
Study on Frictional Properties of Micro-texture Obtained by
Ultrasonic Elliptical Vibration Cutting
Guowen Peng
1
,Dong Lu
1,2*
, Mingming Yang
3
and Jiang Zeng
1
1
College of Aeronautical Manufacturing Engineering,Nanchang Hangkong University, Nanchang, 330063, JIangxi, China;
2
Department of Mechanical and Energy Engineering, Southern University of Science and Technology, Shenzhen, 518055,
Guangzhou, China
3
COMAC Shanghai Aircraft Design and Research Institute, Shanghai, China
Keywords: Micro-texture; Ultrasonic vibration;Friction; Feed rate; Cutting speed; Spindle speed;
Abstract: Because the influence of cutting parameters on the performance of ultrasonic micro texture of radial sliding
bearing hydrodynamic lubrication is significant, this paper is concerned with the study of elliptic ultrasonic
vibration cutting on
mm30φ
AL6061 bar by single factor experiment. The cutting speed, feed rate, and
ultrasonic vibration direction are all taken into account, and co rotating friction wear experimental device is
employed to measure the hydrodynamic lubrication friction test at different spindle speeds. The results show
that the friction coefficient of the texture surface decreases significantly compared with the non textured
surface, and the maximum value decreases by 34.4%. Moreover, it turns out that the increase of feed rate
leads to the decrease of the friction coefficient. The final observation is that the friction coefficient will also
decrease with the increase of spindle speed.
1 INTRODUCTION
Due to the advantages of aluminum alloy, such as
easy processing, small density, high strength and
excellent conductivity, it can be found that this metal
has been widely used in many industrial fields,
including Life, Military, Capital Construction,
Aeronautics and Astronautics, Ship Engineering ,etc.
And how to improve its service life has become a
hot research topic in recent years. According to the
study, it is found that the surface texture is effective
in reducing friction and damage[1].
Because of the friction and wear characteristics
of micro texture, micro weaving has been regarded
asa current hot research direction. In the traditional
tribology theory, the friction coefficient is closely
correlated with the surface roughness, that is, the
friction between the smooth surface and the concave
convex surface will be smaller, so it will be more
wearable. However, in recent years, a large number
of research results showed that the formation of a
micro-morphology on the surface could improve the
wear resistance[2].Li Weiguang and others
implemented a micro-textured hard alloy to conduct
bi-rubbing tests on birch. Experiments have shown
that the micro-textured hard alloy has a smaller
friction coefficient, which is more than 50% smaller
than that without micro-texture[3] . Hua Xijun et al.
carried out a greasing and filling lubrication
experiment on the GCr15 sample. The results
showed that under dry friction, the friction
coefficient of the textured surface decreases by
47.6% over the untextured surface, decreases by
4.8% under oil lubrication, and decreases by 17.7%
under the lubrication of the filler [4].
Ultrasonic Elliptical Vibration assisted
Machining (abbreviated as UEVM) can also change
the distribution and size of pits by changing the
amount of cutting tool eaten, feed rate, cutting
speed, and ultrasonic amplitude. Therefore, different
surface textures can be processed[5].
2 EXPERIMENTAL
EQUIPMENT AND TEST
PROCEDURES
2.1 Experimental Equipment
The experimental material used was a
35
φ
*40mm
AL6061. The selection of experimental equipment is
shown in Fig. 1, in which the ultrasonic vibration
device is selected from the Japanese Yuejiang
company UL40-Al, which consists of an ultrasonic
generator, a transducer, and a horn. a carbide insert
can be mounted on the horn, which is produced from
Japan Mitsubishi. Rakeangle is 0°, Clearance angle
is 11°, Corner radius is 0.4mm.And Kistler three-
way dynamic dynamometer and Type5070 charge
amplifier and Type5697 data collector. The choice
of machine tool is CKA6150.
