chain model that enables
companies to autonomously form a supply chain net-
work flexibly. Our model assumes that manufacturing
companies can construct factory facilities, secure nec-
essary resources by negotiating, and writing orders
on blackboards freely. We also proposed a strategy
for manufacturing agents that focuses on individual
profit by selling at a higher price than the purchase
price. The experimental results demonstrated that our
supply chain model shows the best performance when
the number of agents is equal to the number of manu-
ICAART 2019 - 11th International Conference on Agents and Artificial Intelligence
200

facturing processes.
One possible future study would be to improve the
current model by employing a more realistic situa-
tion. It is difficult to approach realistic situations in
this model compared to typical supply chain models,
but it can be realized by improving the agent’s strat-
egy such as predicting demand.
ACKNOWLEDGEMENTS
This work was supported by JST CREST Grant Num-
ber JPMJCR15E1, Japan.
REFERENCES
Chen, Y., Peng, Y., Finin, T., Labrou, Y., Chu, B., Yao,
J., Sun, R., Willhelm, B., and Cost, S. (1999). A
negotiation-based multi-agent system for supply chain
management. In In Proceedings of Agents 99 Work-
shop on Agent Based Decision-Support for Managing
the Internet-Enabled Supply-Chain, pages 15–20.
Georgiadis, M. C., Tsiakis, P., Longinidis, P., and
Sofioglou, M. K. (2011). Optimal design of supply
chain networks under uncertain transient demand vari-
ations. Omega, 39(3):254 – 272.
Ivanov, D., Dolgui, A., Sokolov, B., Werner, F., and
Ivanova, M. (2016). A dynamic model and an algo-
rithm for short-term supply chain scheduling in the
smart factory industry 4.0. International Journal of
Production Research, 54(2):386–402.
Kikuchi, H. (2006). The subject of physical distribution
service industry training in an scm. Journal of Japan
Logistics Society, 2006(14):237–244.
Lambert, D. M. and Cooper, M. C. (2000). Issues in sup-
ply chain management. Industrial Marketing Man-
agement, 29(1):65 – 83.
Radziwon, A., Bilberg, A., Bogers, M., and Madsen, E. S.
(2014). The smart factory: Exploring adaptive and
flexible manufacturing solutions. Procedia Engineer-
ing, 69:1184 – 1190. 24th DAAAM International
Symposium on Intelligent Manufacturing and Au-
tomation, 2013.
Rubinstein, A. (1982). Perfect equilibrium in a bargaining
model. Econometrica, 50(1):97–109.
Sadeh, N., Hildum, D., Kjenstad, D., and Tseng, A. (2001).
Mascot: An agent-based architecture for dynamic
supply chain creation and coordination in the internet
economy. 12:212–223.
Xue, X., Li, X., Shen, Q., and Wang, Y. (2005). An agent-
based framework for supply chain coordination in
construction. Automation in Construction, 14(3):413
– 430. International Conference for Construction In-
formation Technology 2004.
APPENDIX
Scenarios used in experiments. For convenience,
we assume rand(x,y) is the uniformly distributed
random number on (x,y) and randi(x,y) is the
uniformly distributed random integer on [x,y].
Common settings. Common model settings in all
scenarios are shown in Table 7, Table 8, and Table
9.
Table 7: Factory Model.
Attribute Parameter
ConstractionTime randi(3,20)
ConstractionCost randi(1000,5000)
CostPerUnit randi(5,20)
ProductionRate randi(5,30)
stddevProductionRate rand(0,3)
MaintenanceCost randi(10,30)
Table 8: Supply Model.
Attribute Parameter
Amount randi(20,50)
Price randi(5,30) per item
DeliveryDate randi(5, 15)
stddevDeliveryDate randi(0,3)
avgInterval randi(5, 15)
Table 9: Demand Model.
Attribute Parameter
Amount 1
Price 2.0 ∗ rawmaterialcost
Deadline randi(3,20)
stddevDeadline rand(0,3)
Interval randi(5,20)
PenaltyPrice rawmaterialcost/3.0
Scenario 1
• BOM Model : 3 raw material, 1 final product
with 3 manufacturing processes. (see Figure 5)
• # of Suppliers : 6 (2 for each supply model)
• # of Consumers : 2 (2 for each demand model)
Scenario 2
• BOM Model : 8 raw material, 1 final product
with 7 manufacturing processes. (see Figure 5)
• # of Suppliers : 32 (4 for each supply model)
• # of Consumers : 2 (2 for each demand model)
• Price in Demand Model : 3.0∗rawmaterialcost
(33.3% cost percentage)
Designing a Flexible Supply Chain Network with Autonomous Agents
201
