
Effects of Amorphous Modification on Microstructure and
Mechanical Properties of Ultrahigh Carbon Steel Fe-1.89C-
1.50Cr-0.33Si-0.60Mn
J M Li, Q S Liu*, F Wang and X Zhang
School of Materials Science and Engineering, Tianjin University of Technology,
Tianjin 300384,China.
Corresponding author and e-mail: Q S Liu, liuqingsuo2008@126.com
Abstract. The ultra-high carbon steel with a carbon content close to the upper limit (1.89wt.%
C) was modified by the amorphous rare earth (RE) calcium silicate modifier. Microstructure
characterization were carried out with optical microscopy(OM) and scanning electronic
microscopy(SEM) combined with X-ray diffraction(XRD). Upon amorphous modification,
the granular austenite was formed and the formation of eutectic ledeburite is effectively
restrained. Furthermore, when the content of amorphous modifier reached 0.2wt.%, the
precipitation of eutectic ledeburite was completely suppressed. In addition, the mechanical
property testing showed that the tensile strength and impact toughness reached 1340 MPa and
11.5 J/cm
2
, respectively, much higher than that of the unmodified samples, 27.62% and
43.75% higher than that of crystalline modified samples. In particular, the impact toughness
value is comparable to that of crystalline modified samples with secondary treatment.
1. Introduction
The ultra-high carbon steel will produce coarse eutectic ledeburite, dendrite austenite and coarse
mesh carbide in the process of conventional solidification. It makes the material very brittle and can't
be used in engineering [1-8]. In order to eliminate the unfavorable structure in ultra-high carbon steel
and improve its comprehensive mechanical properties, many people have made a series of attempts.
Conventional methods often use thermal mechanical treatment [9-13]. However, these secondary
processing technologies are complicated and high energy consumption.
In recent years, more and more people have adopted modification technology to improve the as
cast microstructure of ultra-high carbon steel [14-21]. The results show that the solidification
structure of the ultra-high carbon steel is obviously improved after the modification of the crystalline
rare earth compound modifier, at the same time, the mechanical properties of materials have been
improved. Cui et al. [22] used Fe-Nb-Zr-N-B amorphous nanocrystalline powders to inoculate high-
speed steel. The results showed that after inoculation, the size of the ledeburite in the as-cast
microstructure was significantly reduced, and fishbone carbide changed from coarse mesh to slender
strip. The mechanical properties of the material have also been greatly improved.
Wang Fang et al. [23] studied the unique effects of amorphous modifier on ultra-high carbon
steels (1.81wt.% C). It has been confirmed that the amorphous modification treatment has a
significant influence on ultra-high carbon steel with a carbon content close to the lower limit, but
whether it can be applied to ultra-high carbon steel with a carbon content close to the upper limit is
500
Li, J., Liu, Q., Wang, F. and Zhang, X.
Effects of Amorphous Modification on Microstructure and Mechanical Properties of Ultrahigh Carbon Steel Fe-1.89C-1.50Cr-0.33Si-0.60Mn.
In Proceedings of the International Workshop on Materials, Chemistry and Engineering (IWMCE 2018), pages 500-506
ISBN: 978-989-758-346-9
Copyright © 2018 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
not yet clear. In fact, when the carbon content is close to the upper limit, the precipitation tendency of
the ledeburite is high, and how to control its precipitation is more worthy of attention. This work is
aimed at researching the effect of amorphous modification on the microstructure and mechanical
properties of ultra-high carbon steel with an upper limit of carbon content.
2. Materials and methods
Amorphous modifier preparation is the commercialization of rare earth (45-70) - (55-30)% calcium
silicate composite modifier was put into a vacuum furnace melting, and the melt is cooled through
the flow channel into a high-speed rotating water tank, rapidly solidifying into amorphous modifier
particles [15,16].
The steels were made in a medium frequency induction furnace using the starting materials
including industrial pure iron, ferrochrome, ferromanganese and other raw materials. When the melt
was heated to 1450°C -1500°C, it was poured into iron molds to obtain plum ingots. The modifier
was pressed into the molten alloys. The additional amount of crystalline modifier is 1.5wt.% of the
melt, and the amorphous modifier is in a range of 0.1-0.4wt.%. The final chemical composition is Fe-
1.89C-1.50Cr-0.33Si-0.60Mn (wt.%).
