
The Research Status and Development Prospect of the Cross Air
Blow
Mingyuan Du
1
,Fengdong Pi
1
, He Liao
1
,Jinhong Li
1
and Xuehui Gan*
1
1
Textile Equipment Engineering Research Center of the Ministry of Education, Donghua University, No. 2999North
R
enmin
Road, Shanghai, China
Keywords: Cross air blow, research status, development prospect, technical route, flexibility.
Abstract: This paper briefly describes the development situation and present status of the cross air blow for the key
components of the spinning equipment at home and abroad. The structural characteristics of the circular
blow device are analyzed, and the development prospect of the cross air blow is discussed and
predicted. Combined with the current situation of development and application of flexible technology in
China’s chemical fiber industry, this paper discusses the application of flexible technology in the cross air
blow and points out the research methods and technological routes of the new flexible cross air blow.
1 PREFACE
Chemical fiber manufacturing is an important part of
basic materials and textile industry in China
whichhas strong international competitiveness. The
world's manufacturing center for chemical fiber
machinery is shifting to China1.
With the continuous growth of China's economy
and the increasing consumption capacity of domestic
residents, the demand of polyester fiber in China is
also increasing. From the polyester fiber production
distribution point of view, the proportion of filament
production increased year by year. China's polyester
fiber production totaled 3917.97million tons in 2015
while filament production was 29.5807 million tons.
Filament production increased by 12.26% and
accounted for more than 75% of the polyester fiber
production
2
.When melt spinning is used, the melt is
ejected from the spinneret’s capillaries, cooled by
blowing, stretched, and finally solidified into
filaments. Cooling has an important role in melt
spinning forming process. Heat exchange between
polymer melt and air flow directly affects the
velocity distribution,stress distribution and
temperature distribution during spinning process so
that the linear density uniformity,structural
uniformity,stability of surface morphological, the
length of solidifying region of fiber are
affected.With the increase of the high quality
product rate requirements in chemical fiber industry,
lateral blow air quenching device has been unable to
meet the requirements of filament production. The
circular blowair quenching device can effectively
solve the problem of wind energy loss due to the
large area of the lateral blow air quenching device.
In addition, the cross air blow device can also make
each wire wind uniformly, with potential economic
benefits and broad application prospects. At present,
China's polyester fiber single-line production
capacity is getting higher and higher, but product
homogeneity is serious and the differentiated rate of
chemical fiber products is insufficient. Problems like
overproduction of general-purpose products, poor
quality stability, and large fluctuations in
performance make it difficult to meet the increasing
demand for consistent product quality. Therefore,
achieving flexible processing in high-capacity and
continuous equipment and developing small
quantities and more varieties of products are urgent
technologies.
2 RESEARCH STATUS OF CROSS
AIR BLOW DEVICE
2.1 Research Status in China
Since the 1980s, China began to research and
develop cross air blow device. At that time the
research project was to improve the imported
equipment of polyester staple fiber and develop
domestic equipment based on the digestion and

absorption of foreign cross air blow device3.With
the adaptation to international textile technology
development, domestic manufacturers also begin to
research and develop cross air blow device used in
filament production in recent years.
China Shanghai Pacific Textile Complete
Equipment Co.,Ltd.4has developed polyester staple
fiber complete sets of equipment with low damping
outer cross air blow device which is equipped with a
blowing air volume automatic control system.In
order to adapt to the complexity of the raw materials
in the renewable polyester staple fiber complete
equipment, semi-open type outer cross air blow and
single-distribution air volume control device are
configured, which effectively meets the
requirements for the control of the air flow rate and
air temperature of the spinning process.Polyester
staple fiber spinning machine manufactured by
Hunan Shaoyang Textile Machinery Co., Ltd. is
equippedwith low damping inner cross air blow
device. It solves the problems of high investment
and high running cost caused by high wind pressure
of some main air ducts of high-damping imported
cross air blow device.Beijing Chonglee Machinery
Engineering Co., Ltd. has developed a new type of
outer cross air blow device for ultrafine fibers. The
air rectifier tube has the advantages of uniform air
blowing, easy cleaning and replacement. The line
sealing technology is used between blow head box
and spinning boxwhich ensures tight and reliable
sealing. The height of the no-wind zone can be
adjusted according to the requirements of the
production process. At the same time there is
cylinder lift which is supplemented by column-type
linear bearing guide rail. The device has the
characteristics of uniform lifting and stability, and
the positioning pin on the cross air blow device can
make the positioning of the ring blowing head more
precise.
