
Effects of HIP and Post Heat Treatment on the
Microstructures and Properties of Laser Direct Deposited
12CrNi2 Steels
J Liang
*
, Q Wang, R Hao, S Y Chen, C S Liu and Y H Chen
Key Laboratory for Anisotropy and Texture of Materials, Ministry of Education, Key
Laboratory for Laser Application Technology and Equipment of Liaoning Province,
School of Materials and Engineering, Northeastern University, Shenyang, 110819,
China
Corresponding author and e-mail: J Liang, liangj@atm.neu.edu.cn
Abstract. The process optimization of Hot Isostatic Pressing (HIP) and post-heat treatment
together with relative microstructure evolution of Laser Direct Deposited (LDD) 12CrNi2
steels for the crankshaft of emergency diesel generator using in nuclear power plants were
studied. Optical Microscopy (OM), X-Ray Diffraction (XRD), Scanning Electron Microscopy
(SEM), Transmission Electron Microscope (TEM) and electron microprobe together with the
microhardness tester and multipurpose material experiment machine were used to analyze and
evaluate the microstructures and the mechanical properties of the LDD 12CrNi2 specimens
under different post-heat treatment parameters. The stable microstructure in the centre of the
as-deposited LDD 12CrNi2 steel specimens is mainly composed of ferrite and granular
bainite. After HIPped at 820°C /2h/120MPa and solid solution treated at 860°C /10min with
oil quenching and tempering at 300°C /10min with AC, the microstructure obtained was
mainly tempered martensite. The average microhardness increased from 216.2HV
0.2
for the
as-deposited to 329.9HV
0.2
for the specimens with post heat-treatment. Though HIP and HT
afterwards, the yield strength and ultimate tensile strength of the 12CrNi2 steel tensile sample
reached 928.7 MPa and 1111.4 MPa respectively, and the elongation is up to 7.3%.
1. Introduction
Nuclear energy as a new generation of clean energy has attracted much attention in recent years.
Additional emergency power supply systems are needed to ensure the normal operation of the safety
automation systems for modern nuclear power plants [1]. High requirements for the power, start and
stop, speed regulation, reliability and service life of the emergency diesel generators have to be met
for nuclear power plants. The reliability of crankshaft and other parts in the generator must be
guaranteed first. The crankshaft of diesel generator required high hardness and wear resistance with
good contact fatigue strength for the surface
[2]. The materials used for the crankshaft normally are
medium carbon alloy steel, low alloy steel etc..The traditional crankshaft manufacturing method has
many difficulties, such as limitation in forming large and complex components, requirement for high
precision die, long manufacturing time and the large amount follow-up machining with the low ratio
of the materials utilization. Laser Direct Deposition (LDD) adopts a new "addition" process with
Liang, J., Wang, Q., Hao, R., Chen, S., Liu, C. and Chen, Y.
Effects of HIP and Post Heat Treatment on the Microstructures and Properties of Laser Direct Deposited 12Crni2 Steels.
In Proceedings of the International Workshop on Materials, Chemistry and Engineering (IWMCE 2018), pages 345-350
ISBN: 978-989-758-346-9
Copyright © 2018 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
345

discrete layering and layer by layer addition, which can avoid the waste of materials in the "material
reduction" process, and do not need a die, so it can realize the rapid and full dense forming of high
performance complex components [3].
The composition, phases and the phase transition of alloy steels are complex, and the temperature
changing cycle in the process of laser direct deposition was restricted. It is necessary to study the
post-heat treatment for the LDD alloy steels to further regulate stress and microstructure to obtain
high-performance components. The study on the hot isostatic pressing (HIP) and post heat treatment
of LDD titanium alloys and superalloys showed that HIP with the heat treatment afterwards process
was superior to the direct heat treatment process by obtaining the same microstructure [4-5].G.A.
Ravi et.al. HIPped the LDD SC420 stainless steel also increased elongation from 2-3% for the
as-deposited condition to 9% for the HIPped specimen [6]. Xx He et. al. studied the effects of HIP
and HT post-process of IN718 superalloys in which the UTS increased 60-210MPa compared with
direct heat treatment without HIP, and the elongation increased 60%[7]. The specific influencing
factors for the improvement in elongation are not completely clear. In this paper, the effects of HIP
and related heat treatments afterwards on the microstructure and properties of LDD 12CrNi2 alloy
steels for emergency diesel generator crankshaft were studied.