The microstructure was studied by Rigaku D/Max-2500V X-ray diffractometer (XRD), optical
microscopy (OM) and scanning electron microscopy (SEM) combined with energy-dispersive
spectrometry (EDS). The microhardness test was carried out on HX-1000TM microhardness tester.
Tensile test was performed using WES-150 electronic universal testing machine. The impact
toughness of the non-notched specimens (10×10×55mm) were measured by impact testing machine
with 150 J pendulum.
3. Results and discussion
Observing the XRD patterns of the unmodified sample, crystalline modified sample and amorphous
modified sample, the results are basically the same as the ultra-high carbon steel with a carbon
content of 1.81wt.% [23,24]. Indicating that the content of amorphous modifier will affect the
number of M
3
C and M
7
C
3
.
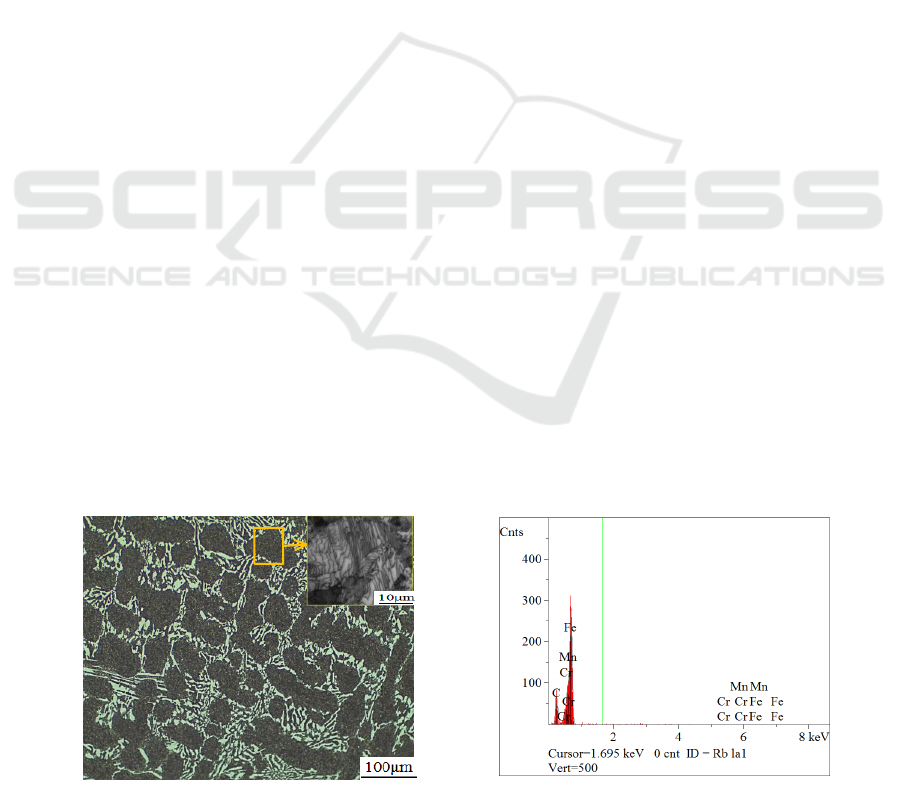
Figure 1 shows the microstructure of unmodified sample. The black skeletal shape matrix and
network combined with black-and-white layers are observed in Figure 1(a). The upper right corner of
Figure 1(a) is an enlarged image corresponding to area A. The microhardness test and microstructure
analysis showed that this small area is pearlite. It can be found that the network structure occupies a
large space in Figure 1(a), and the microhardness value of the network is between 800-1200 HV,
which is higher than the hardness value of the pearlite structure. Figure 1(b) is the energy spectrum of
the network[25]. By analyzing the energy spectrum, it can be seen that the site contains a large
number of Cr elements, which represented the partial clustering of Cr elements[26].
Figure 1.As-cast microstructures of the unmodified UHCS. (a) optical micrograph;(b) EDS of the
network structure in (a).