At present, the most widely used technology is
the outer cross air blow technology. However,no
matter inner cooling or outer cooling, the volume
flow of the cross air blow increases geometrically as
the diameter of the spinneret and the cooling air
passing radius increase. The effect on the cooling
uniformity of the inner and outer fiber is also
magnified.Due to the high quality and technical
difficulty of producing differentiated fiber filaments,
such as fine and ultra-fine fibers, the requirements
for uniformity of filament cooling are higher.In
particular, it is required that the circumferential wind
speed be uniform, andthe range of wind speed is
extremely small, and the wind speed is stable and
smooth. The axial wind speed change curve is gentle
while the unevenness of wind speed is less than 4%.
However, the uniformity and stability of the wind
speed of the cross air flow device and the sealing of
the equipment still need to be further improved to
meet the quality requirements of the products.
2.2International Research Status
Internationally, the cross air blow devices for short-
fiber production have been developed and applied as
early as the 1970s. Such as Germany's Gemma,
Neumag, Inventa, and the Du Pont Co. have a lot of
research on the cross air blow device and formed
their own proprietary technologies. With the
growing demand for filament in the textile market,
cross air blow technology is increasingly used in
filament yarn production. In order to solve the high
quality requirements of filament cooling, foreign
manufacturers of cross air blow device are also
ongoing researching and improving. Three typical
technical schools of filament cooling were formed
gradually, namely TMT in Japan, Barmag in
Germany, and Samsung in Korea3.
TMT Machinery Co., Ltd. has developed a CIQ
outer cross air blow device for spinning fine denier
fiber. It can ensure the uniformity of the wind
received by each bundle, but the wind resistance of
the wind direction rectification cylinder is large so
that the energy consumption is relatively large.In
addition, it has excellent processability for porous
ultrafine fibers such as 0.3D monofilaments since
the reduction between rectifier holes. Spinning more
than 288 holes can be performed on spinnerets with
an outer diameter of 85mm.As shown in Fig. 1, the
EcoQuench outer cross air blow device developed
by OerlikonBarmag4not only reduces the amount of
air-conditioning air flow needed for the cooling
process of the strands silk by about 40%, but also
effectively saves energy consumption. The quality of
fine denier yarns is significantly improved, and the
CV value of the product can be reduced to 1.0 or
less.Inventa and Neumag have researched and
developed the inner cross air blow equipment, and
Zimmer has developed the outer cross air blow
technology.Most blowing heads were designed with
high damping in 1970swhose damping rectifier
element was made of microporous sintered material
or microporous non-metallic material while the air
pressure of the air duct is between 6000-8000 Pa.
The advantage of the high damping blower is that
the speed of the blowing cool air is stable and the
wind speed difference between the upper and lower
parts of the blower is small. The disadvantage is that
the energy consumption and the energy cost is high.
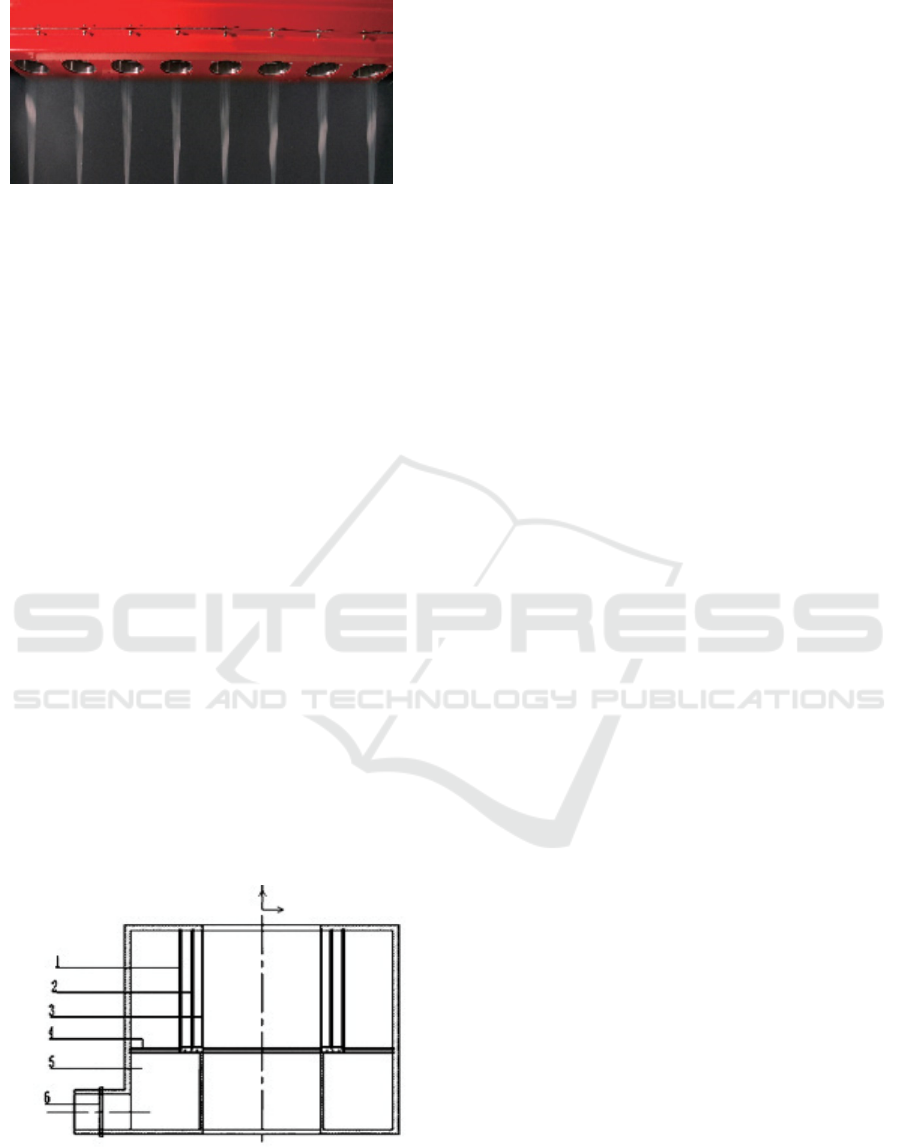
Figure 1: Eco Quench outer cross air blow system.
3 INTRODUCTION TO THE
