
Research on Ultrasonic Vibration
R
olling of Aluminum Alloy
Xiangfu Zhong
1
, Dong Lu
1,2*
, Mingming Yang
3
and Jiang Zeng
1
1
. College of Aeronautical Manufacturing Engineering, Nanchang Hangkong University, Nanchang, 330063, Jiangxi,
China;
2.
Department of Mechanical and Energy Engineering, Southern University of Science and Technology, Shenzhen, 518055,
Guangzhou, China
3.
COMAC Shanghai Aircraft Design and Research Institute, Shanghai, China
Keywords: Aluminum alloy; Ultrasonic vibration rolling; Surface roughness; Surface microhardness
Abstract: Ultrasonic vibration rolling is the process of collision, extrusion and friction between the rolling head and
the workpiece surface, which causes the plastic deformation and plastic flow of the workpiece surface
material, which makes the convex peak of the material surface be filled with flattened valleys. Therefore,
the surface quality of the workpiece can be improved by a new processing method that is relatively
conventional. In order to study the effects of different cutting methods on the surface quality and surface
microhardness of aluminum alloys, ultrasonic vibration assisted rolling aluminum alloy technology was
introduced in this paper, and three groups of control experiments were designed, namely: aluminum alloy
ordinary cutting experiments, aluminum alloys ordinary rolling test and aluminum alloy ultrasonic vibration
assisted rolling test. The influence of cutting three factors on the surface roughness Ra and surface
microhardness of aluminum alloy was studied. The experimental results show that the surface quality and
surface microhardness of ordinary rolled aluminum alloy are better than that of ordinary cutting. Ultrasonic
vibration assisted rolling significantly improves the surface quality and microhardness of aluminum alloy
compared with ordinary cutting. Three cutting factors affecting the surface roughness of ultrasonic vibration
assisted rolling Aluminium alloys. Importance: The amount of cutting depth is greater than the cutting
speed, which is greater than the feed rate; the effect of three cutting factors on the microhardness of the
aluminum alloy surface. The amount of cutting depth greater than the feed speed is greater than the cutting
speed.
1 INTRODUCTION
Today, the national defense, aeronautics, and
astronautics industries have developed rapidly, and
the materials that have been applied to military
defense and aerospace have also been further
developed. A large number of conventional
materials such as aluminum alloys are gradually
being replaced by aerospace materials (such as
titanium alloys) and new composite materials with
superior overall performance. However, aluminum
alloys are the most widely used type of nonferrous
metal structural materials in the industry, and it is
still necessary to further study them, especially the
processing properties of aluminum alloys. As
customers place higher demands on the quality of
parts and components, the quality control of
aluminum alloy products becomes very important.
Rolling is a surface hardening process. After
rolling, the physical state of the workpiece changes,
but the chemical composition of the surface material
does not change. Rolling processing took place
decades ago. In 1929, Germany had already had the
idea of rolling processing[1]. Since then, U.S.
researchers have applied roll-rolling ingenuity to the
manufacture of railways. The exploration of this
technology is in the wake of the Soviet Union
following the Americans. Roller strengthening
technology is also used in railways[2]. Until the
1950s, China invented the screw rolling technology,
so that rolling technology has been widely explored
in China[3]. Due to the wide application prospect of
rolling technology, a large amount of manpower and
material resources have been invested, making the
rolling hardening technology develop rapidly. In the
rolling process research, foreign researcher Ryhzov.
E. V. found through experiments that the surface
roughness of steel workpieces can be reduced from
Rz3.2-6.4pm to RzO.4-0.2pm through the vibration
rolling process. Roughness is hardly affected by
wear scars[3]. Former Soviet Union Markovikov and
India's Pande et al. first introduced ultrasonic
vibration assisted processing technology into surface
hardening techniques such as surface rolling [4]. The
University of Nottingham, UK, performed ultrasonic
cold deep-rolling on TC4 titanium alloy workpieces.