Element wt.%
C 10.373
Cr 18.999
Fe 70.627
(b)
(
a
A
Effects of Amorphous Modification on Microstructure and Mechanical Properties of Ultrahigh Carbon Steel
Fe-1.89C-1.50Cr-0.33Si-0.60Mn
501
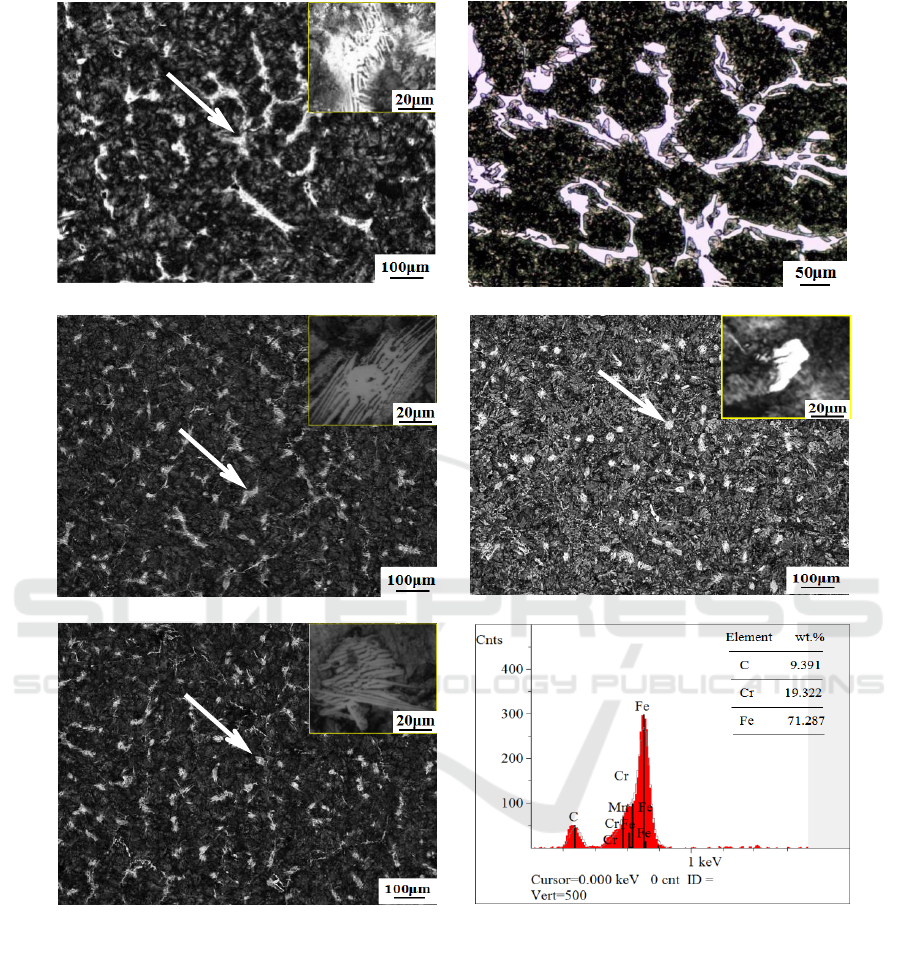
Figure 2.The photomicrographs of different modified samples. (a) Crystalline modified; (b)
Crystalline modified was treated by 5% nitric acid alcohol solution for 15s; (c) 0.1wt.% amorphous
modified; (d) 0.2wt.% amorphous modified; (e) 0.3wt.% amorphous modified; (f) EDS of carbide
particles in (d)
Figure 2 shows the optical microstructure of different modified samples. Observing optical
microstructure of the crystalline modified sample in Figure 2(a),which is mainly composed of the
matrix structure of black pearlite and modified ledeburite with the lamellar structure of black and
white. The skeletal structure does not appear in Figure 2(a), but it can be shown by adjusting the
concentration of corrosion fluid and the time of corrosion in Figure 2(b). After crystalline modifier
modification, the original skeletal matrix is weakened, and eutectic ledeburite appeared to be isolated
(d)
(f)
(a)
(b)
(e)
(c)
(b)
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
502
island, rather than coarse network structure. It is indicated that the precipitation of dendrite austenite
and eutectic ledeburite is greatly inhibited. When the amount of amorphous modifier is 0.1 wt.%, the
optical microstructure of the specimen is shown in Figure 2(c). It can be seen that the black matrix
mainly exists in the form of granular rather than skeletal. There are still modified ledeburites (as
shown in the enlarged upper-right corner of Figure 2(c)), but the amounts are greatly reduced. Figure.