STRUCTURE OF THE CROSS
AIR BLOW DEVICE
Such as the outercross air blowshown in Fig. 2. The
working principle of the device is as follows: After
the cooling air enters the air duct, rectification is
performed through the perforated plate 6 to enter the
lower air chamber, and then the second rectification
is performed through the perforated plate 4 to enter
the upper air chamber. Next, the cooling air is
rectified and homogenized through the outer porous
plate 1 and the inner porous plate 2. The cooling air
is then evenly blown from the wire mesh 3 to cool
the tow and finally to the surrounding air.The
cooling air finally blow out evenly from the wire
mesh 3 to cool the tow and dissipate to the
surrounding air.
The cooling air of the outer cross air blow is
blown circumferentially uniformly from the outside
of the tow to the arranged tow endlessly. The wind is
very close to the tow to make excellent use of
energy. Since the cooling air does not need to cross
the multi-layer fibers, the rise of the cooling air
temperature is small and the cooling conditions of
the tow are similar.
Figure2:Cross air blow structure diagram.
1-outer porous plate 2-inner porous plate 3-wire mesh
4-horizontal porous plate 5- air chamber6-perforated plate.
4 NEW FLEXIBLE CROSS AIR
BLOW DEVICE
Flexible manufacturing system (FMS) is a group of
CNC machine tools and other automated process
equipment, which is composed of computer
information control system and material automatic
storage system. The so-called flexible fiber spinning
technology
5
refers to adopting or replacing different
functional modules or devices on the same fiber
spinning equipment to produce different varieties
and different functions of differentiated fiber to meet
the production requirements of small batches and
varieties.
4.1Research on Flexible Cross Air Blow
Device
In recent years, due to the continuous growth of
domestic chemical fiber production capacity, the
growth rate of corporate profits has declined.
Against this background, the chemical fiber industry
as a whole is trying hard to adapt itself to the
complicated external environment such as sluggish
demand in the international market, the upgrading of
domestic consumption structure, the fluctuation of
raw material prices, and the high manufacturing
costs. The industry has basically maintained steady
growth by focusing on technological innovation,
smart manufacturing, and green circulation to
improve supply quality. Flexible and multifunctional
differential modification technologies will continue
to be the focus for the development of chemical fiber
companies in the near future. In addition, China's
“13th Five-Year Development Guidance Opinions
for Chemical Fiber Industry”6also listed flexible
technology as a key development area and direction,
and proposed to build an innovative platform for
chemical fiber efficient and flexible manufacturing
technologies to solve the technical bottleneck of
product development .At present, the design
processing and production of China's chemical fiber
equipment are becoming more mature and ever-
growing. The standardization, modularization and
multi-functionalization of spinning equipment are
still the main development directions in the future.
In addition, it is imperative to realize the interchange
of cross air blow and lateral blow, as well as the
development of flexible cross air blow systems that
adapt to small batches and varieties.