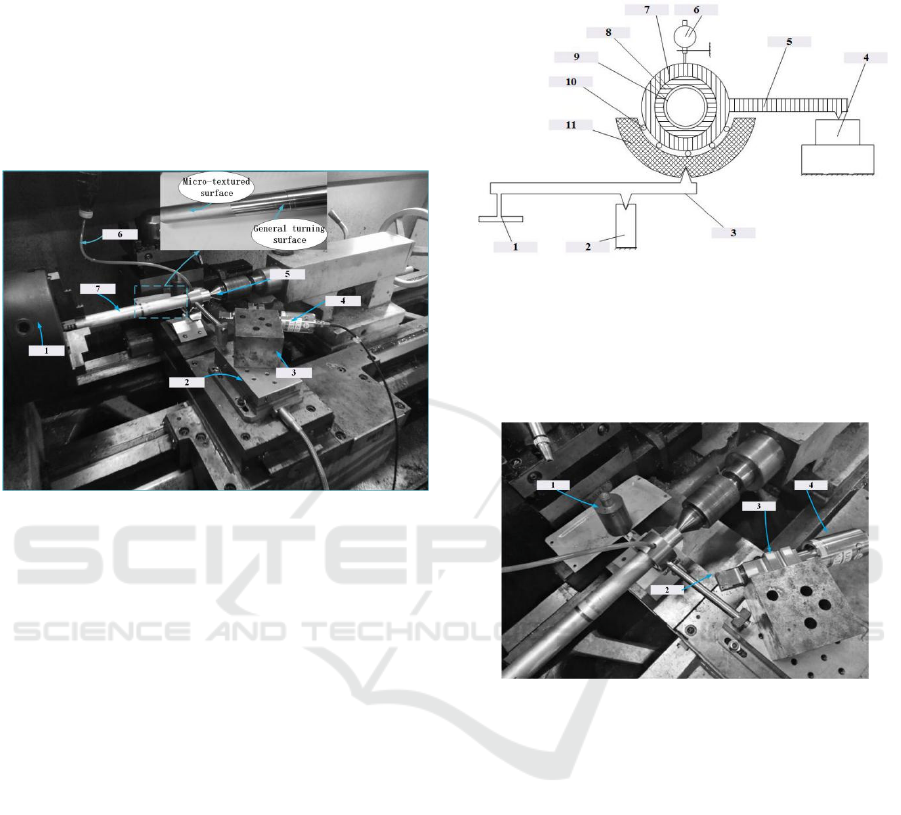
1-Chuck2-Dynamometer3-Tool holder4-Transducer5-
Core clamper6-Tubing7-Sample
Fig.1:Experimental installation diagram.
2.2 Surface Micro-texture Prepared by
UEVM
First, we drill the center hole at both ends of the
AL6061 bar of
35
φ
*40mm, then use the claw of the
three jaw chuck to fix the end. The other end of the
tail seat top is tightly attached to the AL6061 bar, so
that when the hand claw the claw, the top will run
smoothly. Then the 2mm is cutting depthof trial
cutting, the purpose of it is to reduce the impact on
the experimental results because of the difference of
the original surface finish. Then the carbide blade is
fixed on the horn, which is shown in Figure 3 after
the installation is accomplished. Next, the ultrasonic
device is connected and the ultrasonic is also
connected. It is appropriate to put the tweezers on
the blade slightly with a clamped sound, and then
turn off the ultrasonic. The ultrasonic switch is
opened again, and the cycle starts. Experimental
parameters are shown in Table 1.
2.3 Friction and Wear Experiment
A self-made friction and wear device was used to
study the friction force in the oil rich condition at
different spindle speeds. The friction and wear
device is made up of a shaft, an axle bush and a
lengthening rod. As shown in Fig. 2 and Fig. 3.
1-Dial gauge2-Leverage pivot3-lever4-Dynamometer5-
Measuring rod6-Dial gauge7-Bearing sleeve8-Bush9-
Sample10-Roller11-Support base
Fig.2:Structural analysis diagram.
1-Weight2-Carbide blade(TPGX080204)3-Horn4-
Ultrasound generator
Fig. 3:Physical map.
The installation steps of the friction and wear
device are described as follows:
1). Put the axle bush in the axle bush fixed
sleeve, fasten with the tightening screw, and connect
the force rod with the axle bush at the same time.
2). After the rear seat moves, the axle bush and
the bearing bush is placed on the surface of the
micro texture, and the tail seat is moved forward to
the fixed specimen.