2(d) shows the microstructure of the sample with an amount of 0.2wt.% amorphous modifier. The
black matrix and white precipitate phase are observed. By observing high magnification morphology
in upper-right corner, the white precipitate phase does not have the lamellar structure as Figure 1(b).
The results of EDS analysis show that white particles are (Fe,Cr)
7
C
3
carbides (Figure 2(f)). However,
when the amorphous modifier content is larger (0.3wt.%), the modified ledeburite is reappeared (as
shown in the upper right corner of Figure 2(e)). By comparing the optical microstructure of same
treated samples and combining the results of preceding XRD analyzing, it is proved that there is no
modified ledeburite when the amorphous modifier content is 0.2wt.%.
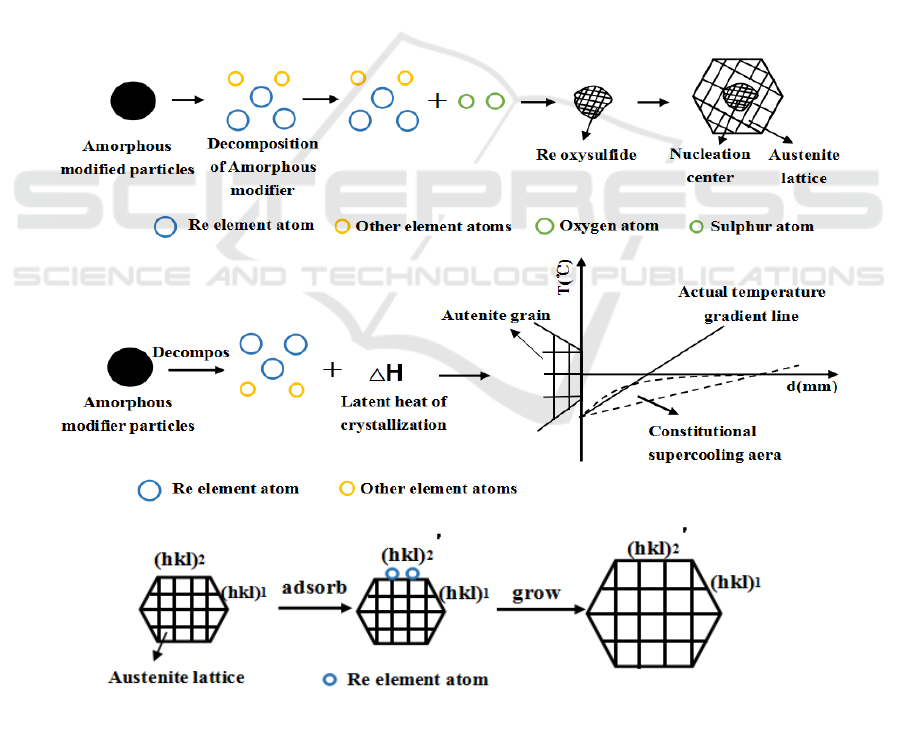
Figure 3 shows the nucleation and growth process of austenite. The crystal modifier in molten
steel as austenite nucleation source, the main function is to improve nucleation rate of austenite.
Because of the little change of constitutional supercooling state in austenite grain front, the dendrite
austenite growth state still exists, but the size of dendrite austenite decreases. After austenite
crystallization, the residual liquid phase of system decreases.
Figure 3.The nucleation and growth process of austenite amorphous modified.
The largest characteristic of amorphous modifier particles different from crystalline modifier is
that it is decomposed in high temperature steel because of its high free energy. On the one hand, the
Effects of Amorphous Modification on Microstructure and Mechanical Properties of Ultrahigh Carbon Steel
Fe-1.89C-1.50Cr-0.33Si-0.60Mn
503

RE element atoms in modifier are combined with O、S element atoms in molten steel to form
compounds, which can be used as the nucleus of austenite nucleation, as shown in Figure 3(a). On
the other hand, the decomposition of amorphous particles releases a large latent heat of
crystallization, causing the temperature gradient field near the austenite interface to change, which
greatly improves the constitutional supercooling state, the growth of dendritic austenite is inhibited
greatly as shown in Figure 3(b). The release of latent heat of crystallization increases the temperature
of austenite front, thereby improving the segregation state of C and the alloy atoms and promoting
the growth of granular austenite. At the same time, the non equilibrium solidification condition is
improved. And as the surface active element, rare earth element is easy to adsorb on austenite surface
and change energy distribution (as shown in Figure 3(c)). When austenite is crystallized, the surface
energy of each crystal face is different, and crystal surface (hkl)1 with low surface energy retained,
and crystal surface (hkl)2 of high surface energy gradually disappeared in austenite grain growth
process. However, because of the preferential adsorption of RE elements, the energy difference of
each crystal face is reduced under the condition of amorphous modification, so that the austenite
grows in granular form [23].