The results showed that the surface roughness was
greatly reduced, the surface hardness increased by
25.8%, and the surface formed a residual
compressive stress of 800-1200 MPa[5]. Nowadays,
traditional rolling processing technology cannot
fully meet the development of today's science and
technology, and it needs to be combined with other
processing technologies on this basis. In recent
years, ultrasonic rolling technology has been widely
used in aerospace and other fields.
Ultrasound-assisted rolling has the following
advantages over traditional rolling processing:
(1) Little friction and little elastic pressure;
(2) The surface finish will be better if the
conditions of accuracy can be;
(3) The surface hardness is greatly increased,
thereby improving the surface wear resistance;
(4) Corrosion resistance and fatigue strength are
improved;
(5) The ultrasonic-assisted rolling trajectory is
easy to control, so that it can reduce the vibration
during processing.
In order to study how to reduce the surface
roughness value and improve the surface quality in
the process of aluminum alloy machining, the
ordinary cutting experiment, the ordinary rolling
experiment and the ultrasonic vibration assisted
rolling experiment were designed respectively, and
the excellence of the three processing methods was
compared. The effect of three factors of cutting on
the surface quality and surface microhardness of
aluminum alloy during the process of ultrasonic
vibration assisted rolling aluminum alloy bar
material was studied.
2 ULTRASONIC VIBRATION
ROLLING PRINCIPLE
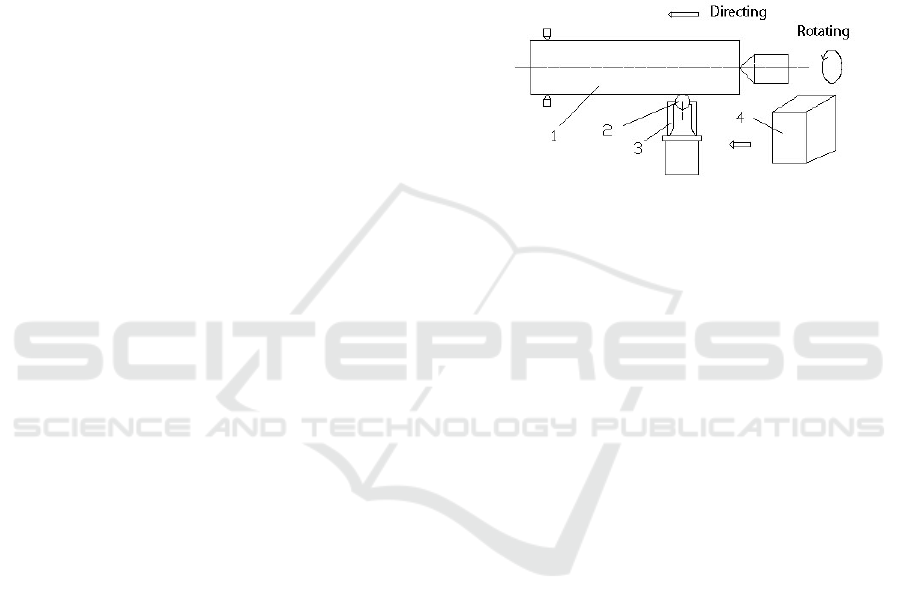
Ultrasonic vibration rolling processing device
(1) Ultrasonic generator: It converts industrial
alternating current into ultrasonic frequency voltage
signal [6].
(2) Transducer: Converts high-frequency voltage
signals into high-frequency mechanical vibrations.
(3) Rolling heads: cylindrical rollers and
spherical balls are used.
(4) Horn: Amplify the amplitude of the
transducer. Classification: Ladder, Cone,
Cylindrical, Index, and Catenary.
Working principle: The ultrasonic generator
outputs ultrasonic frequency energy, the transducer
converts the ultrasonic frequency electric energy
into high-frequency mechanical vibration, and the
horn enlarges and transmits the amplitude to the
rolling head, so that the parts are subjected to
ultrasonic rolling processing.