2. Experimental procedure
Gas-atomized 12CrNi2 alloy steel powder was used in this study with the particles size varied from
50-150μm.The composition of the as-received 12CrNi2 powder was shown in Table 1. Laserline
LDF3000-60 system with Ar gas protecting box was used to fabricate the specimens
(100mm×30mm×20mm). The as-deposited 12CrNi2 samples were treated using hot isostatic press
(ABB company QIH-15 HIP tester in Southwest Jiaotong Univ.) under argon gas at 820-880°C and a
pressure of 120MPa for 2-4h with cooling rate 15°C /min. The Heat Treatment(HT) afterward was
860°C solution treatment for 10min and Oil Quenching(OQ) +300°C tempering for 10min and Air
Cooling(AC) (sample size 90mm×9mm×1mm). The samples for microstructure observation were
etched using 4% Nital solution. A Shimadzu-SSX-550 SEM was used to examine the microstructure
evolution of as-deposited and of HIPped and with HT afterwards specimens and the fracture surface
of the tensile test samples. TEM samples were examined a TECNAI G220 transmission electron
microscope. SAD pattern was recorded to identify the phases present in the microstructure. XRD
study was also performed for all the conditions using an X 'Pert Pro MPD-PW3040/60 X
diffractometer with Cu Kαradiation at 40kV and 40mA. Microhardness was tested on a Wilson
Wolpert 401MVD tester with the load of 200g and loading time 10s.Tensile tests were performed on
sample prepared as the standard (gauge length of 15±1mm, total length of 90mm and thickness of
1.0±0.1mm).The tests were carried out in a Shimadzu AG-X100KN at a strain rate 6.7×10-4/s.
3. Results and discussion
3.1. X-ray diffraction analysis and microstructure
Figure 1 shows the results of XRD analysis of the as-deposited, HIPped and HIPped with post HT
samples. The alpha phase was identified without orientation. Figure 2 shows the optical and SEM
micrographs of the as-deposited and of HIPped and HIPped with post HT samples of 12CrNi2.
According to the XRD phase analysis above and microstructure observation below, it can be seen
that the optical morphology of the as-deposited sample contained mainly ferrite (white) and granular
bainite (see Figure 2a) [8-9]. The average size of the ferrite in the microstructure of as-deposited
sample was about 3μm-5μm. Carbon concentrated was observed alone grain boundary of a few