3). The loading device is placed, and the
modulation load is perpendicular to the positive
center of the sample.
4). The roller with the support is installed in the
support seat, and then the whole is placed under the
axle bush fixed sleeve to connect with the load.
5). Put the weight of the weight, access the
lubricating oil pipe, start the test.
During the test, the sample is clamped on the
machine to limit the freedom of space movement
and follow the rotation of the spindle of the machine
tool. A friction pair is formed between the sample
and the inner surface of the bearing shell. After the
sample rotates, it drives the lubricating oil into the
friction pair to generate a fluid dynamic pressure oil
film. The oil film shear friction force is transmitted
to the dynamometer through the bearing sleeve-
measuring rod. According to the magnitude of the
force, the friction force of the oil film formed
between the sample and the inner surface of the
bearing bush under a certain spindle speed and load
can be calculated and passed through the μ = F/P
calculates the friction coefficient μ value. Due to the
formation of dynamic pressure oil film, the bearing
bush is offset downwards relative to the fixed
specimen. The dial gauge contacted with the bushing
fixing sleeve shows the offset value of the bearing
bush. The offset is proportional to the thickness of
the oil film.
2.4 Experimental Processing
Parameters
In this paper, the single factor experimental analysis
of AL6061 is performed using UEVM. The AL6061
bar material with a diameter of 30 mm was selected
as the experimental sample. The effect of feed rate
and cutting speed on the micro-texture surface
prepared by UEVM was analyzed. The
hydrodynamic lubrication friction under the self-
made co-rotating friction and wear device was
analyzed.
Set the cutting speed to CS and the spindle speed
to SS. the feed rate to f, the frequency to F, and the
ultrasonic voltage power supply to the UPS.
In order to study the variation of the friction of
the UEVM micromachined AL6061 under different
cutting speeds and feed rates, the machining
parameters shown in Table 1 were developed.
Table 1 Experimental processing parameters.
2.5 Purpose
The purpose of this experiment is to investigate how
micro-textures reduce friction and wear when the
workpiece is running, thereby increasing the life of
the workpiece. Ultrasonic parameters and cutting
parameters were used to form different micro-
textures on the surface of the AL6061 rod material.
The frictional performance of the hydrodynamic
lubrication of radial plain bearings was measured at
different spindle speeds using a self-made friction
and wear device. That is, the influence of ultrasonic
parameters and cutting parameters on the
hydrodynamic lubrication friction of the workpiece
when the workpiece is actually loaded is
investigated.
3 .EXPERIMENTAL RESULTS
AND ANALYSIS
3.1 The Effect of Micro-texture on The
Surface of UEVM on The Friction
Coefficient of AL6061
In order to explore the effect of UEVM on the
surface micro-texture of AL6061, the AL6061
experimental specimens were each subjected to
UEVM cutting and general turning with a feed rate
of f=0.05 mm/r and a cutting speed of 300 r/min.
The smooth surface of the length. Therefore, there
are 3 experimental patterns with a length of 50 mm.
And the use of self-made rotating friction wear test
equipment to measure its hydrodynamic friction
lubrication friction.The obtained experimental data
can be processed Fig.4 can be obtained. Suppose
normal turning is NT, ultrasonic cutting is UC, and
smooth (not cutting) is S.The friction coefficient is u.