1- Aluminium alloy bar stock 2- Rolling head 3- Horn 4-
Ultrasonic generator.
Fig. 1 Ultrasonic Vibration Rolling Device.
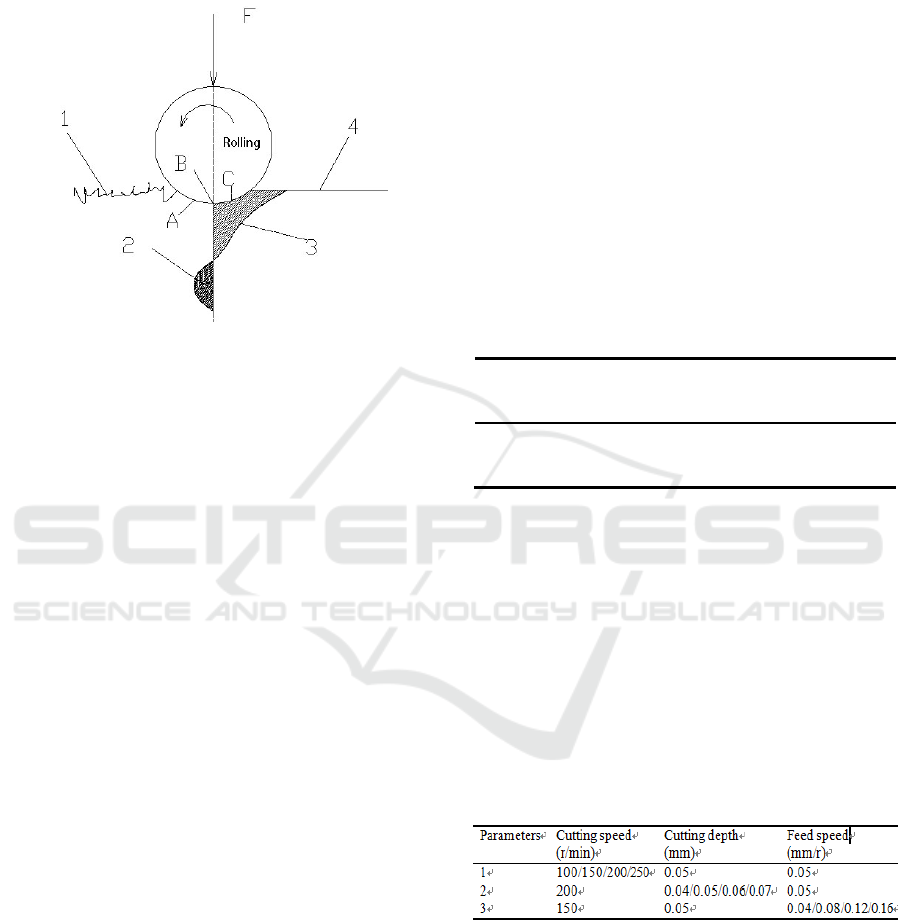
In many materials, most of the surfaces that have
been processed are uneven, and there are many
irregular peaks and troughs of different heights and
widths. The essence of rolling is to use a rolling tool
made of hard material of a certain shape, and then
apply a certain pressure on the surface to be
machined (ultrasonic rolling is provided by the
transducer to provide high-frequency mechanical
vibration), and then it is driven by the machine tool
freely rolling, changing the material distribution of
the workpiece surface, as shown in Fig.2, in the
grinding zone A area, the roller and the cutting
surface contact and gradually compacted, in the
plastic deformation zone B area, the pressure is
greater than the yield point of the material, local
plastic deformation, after the maximum load under
the roller, elastic recovery in the smooth area of the
C area, the roller and the surface slowly separated.
Rolling machining is such an action that is carried
out repeatedly and the workpiece surface is
processed into a smooth surface. The distribution of
the stress tensor causes the bottom of the trough to
rise, the crest of the unevenness to fall, the crests
and troughs to be ironed and filled, and the surface
tends to be smooth. Analysis of notch impact test
results shows that the rolling allowance increases
gradually and the toughness increases, and it
gradually decreases after reaching the maximum
value. This is the most important feature of
ultrasonic rolling process, through the toughness of
the area, eliminating the roughness of the surface
[7].
