
Design and Analysis of Force, Torque, and Tension of Twin Roll for
Thermomechanical Treatment Process
Tugiman, Farida Ariani, F. Perinta Tarigan, T. Istaula Febrian, H. Alwizar Harahap,
Ivan Tamayo and Abdi M. Manurung
Department of Mechanical Engineering, Faculty of Engineering, Universitas Sumatera Utara,
Padang Bulan, Medan, 20155, Indonesia
Keywords: Roll, Reduction of Thickness, Stress, Bending Stress.
Abstract: The process of roll are promising method to improve mechanical properties of aluminum alloys by modified
of microstructures. A common roll consists of minimum two drums made of hard steel with a small
clearance between drum. The effectiveness and lifetime of the roll machine influenced by many parameters
such as the maximum force, torque, and stress occurred. In this project the twin roll used to reduce thickness
of aluminum plate from 10, 20, 30, 40, and 50% with constant temperature and revolution. The aim of the
present work to analysisthe parameters of rolling introduce in to main components. To solve these problems
some equations in static condition were used to analysis. The results show that the increasing of reduction of
thickness influences some parameters of rolling machine process. The 105 KN, 39.8N.mand 2.63x10
10
N/m
2
of force, torque, and bending stress respectively was obtained for 50% of reduction.
1 INTRODUCTION
Roll machine is a common mechanic tools in
engineering field. The principle rolls consist of
minimum two rolls which rotated opposite direction
and pulling a plate to flow into the cavity of roll.
The roll machine have been used in many areas and
material such as rolling on AA8006 aluminum
sheets (Cieslar and Republic, 2014), continuous roll
casting of aluminum (Lela, 2010), carbon steel and
stainless steel (Lindgren, 2007). The advantage of
rolling process could improve the mechanical
properties of aluminum alloys without melting.
S.Roy, et al., reported that the strength improvement
of aluminum by using accumulative roll due to grain
refinement and strain hardening (Roy et al., 2017).
Furthermore, the modification of grain size
increased the hardness in which correspond with hall
pecth equation ( 𝐻𝐻
𝐾
𝑑
) where H is
hardness, H
o
is the hardness intercept at d
-1/2
= 0, and
k
h
is the hall-pecth slope (Sathiyamoorthi et al.,
2017). It is believed that strain hardening, higher
strength and hardness of alloys could be obtained by
cold work process. Based on work temperature, it
could be divided minimum two main group rolling
process i.e. cold roll (Lindgren, 2007; Mohammad et
al., 2017) and hot rolling (Roy et al., 2017; Sahoo,
2016; Chandramouli, n.d.; Na et al., 2019).Y.S. Lee
et al. (2014) investigated that roll separation force
during twin roll casting influenced by roll speed and
melt temperature (Lee et al., 2014). Furthermore, a
relative rolling velocity results interest and tension
and influences the roll load and torque (Bayoumi
and Lee, 2008). The roll separating forcet end to
decrease with the increases of the roll speed in twin
roll casting process(Sahoo, 2016; Lee et al., 2014).
M. Lindgren (2007) reported that both of force and
torque are two important parameters of rolling
process, they needed for bending in a forming stages
as a function of thickness (Lindgren, 2007) of
materials and an important indicator of optimum
process in production system (Jurkovic et al., 2014).
Front/back tension also is important parameter to
maintain the neutral plane placement of rolling
system (František et al., 2008). Therefore, in the
rolling design is important to consider the analysis
of forces, torque, and tension of twin rolling
parameters to obtain optimum process. Based on
previous work, only a few researchers investigated
these problems in their project.
In the present study, the design and fabrication of
twin rolling have been done for aluminum casting
plates. The analysis of forces, torque, and tension
336
Tugiman, ., Ariani, F., Tarigan, F., Febrian, T., Harahap, H., Tamayo, I. and Manurung, A.
Design and the Analysis of Force, Torque, and Tension of Twin Roll for Thermomechanical Treatment Process.
DOI: 10.5220/0010181400002775
In Proceedings of the 1st International MIPAnet Conference on Science and Mathematics (IMC-SciMath 2019), pages 336-339
ISBN: 978-989-758-556-2
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

calculated for the main components by using static
equation to estimate the construction of roll
machine.
2 METHODS
Twin roll was designed by using CAD to
determinethe main components, dimension, and
ideal arrangement in its frame.The simplicity in
operation has been a priority of this design, so that
the machine has an ability to serve a rolling process
of aluminum sheet in different thickness.
Furthermore, the parameters of forces, torque, and
tension/stress for different reduction (10, 20, 30, 40,
and 50%).The 1 hp electric motor have been used as
a driving force. Further, roll has 75 kg of mass with
200 mm diameter and 230 mm length. The high of
aluminum plate 11.5, 12.5, 14.2, 16.6 and 20 mm
were used to analyzed parameters in rolling process.
3 RESULTS AND DISCUSSION
3.1 Rolling Machine Design
The design of twin roll machine as shown in Fig. 1,
the main components of the machine consists of two
steel rolls, electrical motor, pulley and frame. These
components arranged as simple as possible to make
it easy movement and handling.