The term "flexibility" can be understood from an
engineering perspective as the ability and
characteristics to adapt to change. Specifically: (1)

Adapt to product changes such as product
modification and new product development; (2)
Adapt to changes in production systems such as new
equipment, new production methods, new control
systems, and new production personnel; (3) Adapt to
changes of requirements, such as changes in product
quantity and instability during the production cycle.
The flexibility of the flexible cross air blow device
can be embodied in four aspects, namely product
flexibility, mechanical flexibility, process flexibility,
and control system flexibility.
The main sign of product flexibility is the range
of flexibly adapted products which refers to the
range of differentiated and functionalized fibers that
can be blown and cooled by the flexible cross air
blow device. Mechanical flexibility refers to the
adaptability that machinery exhibits when the
product type changes, such as the requirement to
produce a certain size of fiber. It shows whether the
flexible cross air blow system has the necessary
functional devices, the adjustable range of the
machine output, and the ability to achieve fiber
performance. Process flexibility mainly depends on
the richness and reliability of the process. It is
required to provide the optimum blowing conditions
and the constraint parameters or evaluation functions
for blowing process control on all kinds of fibers
processed. The flexibility of the control system is
controlled by the computer and therefore depends on
the level and ability of the computer system to
operate in real time. The adoption of flexible
systems has greatly increased the degree of influence
of random factors. The computer system must
monitor the actual operating conditions of the
processing system at any time and correct the
process parameters and conditions in a timely
manner so that the production can maintain the best
state. The computer system must monitor the actual
operating state of the processing system at any time,
and correct the process parameters and conditions in
time to keep the production in the best condition. As
shown in Fig. 3, the machine flexibility and process
flexibility complement each other, and the flexibility
of the control system controls the mechanical
flexibility and process flexibility to achieve product
flexibility.
4.2 The Research Line of Flexible
Cross Air Blow Device
4.2.1 Establishing a Database Between
System Functional Structure and
Product Variety
The study of the flexible cross air blow device must
begin with fiber cooling forming theory. Combined
with the knowledge of heat transfer, a design
calculation method for the cross air blow would be
summarized firstly. The calculation of some
parameters provide sufficient theoretical basis for
the design of the device and ensure the rationality of
the windless area and the length of the blowing area,
such as cooling capacity, the volumetric flow of the
wind, the height of the air outlet, the inner and outer
diameters of the cross air blow head, the curve
equation of the pressure stabilizing chamberouter
wall. However, it’s difficult to calculate these
parameters due to the large number of parameters
and less research, the dependent variables between
parameters such as the length of the windless zone
and the blowing zone. On the basis of theoretical
calculation, the thermodynamic and kinetic
mathematical model of the complex system of the
cross air blow system would be established based on
the ansys simulation platform to study the different
wind pressure and wind speed distribution in the
cross air blow duct, as well as the relationship of
pressure difference between inside and outside of the
blowpipe. The rational air flow velocity and
temperature distribution would be studied by
simulating the entire spin cooling process to
establish a database between the functional structure
of the cross air blow system and the flexible
modified varieties to realize the flexibility
interchange between components and varieties.
4.2.2 Product Grouping Technology
The flexible modified varieties are grouped
according to the database between the functional
structure of the cross air blow system and the
flexible modified varieties to study the evolution of
fiber orientation and crystal structure in the process
of blowing. Designing flexibility with type-group
features can greatly reduce the workload of research
and design of flexible cross air blow systems, as
well as with the success or failure of flexible design
and with good technical and economic benefits.