1 - Surface to be rolled 2 - Residual tensile stress 3 -
Residual compressive stress 4 - Rolled surface.
Fig.2 Rolling principle.
3 EXPERIMENTAL SETUP AND
METHODS
(1) Experimental equipment
One CKA6150 lathe, one W1974 signal
generator and one HSA4052 power amplifier,
ultrasonic vibratory rolling vibrator (lateral
amplitude: 2.1um; longitudinal amplitude: 11um),
rolling tool heads, fixtures, etc.
(2) Measuring equipment
MarM300C Surface Roughness Tester,
DureScan50 Vickers Microhardness Tester
(3) Workpieces
Specifications are Φ30×200mm# 6063 aluminum
alloy rods.
(4) Pre-cutting experiment
Tool: Mitsubishi Carbide Insert (Model
TPGX080204)
Select a set of machine cutting parameters (
cutting speed : 150r/min, cutting depth: 0.05mm,
feed speed: 0.04mm/r)to pre-process the aluminum
alloy bar, and measure the surface roughness and
surface micro-hardness several times to average. The
pre-roughness Ra is 1.173 and the micro-hardness
Hv is 68.9.
3.1 Comparative Experiment
This In order to study the effects of different
processing methods on the surface quality and
surface microhardness of aluminum alloys, three
groups of control experiments were designed:
aluminum alloy ordinary cutting experiments,
aluminum alloy ordinary rolling experiments and
ultrasonic vibration assisted rolling aluminum alloys
experiment. In order to save materials, the aluminum
alloy bar processed in the experiment was subjected
to a section test, that is, multiple groups (4 groups)
of tests were performed on the same bar, and the
length of each section was 30 mm. When measuring
surface roughness and surface microhardness, three
sets of data need to be measured and averaged, i.e.,
one set of data is measured every 120°.
Table 1: Difference test methods on aluminum alloys.
Parameters Cutting
speed
(r/min)
Cutting
depth
(mm)
Feed speed
(mm/r)
1
2
3
150
0.05
0.04/0.08/0.12/0.16
In the table1:
1- Ordinary cutting experiment
2- Ordinary rolling test
3- Ultrasonic Vibration Aided Rolling Test.
3.2 Single Factor Experiment
Effect of cutting speed/cutting depth/feed speed on
surface roughness Ra and surface microhardness of
aluminum alloy with Ultrasonic Vibration Aided
Rolling.
Table 2: Ultrasonic Vibration Aided Rolling Test.
4 EXPERIMENTAL RESULTS
AND ANALYSI
In order to compare the superiority of different
cutting methods, the surface roughness Ra and
surface microhardness measured for three different
processing methods are shown in Table 1-2. As can