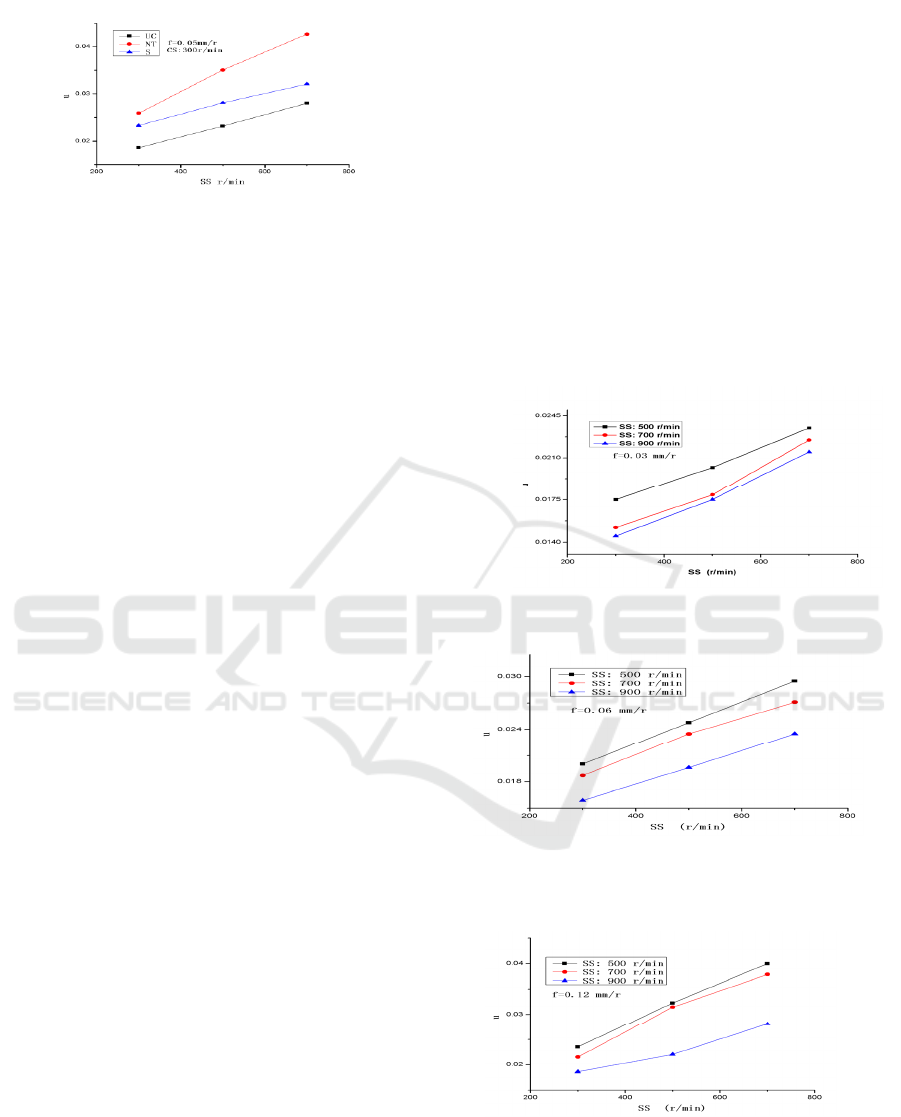
Fig.4: Comparison of the friction coefficient between
ultrasonically processed micro-texture, ordinary turning
and smooth.
It can be seen from Fig. 4 that the friction
coefficient of ordinary turning compared to smooth
surface has increased, because the surface of
ordinary turning is constantly in contact with the
workpiece, which leads to cutting heat and large and
continuous Factors such as swarf that affect its
surface roughness have a large influence, so the
coefficient of friction will increase.
In Fig. 4, it can be seen that the micro-textured
surface of the UEVM surface has a lower coefficient
of friction than the smooth surface. According to the
understanding of the conventional friction force, the
smoother the surface, the smaller the friction force
should be, but the experimental phenomenon is not
the case. This may be due to micro-texture, under
the lubrication of the oil, the pit surface may form a
small dynamic pressure lubrication effect, while the
role of oil storage and minor impurities, greatly
avoiding the workpiece and The direct contact of the
components reduces the effect of the furrows[6].
With the gradual increase of the spindle speed,
the change of the friction coefficient after
microtexture on the surface of the UEVM is more
gentle, which shows that the surface microtexture
has a better friction reduction effect than the
untextured surface at high speed! And up to a drop
of 34.4%.
3.2 The Influence of The Change of
CuttingSpeed on The Surface
Friction Force
In order to study the influence ofcuttingspeed on the
surface friction coefficient of UEVM
microfabricated AL6061 micro-fabric, we used them
at the feed rate of 0.03mm/r, 0.06mm/r, 0.09mm/r,
and 0.12mm/r. When 500r/min, 700r/min, and
900r/min cutting speeds are used to machine 3
segments with a length of 50mm, a 12-segment
cutting experiment pattern can be obtained. And the
use of self-made rotating friction wear test
equipment to measure its hydrodynamic friction
lubrication friction. After data processing, the
friction coefficient changes of different cutting
speeds of Fig.5.1. Fig 5.2. Fig.5.3 and Fig.5.4 are
obtained.