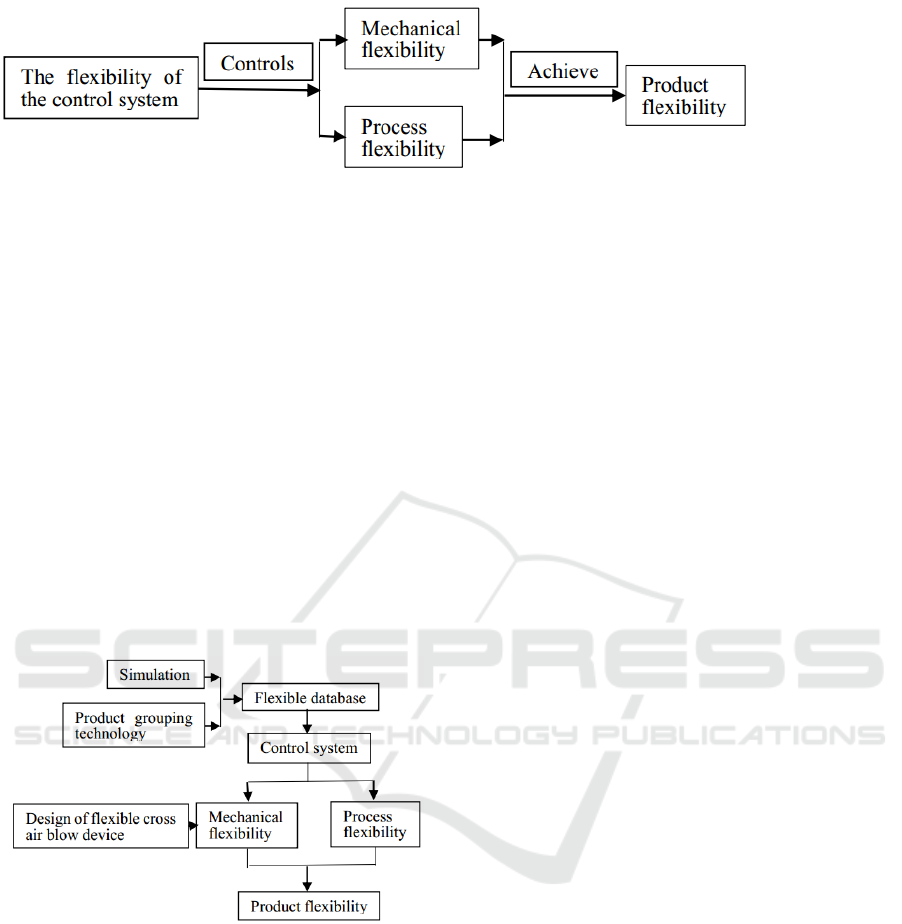
Figure 3: The relation graph among Product Flexibility, Mechanical Flexibility, Process Flexibility, and Flexibility of
Control Systems.
4.2.3 Research and Design of Flexible Cross
Air Blow Device
The cross air blow device that can adjust
temperature and pressure would be designed
according to the distribution of the wind speed and
temperature in the cooling blower. Through the
selection of rectifying material and the design of the
air chamber, the cooling wind speed is ensured to be
stable, and the inner and outer layers of the tow are
cooled evenly. Wind temperature, air pressure, wind
speed, length of windless zone can be adjusted
according to the fiber to achieve modularity and
interchange ability of components and the cross air
blow device to meet the requirements of flexible
cooling in fiber production.
Figure4: The research roadmap of flexible cross air blow
device.
5CONCLUSIONS
Cross air blow device has shown the advantages in
terms of productivity, energy savings, and reduced
operating costson the spinning fine and ultrafine
fiber yarn. With the improvement of domestic
chemical fiber machining precision, domestic
production of cross air blow device has approached
or reached the international advanced level. The
cross air blow technology develops from single blow
heads, high damping and high energy consumption
to multiple blow heads, low damping, low energy
consumption, high efficiency and high blow quality.
However, there is still room for greater improvement
in avoiding overcapacity of general-purpose
products, increasing the differentiation rate of
chemical fiber products, and satisfying the
increasingly higher demands of users on the
consistency of product quality. It’s an urgent need to
break through the technology to achieve flexible
blow cooling and develop the small-batch and multi-
variety productsin the high-capacity continuous
equipment.
ACKNOWLEDGEMENT
Thanks very much for the support of the National
Key Research and Development Program
(2016YFB0302700), the Key Research and
Development Project of Jiangsu Province
(10317480) and the Fundamental Research Funds
for the Central Universities (18D110321) during the
project.
REFERENCES
1. Lai, K., 2008.Prospects of China chemical fiber
machinery industry in 21 century[J]. China Synthetic
Fiber Industry, 31(2):48-51.
2. Li,J.,etal.,2014.Review of melt spinning quenching
equipment[J]. Journal of Shaoyang University(Natural
Science Edition), (3):66-72.
3. Jin, Y.,2011.Development status and application
prospect of cross air blow device[J]. Textile Machinery,
(1):8-11.
4. Lai,K.,Wang,L., Yang, C.,2010.Technology
development of chemical fiber machinery[J]. China
Textile Leader, (8):28-28.
5. Yu,X.,Zhou,J.,Huang, Q.,2017.Development and
application of flexible melt-spinning technologies for
synthetic fibers[J]. China Textile Leader, (4):44-48.
6. Unknown Men, 2017.13th Five-year development
guidance opinions for chemical fiber industry[J].
Shanxi textile apparel, (1):18-25.