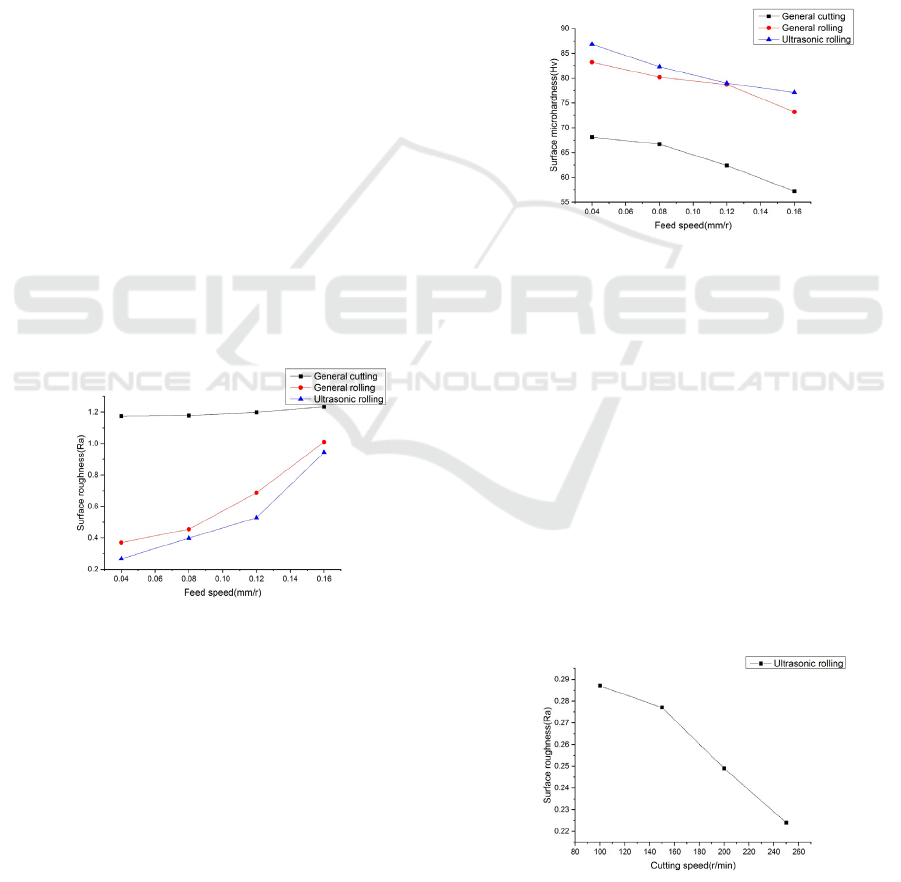
be seen from Fig.3, as the feed rate increases, the
surface roughness Ra of the aluminum alloy
gradually increases under the three different
processing methods, and the surface quality
deteriorates. As the feed rate increases, the surface
roughness Ra of the ordinary rolling test (general
rolling) and the ultrasonic vibration assisted rolling
test (ultrasonic rolling) has a significant increase
compared to the ordinary cutting (general cutting).
Therefore, it can be seen that The rolling method is
not suitable for improving the surface quality of
aluminum alloys at large feed rates. Comparing the
three curves in Fig.3, the surface quality of ordinary
rolling aluminum alloy is better than that of ordinary
cutting. Ultrasonic vibration-assisted rolling greatly
improves the surface quality of aluminum alloy at a
lower feed rate than 0.04mm/r. When the aluminum
alloy surface roughness Ra value decreased by about
77.277%, at a larger feed rate of 0.16mm/r still
reduced by 23.439%, and after ordinary rolling, the
surface roughness of aluminum alloy Ra value is
low, that is, the surface Under the condition of better
quality, ultrasonic vibration assisted rolling still
further reduces the surface roughness Ra of
aluminum alloy and improves the surface quality of
aluminum alloy. When the feed rate is 0.04mm/r, the
surface roughness Ra of aluminum alloy decreases
by about 28.032. %, at the feed rate of 0.16mm/r still
reduced 6.553%, which reflects the superiority of
using ultrasonic vibration rolling aluminum alloy.
Fig. 3 Effect of feed rate on surface roughness Ra under
different processing methods.
As shown in Fig.4, as the feed rate increases, the
surface microhardness of the aluminum alloy
gradually decreases with three different processing
methods, and the fatigue resistance of the aluminum
alloy surface deteriorates. Comparing the three
curves in Fig.4, the microhardness value of the
ordinary rolling aluminum alloy surface is small, the
surface microhardness value of the ultrasonic
vibration assisted rolling and ordinary rolling is
much higher than that of the ordinary cutting, so the
ultrasonic vibration assists the rolling and Compared
with ordinary cutting, ordinary rolling greatly
improves the microhardness value of the aluminum
alloy surface. After rolling, the fatigue strength of
the aluminum alloy surface is greatly enhanced.