ferrite (see Figure 2g). In some as-deposited samples a few pores with size of 300μm-400μm was
found which lead to lower relative density of 98.3% compared with the wrought with density of 7.85
g/cm3. HIPping was performed at 860°C which higher than the measured AC3 of LDD 12CrNi2 and
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
346
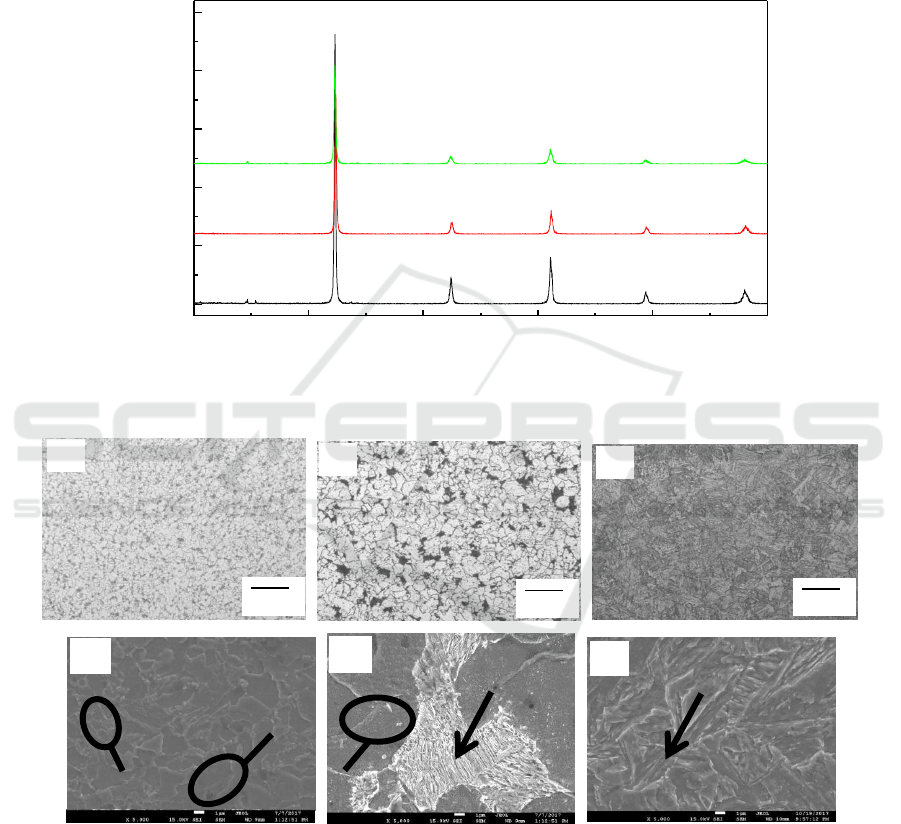
the cooling rate during the HIPping cycle was slow(15°C /min) which led to microstructure
coarsening after HIPping (see Figure 2b). The microstructure of the HIPped samples composed of
ferrite (around 80%) and pearlite. The average size ferrite increased up to about 20μm. The pearlite
composed of lamellar structure of ferrite and cementite with the spacing 0.2117μm.Pores were not
observed in the HIPped sample with their relative density increased up to 99.3% which led to better
mechanical properties. SEM micrographs Figure 1g showed tempered martensite in the
microstructure of HIPped+HT samples.
Figure 1. X-ray diffraction analysis of 12CrNi2 alloy steel under different conditions (a)LDD
as-deposited,(b) HIPped (c) HIPped+post HT.
Figure 2. Optical and SEM micrographs of the LDD 12CrNi2 steels in different conditions (a)(d)
as-deposited; (b) (e) HIPped; (c) (f) HIPped +HT.
Figure 3 shows the TEM morphology and diffraction pattern in the surface layer of as-deposited
LDD 12CrNi2. The diffraction pattern for the stripe microstructure in Figure 3a is the body-centered
tetragonal structure along the crystal zone axis [3-3-1] of which identified as martensite phase
(Figure 3a). The diffraction pattern analysis of the black strip in Figure 3c, It is the body centered
cubic structure along the crystal zone axis [00-2] and determined to be the ferrite [10]. Therefore,
there is a few layers of martensite structure in the upper surface part of the as-deposited sample,
20 40 60 80 100 120
0
500
1000
1500
2000
2500
HIP+HT
HIP
α (310)
α (220)
α (211)
α (200)
α (110)
Intensity(CPS)
2°
LDD
a
20μm
b
20
μm
c
20μm
ferrite
granular
bainite
d
ferrite
pearlite
e
f
tempered
martensite
Effects of HIP and Post Heat Treatment on the Microstructures and Properties of Laser Direct Deposited 12Crni2 Steels
347
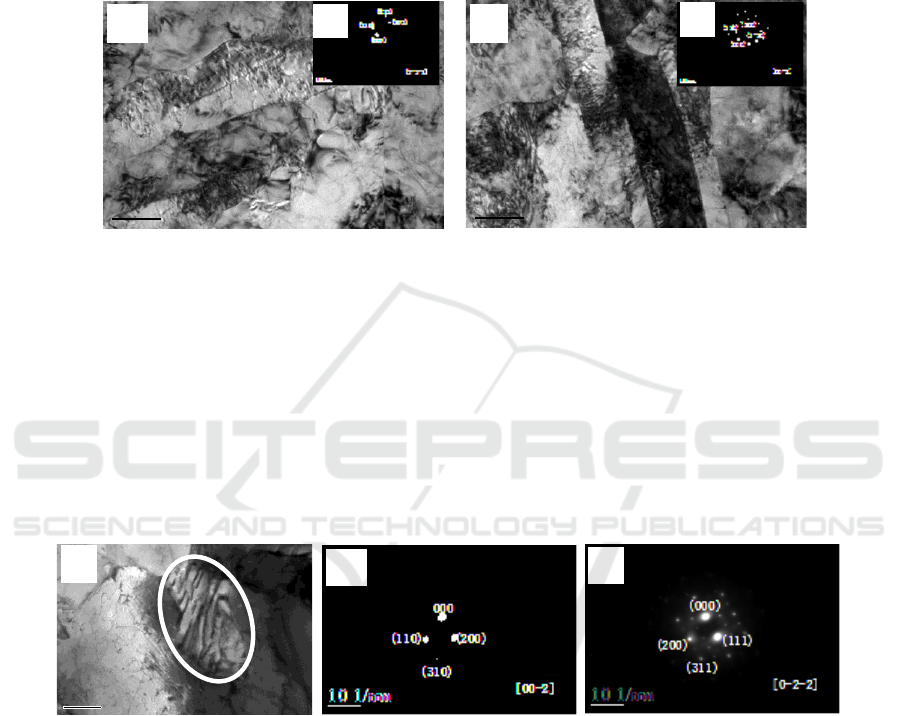
because the top layer cooling rate is higher which the heat dissipated through the air while for the