It can be expected that when the amorphous modifier content is relatively small (such as
0.1wt.%), the effect of the RE elements such as stimulating nucleation, improving the constitutional
supercooling and inhibiting dendrite growth is not prominent. When the content of amorphous
modifier is appropriate amount of 0.2wt.%, the RE elements play a significant role. However, when
the content of modifier is large (such as 0.3wt.%), the effect of modifier can not be demonstrated
because of its large amount of thermal energy released during decomposition, which increases the
overall temperature of solidification system and changes the solidification conditions.
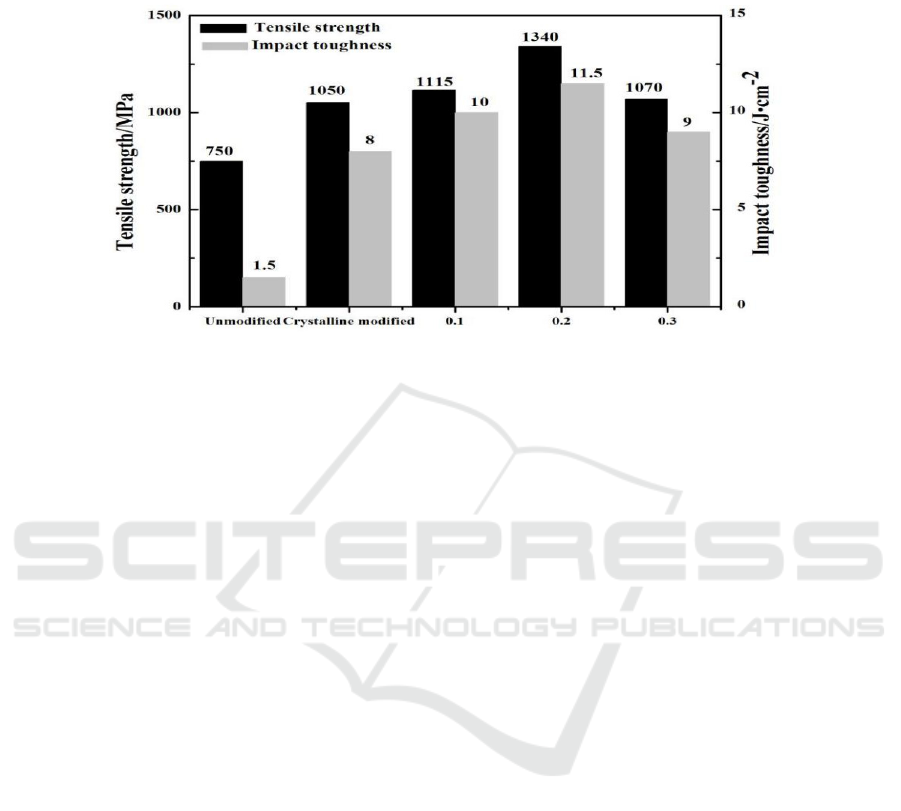
Figure 4 shows the tensile strength and impact toughness values of different treated samples. The
tensile strength and impact toughness of the unmodified samples are 750 MPa and 1.5J/cm
2
.
However, the tensile strength and toughness of crystalline modified are obviously improved, with the
values of 1050MPa and 8J/cm
2
, respectively, 40% and 433.3% higher than that of unmodified.
It can be observed from Figure 4 that the tensile strength and impact toughness of the amorphous
modified samples are higher than those of unmodified and crystalline modified samples. It is worth
noting that the tensile strength and impact toughness of the samples vary with the amorphous
modifier content. When the the amorphous modifier content is in a low amount (0.1wt.%) or higher
(0.3wt.%), the two values are both lower than that of amorphous modifier content at 0.2wt.%, are
1340 MPa and 11.5 J/cm
2
.