Under different feed speeds, the micro-hardness of
ultrasonic assisted rolling aluminum alloy surface is
increased by about 27.831% than that of ordinary
cutting. The average microhardness of aluminum
alloy surface is about 23.939% higher than that of
ordinary cutting, and the ultrasonic vibration is
assisted. Rolling aluminum alloy surface
microhardness value increased by about 3.139%
compared to ordinary rolling.
Fig. 4 Effect of feed rate on surface microhardness under
different processing methods.
Under the single factor experiment method, the
influence of ultrasonic vibration assisted rolling on
the surface quality and surface microhardness of
aluminum alloy under different cutting parameters
was studied. As shown in Fig. 5, the surface
roughness Ra value of aluminum alloy at the cutting
speed less than 260r/min. As the cutting speed
increases, the surface quality improves. The high
cutting speed makes the contact time of the rolling
head ball with the aluminum surface of the same
place in the unit time become shorter, the scratch
marks change from the line to the point, and the
rolling is more even and stable, thereby reducing the
surface roughness Ra value.
Fig. 5 Effect of cutting speed on surface roughness Ra of
aluminum alloy assisted rolling with ultrasonic vibration.
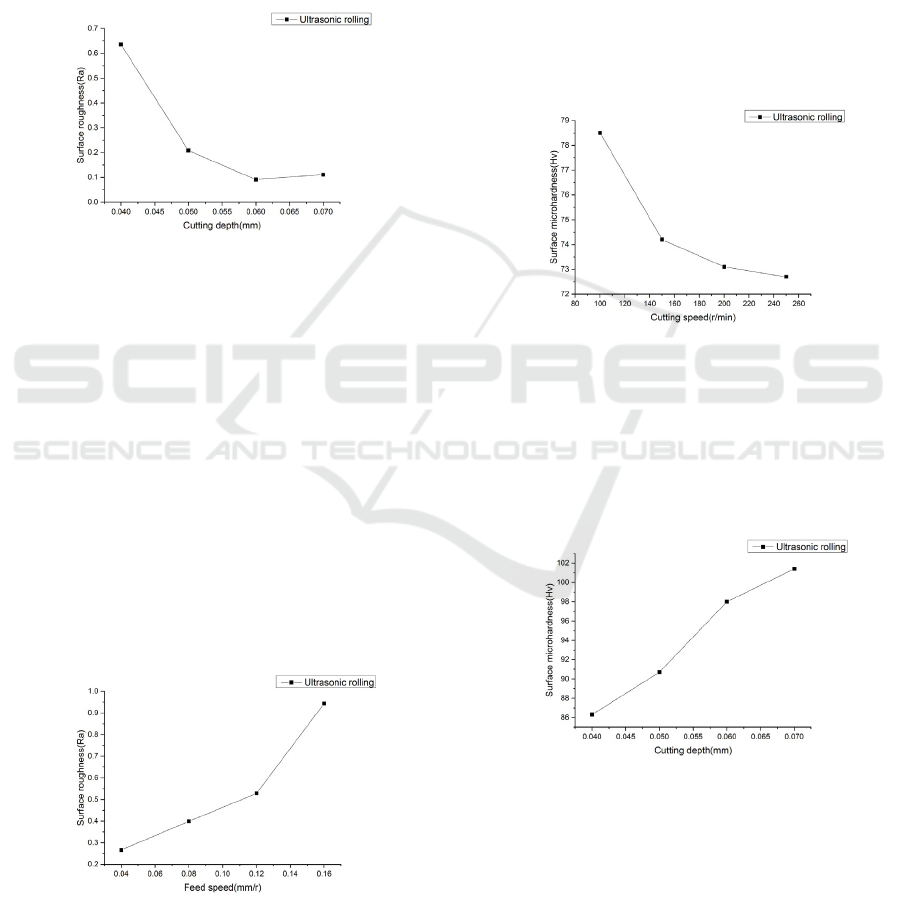
It can be seen from Fig. 6 that when the back
knife amount is less than 0.06 mm, the surface
roughness Ra of the aluminum alloy decreases with
the increase of the back knife amount, and the
surface quality is improved. If you continue to
increase the amount of back-side knives, the surface
roughness Ra of aluminum alloys gradually
increases. Therefore, to improve the surface quality
of aluminum alloys, it is necessary to select an
appropriate backing blade.