Figure 1: Rolling machine design
The roll components made of steel material (ST
60) are important part to obtain a good dimension
corresponding with reduction of plate thickness. The
roll system completed with a pair of high adjuster to
lift and down of upper roll, see Fig. 2. Furthermore,
the single phase induction motor with 1 HP and 220
of power and voltage respectively were used to drive
this machine.
Figure 2: Portable twin roll machine model.
3.2 Analysis of Force, Tension (Stress),
and Torque of Roll Machine
The analysis of direct compressive forces are
important to understand the capacity of roll machine.
The forces generated compressive stress along
contact point during rolling process, deformation
and reduced a cross section area. In the present
work the analysis have been done. According to the
equation (1) below, the compressive force of
different reduction plate could be calculated.
𝑃
. .
.
(1)
The bending stress/tension (σ), inertia (I), length
of roll (L) and plat thickness (h) are important
parameters to determine the pressure force (P). The
inertia is a function of geometry of specimen, by this
data the ability of plate withstand a bending
phenomenon measured. In this research the
specimens has plate form with different thickness
and or dissimilar % reduction. Fig. 3 shows the
inertia for different reduction (10-50%). The
increases of reduction cause the inertia rise linearly,
the maximum inertia 2,2953 x 10
-9
m
3
obtained at
50% of plate reduction.
Design and the Analysis of Force, Torque, and Tension of Twin Roll for Thermomechanical Treatment Process
337
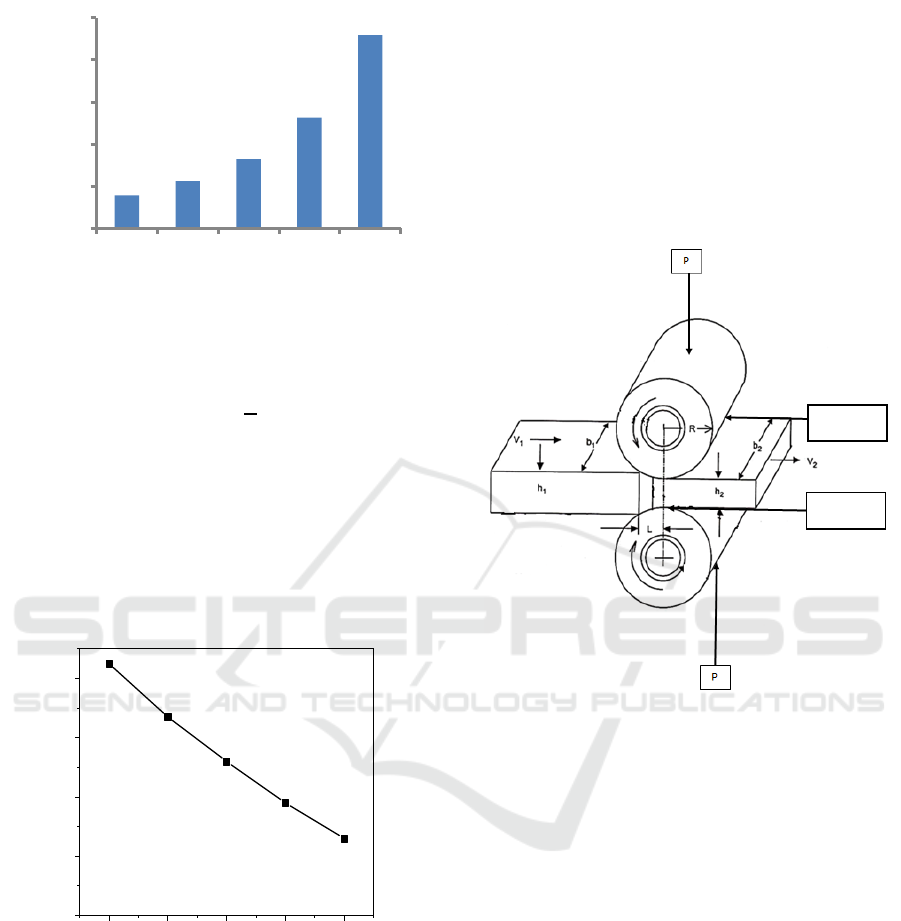
Figure 3: The moment inertia for different reduction.
The bending stress could be calculated by equation
(2) below
𝜎
(2)
From the equation we can conclude that the
bending stress influenced by two parameters i.e.
moment (m and cross section modulus (z)
respectively), which is a moment equal to a total
force multiplied by radius of roll. Fig. 4 show the
bending stress in various reduction of plate. It is
clear was observed that the bending stress tend to
decrease linearly with the increase of reduction.
10 20 30 40 50
0
2
4
6
8
Bending stress, x10
10
(N/m
2
)
Reduction (%)
Figure 4: The bending stress for different reduction area.