The microstructure of unmodified test steels is mainly composed of skeletal pearlite matrix and a
coarse network shape modified ledeburite as shown in Figure 1(a). Under the action of external load,
the ledeburite carbides directly as fracture of crack source and crack propagation channel, making the
material tensile strength and impact toughness reduced.
However, due to the effect of RE modifier, the dendritic austenite precipitation is restrained after
crystalline modification. Meanwhile, the eutectic ledeburite network structure is broken and becomes
isolated islands or block structure. As a result, the impact toughness is significantly improved.
The amorphous modifier, which has a significant effect in the inhibition of dendritic austenite and
eutectic ledeburite precipitation, especially in a suitable amount, (such as 0.2wt.%), austenite is
precipitated in the form of particles and the formation of eutectic ledeburite is basically suppressed.
So that the steel reaches a high level of tensile strength and impact toughness. Experimental results
show that the tensile strength reaches 1340MPa, which is 78.67% and 27.62% higher than that of
unmodified and crystalline modification samples respectively. And the impact toughness reaches
11.5J/cm
2
, which is higher than that of unmodified and crystalline modification samples respectively,
increased by 666.67% and 43.75%.
Reported in the literature [15], the crystalline RE modified UHCS experienced secondary heat
treatment, its impact toughness value reached 12.5J/cm
2
. This is equivalent to the experimental
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
504
results, which obtained by adding 0.2wt.% amorphous modifier. It can be seen that amorphous
modification has more advantages in improving the as-cast microstructure and properties.
Figure 4.The comparison of tensile strength and impact toughness of different treated specimens.
4. Conclusions
When the ultra-high carbon steel (with a carbon content close to the upper limit) under the conditions
of non-modification, the dendrites austenite is formed, and coarse network eutectic ledeburite is
precipitated in the dendrite of austenite.
When the experimental steel is modified by crystalline RE modifier, the skeletal matrix is
weakened, though the coarse eutectic ledeburite network is broken, its precipitation is not completely
suppressed. Compared with unmodified samples, the tensile strength and impact toughness of
crystalline modified samples are significantly increased, reached 1050MPa and 8J/cm
2
, increased by
40% and 433.3% respectively.
Under the condition of amorphous modification, the eutectic ledeburite precipitation is almostly
inhibited. The tensile strength and impact toughness of experimental steel increase first and then
decrease, which are consistent with the inhibition state of eutectic ledeburite. When the amorphous
modifier content is 0.2wt.%, the tensile strength and impact toughness reached 1340MPa and
11.5J/cm
2
, which are much higher than that of unmodified samples, increased by 27.62% and 43.75%
than that of crystalline modified samples. In particular, the impact toughness value is comparable to
those of specimens which modified by similar composition crystalline modifier and then subjected to
heat treatment.
Acknowledgment
This work is supported by the research project “Tianjin science and technology support project of
China (No.15JCTPJC64600), and the National Natural Science Foundation of china (No.51601126).
References
[1] Sherby O D, Walser B and Young C M 1975 Superplastic ultra-high carbon steels, Scr. Metall,
9 569-573
[2] Sunada H, Wadsworth J and Lin J 1979 Mechanical properties and microstructure of heat-
treated ultrahigh carbon steels, Mater. Sci. Eng. 38 35
[3] Lesuer D R. and Syn C K. 1993 A Goldberg, The case for ultrahigh-carbon steels as structural
materials, JOM 45 40-46
[4] Syn C K, Lesuer D R and Sherby O D 1994 Influence of microstructure on tensile properties
Effects of Amorphous Modification on Microstructure and Mechanical Properties of Ultrahigh Carbon Steel
Fe-1.89C-1.50Cr-0.33Si-0.60Mn
505

of spheroidized ultrahigh-carbon, Mater. Sci. Eng. A 25 1481-1493
[5] Zhang J G, Lin Y J and Hillert M. 2004 Microstructure and mechanical properties of spray
formed ultrahigh-carbon steels, Mater. Sci. Eng. A 383 45-49
[6] Szczepanik S, Nikiel P and Mitchell S C 2015 Microstructure evolution in warm forged
sintered ultrahigh carbon steel, Arch. Civ. Mech. Eng. 15 301-307
[7] Oyama T, Sherby O D and Wadsworth J 1984 Application of the divorced eutectoid
transformation to the development of fine-grained, spheroidized structures in ultrahigh
carbon steels, Scr. Metall. 18 799-804
[8] Chen Y, Shi S and Sun J 2015 Influence of spheroidization process on microstructure and
mechanical properties of ultrahigh carbon steel Fe-1.3C-1.5Cr-1.5Al, Ordnance. Mater.