Fig.6 Effect of the back knife on the surface roughness Ra
of ultrasonic vibration assisted rolling aluminum alloy.
As shown in Fig.7, when the feed speed is less
than 0.12mm/r, the Ra value of the surface
roughness of the aluminum alloy gradually increases
as the feed speed increases, and the surface quality
deteriorates. When the feed rate is greater than
0.12mm/r, the surface roughness Ra of the
aluminum alloy increases sharply. Therefore, to
improve the surface quality of the aluminum alloy, it
is necessary to reduce the feed rate. However, in
order to obtain better processing efficiency, Ra may
be increased appropriately. Feed rate, but due to the
feed rate on the surface roughness Ra value of
aluminum alloy is not stable, so in the ultrasonic
vibration rolling aluminum alloy should be careful to
choose the appropriate feed rate.
Fig.7 Effect of feed rate on surface roughness Ra of
ultrasonic vibration assisted rolling aluminum alloy.
Under the single factor experiment method, the
effect of ultrasonic vibration assisted rolling under
different cutting parameters on the surface
microhardness of the aluminum alloy was studied.
As shown in Fig. 8, the microhardness value of the
aluminum alloy surface with cutting speed was less
than 260r/min. Increasing and decreasing, the
surface fatigue strength becomes worse. When the
cutting speed is less than 150r/min, the
microhardness value of aluminum alloy surface is
very high. When the cutting speed is greater than
150r/min, the microhardness value of aluminum
alloy surface drops rapidly, and it can be seen that it
can obtain better at low cutting speed. Aluminum
alloy surface microhardness.
Fig. 8 Effect of cutting speed on microhardness of
ultrasonically assisted aluminum alloy rolling.
As can be seen from Fig.9 when the back knife
amount is less than 0.07 mm, the microhardness
value of the aluminum alloy surface increases with
the increase of the back knife amount, and the
surface anti-fatigue strength is improved.
Fig.9 Effect of the back knife on the microhardness of the
surface of aluminum alloy assisted by ultrasonic vibration.
As shown in Fig.10, when the feed speed is less
than 0.16mm/r, the microhardness value of the
aluminum alloy surface gradually decreases as the
feed rate increases, and the surface fatigue strength
deteriorates. Therefore, to improve the surface
quality of aluminum alloys and improve the fatigue
strength of the aluminum alloy surface, ultrasonic
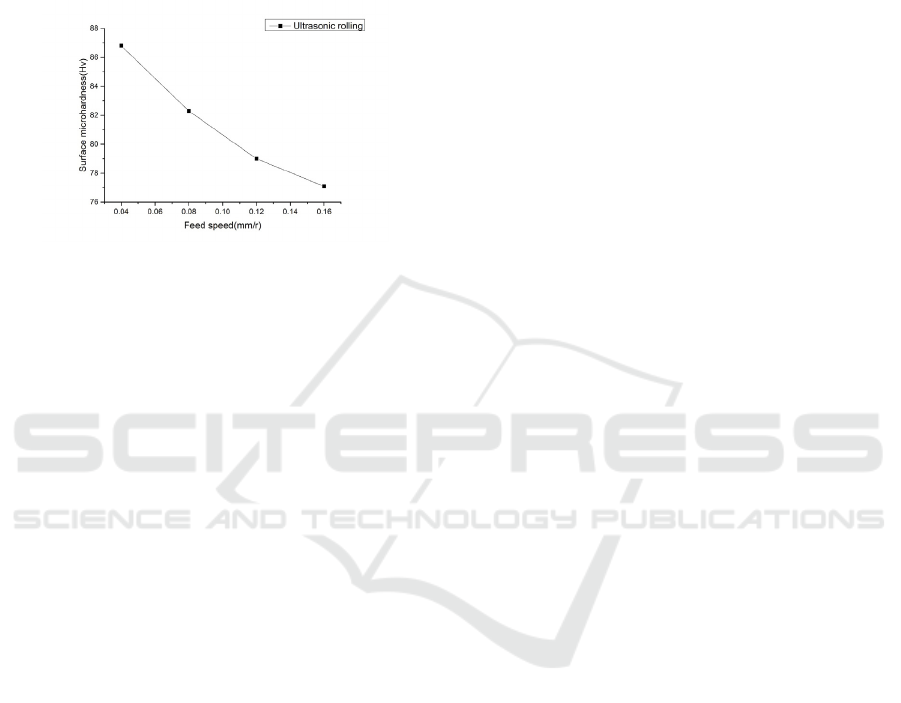
rolling is required at a small feed rate. However, in
order to obtain better processing efficiency, the feed
rate can be appropriately increased, but due to the