It can be seen from Figure 5.1 that the friction
coefficient increases with the increase of the spindle
speed, and the rate of change of the friction
coefficient under differentcutting speed cutting
conditions is very small. This may be due to the fact
that the micro-differential micro-texture has little
effect on the liquid flow rate, and the rate of change
will be basically the same. With the increase of the
cutting speed, the friction coefficient decreases
significantly, that is, high-speed cutting helps to
improve the friction coefficient of the workpiece
surface.
Fig.5.1: Effectof CS on Micro-texture Friction Coefficient
at feed rate 0.03mm/r.
Fig.5.2:Effect of CS on Micro-texture Friction Coefficient
at feed rate 0.06mm/r.
Fig.5.3:Effect of CS on Micro-texture Friction Coefficient
at feed rate 0.09mm/r.
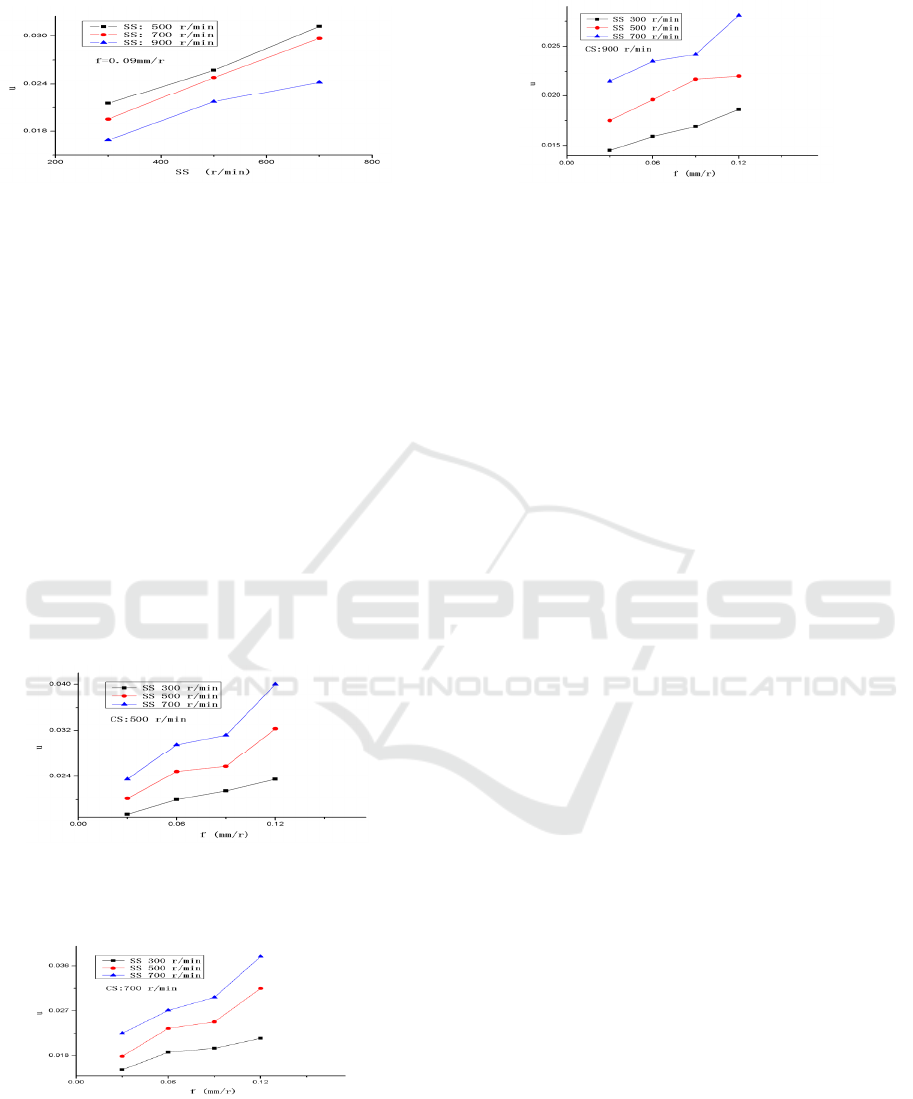
Fig. 5.4:Effect of CS on Micro-texture Friction
Coefficient at feed rate 0.12mm/r.