Sci. Eng.
[9] Hull M. 1977 Spray Forming Poised to Enter Mainstream, Powder Metall. 40 23-26
[10] Kim W J, Taleff E M and Sherby O D 1988 Superplasticity of fine-grained Fe-C alloys
prepared by ingot-and powder-processing routes, J. Mater. Sci. 33 4977-4985
[11] Brooks R Q, Moore C and Leatham A G 1977 The Osprey Process, Powder Metall. 2 100-102
[12] MTaleff E, Syn C K and Lesuer D R. 1995 Pearlite in ultrahigh carbon steels: Heat treatments
and mechanical properties, Metall. Mater. Trans. A 27 111
[13] Wang J, Shi H S and Zhang J G 2012 High-Strain-Rate Superplasticity of Big Grains in Spray
Forming Ultrahigh Carbon Steel Contain 1.6wt.%Al, Adv. Mater. Res. 639-642
[14] Pan F Z, Yang H and Jiao J L 2006 Effect of K/Na-RE Multiple Modification on Structure and
Mechanical Property of High-speed Steel Used for Roll Collar, Foundry 55 164
[15] Liu K P, Dun X L and Lai J P 2011 Effects of modification on microstructure and properties of
ultrahigh carbon (1.9 wt.% C) steel, Mater. Sci. Eng. A 528 8263-8268
[16]
Liu S G, Dong S S and Yang F 2014 Application of quenching–partitioning–tempering process
and modification to a newly designed ultrahigh carbon steel, Mater. Des. 56 37-43
[17] Wang J M, Zhu H and Yang S 2007 Effects of rare earth modification on structures and
properties of low-alloy cast steel, Foundry 2 57-64
[18] Guan Q F, Fang J R and Jiang Q C 2003 Effect of Rare Earth Composite Modification on
Microstructure and Properties of a New Cast Hot-Work Die Steel, J. Rare Earths 21 368-
371.
[19] Li L, Hu B and Liu S G 2014 Effect of Mo on mechanical properties of modified ultrahigh
carbon steels after heat-treatment, J. Cent. South. Univ. 21 1683-1688
[20] Pan F Z, Yang H and Jiao J L 2006 Effect of K/Na-RE multiple modification on structure and
mechanical property of high-speed steel used for roll collar, Foundry 55 164-168
[21] Dadkhah H 2014 Microstructure of cast ultrahigh carbon steel (UHCS) modified via Fe–Si–
Mg–Ca–RE, Trans. Inst. Min. Met. 67 1001-1004
[22] Cui C, Gao H and Zhao L 2017 Microstructure and Properties’ Evaluation of W18Cr4V
Modified by Fe–Zr–Nb–N–B Nano‐Powder Inoculants, Steel Research International. 88 6
[23] Liu Q S, Wang F, Zhang X, Wang H B and Li J M A New Control Method of the Precipitation
for Eutectic Ledeburite in Ultrahigh Carbon Steel, Mental Science and Heat Treatment. (In
Press)
[24] Liu H, Kong X H and Sun Y H 2011 Dynamic continuous cooling transformation of
supercooled austenite in spring steel 55SiCrA, Trans. Mate. Heat Treat. 32 73-77
[25] Liu Q S, Zhao M J and Zhang H X 2016 The Novel Technique of Grain Refinement in the
Aluminum-Free Ultrahigh Carbon Steel, Steel Res. Int. 87 1444-1449
[26] Hong C X, Wang S Q and Hong W U 2002 Granulation of Eutectic Carbide through Heat-
treatment in Modified Ledeburite Steel, J. Jilin Univ. Technol. 32 42-46
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
506