stable microstructure in the middle part of the as-deposited LDD 12CrNi2 contained ferrite and
granular bainite with lower cooling rate during the laser scanning thermal cycle. In the process of
LDD the thermal cycle when laser scanning each layer for the middle part layers resulted in the heat
accumulate on the existed previous deposited layer which led to lower cooling rate in the middle than
that of the surface layers thus stable proeutectoid ferrite and granular bainite structure was formed.
Figure 3. (a) (c) dark field TEM micrographs and (b)(d) select area diffraction (SAD) patterns of
martensite in the top and ferrite in the centre parts of LDD 12CrNi2 alloy steel respectively.
Figure 4 shows the TEM dark field micrographs and diffraction pattern of the microstructure in
the middle of LDD 12CrNi2 sample after HIPping under the conditions of HIPping pressure 120MPa,
HIPping temperature of 880°C holding time 4 hrs, cooling rate 15°C/min. Figure 4b is the standard
diffraction pattern of crystal zone axis [00-2] of body-centered cubic structure, which is determined
as ferrite phase (see the arrow on Figure 4a grayish-white flake), the diffraction pattern of the black
flake shown in Figure 4c was identified as crystal zone axis [0-22] of the complex orthogonal lattice
structure of cementite phase. Therefore, pearlite composed of ferrite and cementite lamellar are
shown in Figure 4a circle area, which is consistent with the previous SEM analysis.
Figure 4. (a) The dark field TEM micrographs and (b)(c) select area diffraction (SAD) patterns of
ferrite and cementite lamellar in the centre part of LDD 2CrNi2 sample after HIPping, respectively.
3.2. Mechanical properties of 12CrNi2 samples under different condition
Figure 5 shows the microhardness distribution of the as-deposited LDD 12CrNi2, HIPped and
HIPped+HT samples respectively. The average microhardness of the as-deposited LDD 12CrNi2
samples is 216.2 HV. After hot isotactic pressing, pearlite appeared in the microstructure, the
microhardness decreased to 132.6HV. With the microstructure was transformed into tempered
martensite when quenching and tempering post heat treatment was applied after HIPping, the average
microhardness of HIPped+HT samples reached up to 329.9 HV which was higher than that of the
as-deposited sample with ferrite and granular bainite.