3.3 Effect of Feed Rate on The Friction
Coefficient of Micro-texture on
UEVM Surface
In order to study the influence of the feed rate on the
friction coefficient of the surface micro-texture, the
cutting speed was 500 r/min at feed rates of 0.03
mm/r, 0.06 mm/r, 0.09 mm/r, and 0.12 mm/r,
respectively, 700r/min, 900r/min and other
conditions using UEVM to process three different
cutting speeds and cutting length of 50mm, you can
obtain a 12-segment cutting experiment. And use the
self-made friction and wear test device to measure
its hydrodynamic lubrication friction. After
processing the data, figures 6.1, 6.2, and 6.3 are
available.
Fig.6.1:Effect of feed rate on the friction coefficient of
micro-weave at CS of 500r/min.
Fig.6.2:Effect of feed rate on the friction coefficient of
micro-weave at CS of 700r/min.
Fig.6.3:Effect of feed rate on the frictioncoefficient of
micro-weave at CS of 900r/min.
From Fig.6.1,it turns out that as the feed rate
increases, the friction coefficient on the surface of
the AL6061 increases. And at different
spindlespeeds, the friction coefficient also showed
an upward trend, because with the increase offeed
rate, under the action of UEVM, its effective cutting
part decreased significantly, that is, the surface
friction coefficient increased.
It can be seen in the comparison of Figures 6.2
and 6.3 that the friction coefficient increases with
the increase of the feed rate under different cutting
speed cutting action, and the friction coefficient also
increases gradually during the increase of the spindle
speed.
4 CONCLUSIONS
In this paper, the experimental study of AL6061
Normal Turning (NT), Ultrasonic Vibration Assisted
Turning (UVAT), feed rate, and cutting speed on the
surface micro-texture friction coefficient was carried
out. After summarizing and analyzing, we obtained:
1. Under the precondition of cutting speed of
300r/min and feed rate of 0.05mm/s, the surface
friction coefficient of AL6061 micro-textured on the
surface of UEVM is greatly reduced and can be
reduced by up to 34.4%.
2. The surface friction coefficient of AL6061
micro-textured by UEVM increases with the feed
rate.
3. The surface friction coefficient of AL6061
micro-textured by UEVM shows a decreasing trend
with the increase of cutting speed.
4. When the coefficient of friction is measured
under oil-rich lubrication, the friction coefficient
increases as the spindle feed increases.
5. Under high-speed lubrication, the surface
friction coefficient of AL6061 microtextured on the
surface of UEVM is better than that of the
untextured surface.

REFERENCES
1. Sung I H, Lee H S, Kim D E. Effect of surface
topography on the frictional behavior at the micro /
nano - scale [J]. Wear, 2003, 254: 1 019 - 1 031.
2. Long Shishan. Experimental study on dry-cutting
aluminum alloy with micro-textured carbide tool [D].
Xiangtan University, 2014
3. Li Weiguang, Zhang Zhankuan. Effect of Surface
Micro-textured Cemented Carbide on the Tribological
Characteristics of Birch[J]. Journal of Forestry
Engineers, 2018, 3(01):103-108.
4. Hua Xijun, Xie Xuan, Zhang Peixi, Sun Jianguo,
Wang Hao, Fu Yonghong. Tribological properties of
micro-textured self-lubricating surfaces in oil
media[J]. China Surface Engineering, 2017,
30(02):35- 40.
5. Dornfeld D, Min S, Takeuchi Y. Recent advances in
mechanical micromachining[J]. CIRP Annals-
Manufacturing Technology, 2006, 55(2): 745-768.
6. Wang X L, Kato K, Adachi K, et al. Loads carrying
capacitymap for the surface texture design of Si C
thrust bearing sliding inwater [J]. Tribology
International, 2003, 36: 189 - 197.