The speed is inversely proportional to the
microhardness value of the aluminum alloy surface,
so it is necessary to carefully select the appropriate
feed rate when ultrasonic vibration is used to roll the
aluminum alloy.
Fig.10 Effect of feed rate on microhardness of
ultrasonically assisted rolling aluminum alloy surface.
5 CONCLUSIONS
Using three different processing methods to study
the surface roughness and surface microhardness of
aluminum alloys, the following conclusions were
obtained:
(1) The surface quality and surface
microhardness of ordinary rolled aluminum alloys
are better than those of ordinary cutting. Ultrasonic
vibration assisted rolling significantly improves the
surface quality and microhardness of aluminum
alloys compared to ordinary cutting.
(2) Rolling aluminum alloys is not suitable for
improving the surface quality of aluminum alloys at
higher feed rates.
(3) Ultrasonic vibration-assisted rolling improves
the surface quality and surface microhardness of the
aluminum alloy further than ordinary rolling.
(4) Three cutting factors affecting the surface
roughness of ultrasonic vibration assisted rolling
Aluminium alloys. Importance: The amount of
cutting depth is greater than the cutting speed, which
is greater than the feed rate; the effect of three
cutting factors on the microhardness of the
aluminum alloy surface. The amount of cutting
depth greater than the feed speed is greater than the
cutting speed.
REFERENCES
1. Wang Baoyun, Li Zhengxian, Ma Dongkang.
Titanium and titanium alloy surface strengthening
technology [J]. Rare Metals Express, 2005, (07):6-10.
2. BOZDANA A T, GINDY N Z. Deep cold rolling with
ultrasonic vibrations-a new mechanical surface
enhancement technique [J]. Int. J. Machine Tools &
Manufacture, 2005, 45: 713-718.
3. Liu Yu, Wang Lijun, Wang Dongpo, et al. Nano-
mechanical properties of ultrasonic surface rolling
plus 40Cr surface[J].Journal of Tianjin
University,2012,45(7):656-660.
4. Zhu Youli, Wang Yanli, Bian Feilong, Hou Shuai, Xie
Junfeng. Research progress and application of
ultrasonic surface strengthening technology for
metallic materials [J]. Journal of Mechanical
Engineering, 2014, (20):35-45.
5. ZHU Y L,WANG K,LI Li,et al. Evaluation of an
ultrasound-aided deep rolling Process for anti-fatigue
applications[J].Journal of Materials Engineering and
Performance,2009,18(8):1036-1040.
6. Wang Yi, Bao Shaoxuan, Liu Guobi. Research on
Ultrasonic Vibration Extrusion Process (V) [J].
Electromachining, 1996(2):27-29.
7. Zhou Hang, Zhou Xudong, Zhou Wan. Current status
and prospects of rolling reinforcement technology for
metal parts [J]. Tool Technology, 2009, (12): 18-22.