The compressive stress is the function of bending,
inertia and geometry, see equation (1). Length of roll
230 mm constant for all reduction. This stress about
105076,6667 N for different reduction. It is believed
that the similarity of stress due to the existence of
bending stress going to low was offset by the
increases inertia as well the constant geometry factor
such as length and diameter of the roll. The force for
plate feeding should be overcome the friction force
(F
friction
)between roll and aluminum plate. The
friction is multipliedfriction and compressive stress,
furthermore, the 49386 N friction forces were
obtained for various reduction. Fig. 5 shows the
distribution of pressure and F
friction
in rolling machine
system. Two roll has similar dimension were
assembled with different direction of revolution
induce the plate flow between roll with dissimilar
reduction. In order to get the roll could operate
properly the thrust must be greater than friction
force.
Figure 5: Scheme of distribution of pressure and F
friction
at
free body diagram.
4 CONCLUSIONS
The design, analysis of forces, stress, torsion of twin
roll machine were studied in the present work. A
simple design twin roll have been finished
fabricated. The results show a compressive force,
F
friction
and torque are similar for various reduction.
Conversely, the bending stress decreases with the
increase of reduction. The inertia moment as a
function of geometry show increase linearly with the
increase of % reduction.
ACKNOWLEDGEMENT
The authors would like to gratefully acknowledge
financial support from TALENTA program of the
University of SumateraUtara, Ministry of Research,
Technology, and Higher education of the Republic
0
5E-10
1E-09
1,5E-09
2E-09
2,5E-09
10 20 30 40 50
Inertia (m
3
)
Reduction (%)
friction
friction
IMC-SciMath 2019 - The International MIPAnet Conference on Science and Mathematics (IMC-SciMath)
338

of Indonesia under the grant number
87/UN5.2.3.1/PPM/KP-TALENTA USU/2019
REFERENCES
{Cieslar and Republic, 2014) M. Cieslar, C. Republic,
Annealing Effects in Twin-Roll Cast AA8006
Aluminium Sheets Processed by Accumulative Roll-
Bonding, (2014) 8058–8069. doi:10.3390/ma7128058.
(Lela, 2010) B. Lela, CONTINUOUS ROLL
CASTING OF ALUMINIUM ALLOYS – CASTING
PARAMETERS ANALYSIS, 49 (2010) 115–118.
(Lindgren, 2007) M. Lindgren, Experimental
investigations of the roll load and roll torque when
high strength steel is roll formed, 191 (2007) 44–47.
doi:10.1016/j.jmatprotec.2007.03.041.
(Roy et al., 2017) S. Roy, S.S. D, S. Suwas, S. Kumar,
K. Chattopadhyay, Evolution of texture and
microstructure during accumulative roll bonding of
aluminum AA5086 alloy, (n.d.) 1–13.
(Sathiyamoorthi et al., 2017) P. Sathiyamoorthi, J.
Basu, S. Kashyap, K.G. Pradeep, R. Sankar, Thermal
stability and grain boundary strengthening in ultra fi
ne-grained CoCrFeNi high entropy alloy composite,
Mater. Des. 134 (2017) 426–433.
doi:10.1016/j.matdes.2017.08.053.
(Mohammad et al., 2017) N. Mohammad, N. Fard, H.
Mirzadeh, M. Rezayat, J. Cabrera, M. Engineering,
Accumulative Roll Bonding of Aluminum / Stainless
Steel Sheets, 50 (2017) 1–5.
doi:10.7508/jufgnsm.2017.01.01.
(Sahoo, 2016) S. Sahoo, Review on Vertical Twin-Roll
Strip Casting : A Key Technology for Quality Strips,
2016 (2016).
(Chandramouli, n.d.) R. Chandramouli, Hot rolling and
rolling defects, (n.d.) 1–10.
(Na et al., 2019) D. Na, C. Moon, Y. Lee, Thermal Stress
Evolution of the Roll During Rolling and Idling in Hot
Strip Rolling Process THERMAL STRESS
EVOLUTION OF THE ROLL DURING, (2019).
doi:10.1080/01495739.2014.913418.
(Lee et al., 2014) Y. Lee, H. Kim, J. Cho, Effect of
casting parameters on roll separation force during twin
roll casting, Procedia Eng. 81 (2014) 1547–1552.
doi:10.1016/j.proeng.2014.10.188.
(Bayoumi and Lee, 2008) L.S. Bayoumi, Y. Lee, Effect
of interstand tension on roll load , torque and
workpiece deformation in the rod rolling process, 145
(2004) 7–13. doi:10.1016/S0924-0136(03)00581-8.
(Jurkovic et al., 2014) M. Jurkovic, Z. Jurkovic, M. Obad,
S. Buljan, E. Mustafic, AN INVESTIGATION OF
THE FORCE AND TORQUE AT PROFILE SHEET
METAL ROLLING – INPUT DATA FOR THE
PRODUCTION SYSTEM REENGINEERING, 3651
(1848) 1029–1034.
(František et al., 2008) Ď. František, L. Zboray, Ž.
Ferková, Computation of Rolling Stand Parameters by
Genetic Algorithm, 5 (2008) 59–70.
Design and the Analysis of Force, Torque, and Tension of Twin Roll for Thermomechanical Treatment Process
339