0.2 μm
diff-3
a
b
0.2 μm
diff-7
c
b
1 μm
1 μm
diff
diff-9
a
b
c
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
348
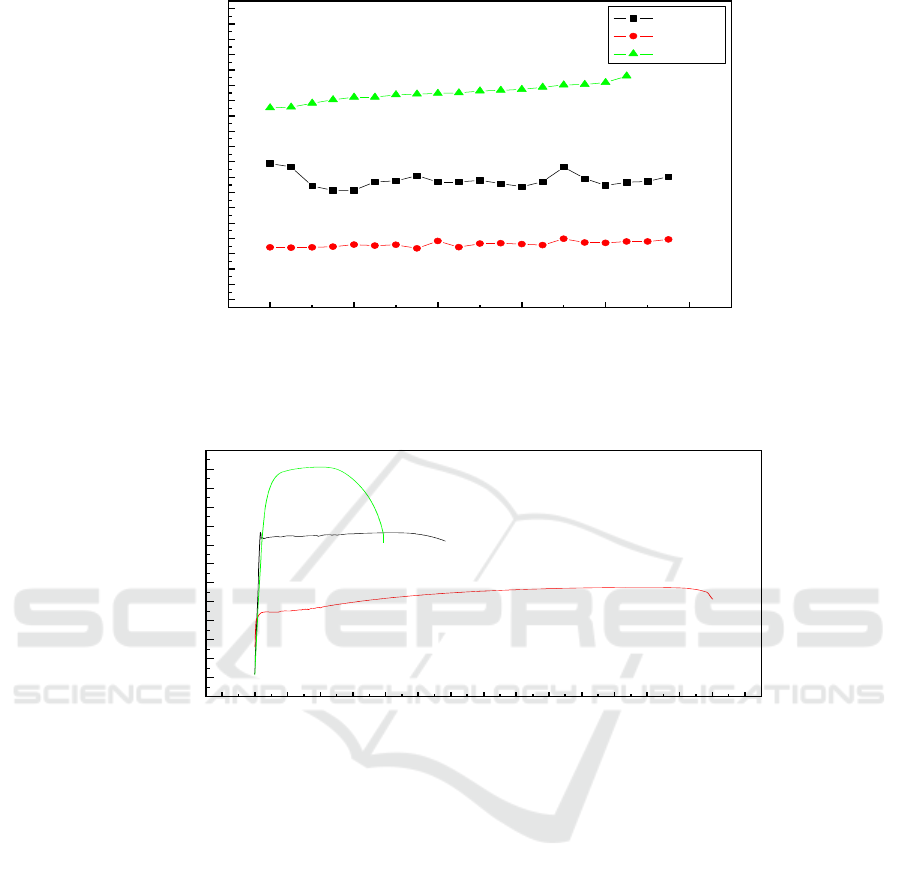
Figure 5. Microhardness distribution of 12CrNi2 alloy steel under different conditions (a)LDD
as-deposited (b) HIPped (c) HIPped+HT.
Figure 6. Tensile test curve of 12CrNi2 alloy steel under different conditions (a) LDD as-deposited
(b) HIPped (c) HIPped+HT.
The mechanical properties for the 12CrNi2 under different conditions were compared in the
Figure 6. It can be seen that the UTS and yield stress of the as-deposited condition decreased from
767.0 and 736.6MPa to 476.2 and 334.4MPa respectively while the elongation increased from 15%
up to 26.5%. The microstructure of as-deposited sample composed of proeutectoid ferrite and
granular bainite as discussed above. Therefore, decomposition products of austenite (M-A islands for
example) were distributed on the matrix of the ferrite, which played the role of strengthening the
granular bainite that improve the strength and toughness of the tensile test samples. Compared with
the ferrite in the microstructure of HIPped samples, proeutectoid ferrite in the as-depostied samples
formed under higher cooling rate with the smaller size offered higher strength and microhardness. At
the same time, the microstructure of HIPped sample contained a small amount of pearlite, its
performance is related to the lamellar spacing. For the sample HIPped and HT afterwards,because
tempered martensite is the supersaturated solid solution of C in α –Fe, it possessed high strength and
microhardness due to the solution strengthening and transformation strengthening in the process of
martensite transformation. Thus better comprehensive mechanical properties were obtained under the
HIPped+post HT condition which possessed 1111.4MPa for UTS and 928.7MPa for the yield stress
respectively with a moderate elongation of 7.3% that could with the requirement of the 12CrNi2
0 2 4 6 8 10
60
80
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
Hardness(HV)
Distance from the surface(mm)
LDD
HIP
HIP+HT
-2 0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30
-100
0
100
200
300
400
500
600
700
800
900
1000
1100
1200
HIP
HIP+HT
Engineering stress/%
Engineering strain/%
LDD
Effects of HIP and Post Heat Treatment on the Microstructures and Properties of Laser Direct Deposited 12Crni2 Steels
349

alloy steels for emergency diesel generator crankshaft usage. The wear resistance and contact fatigue
strength for the surface of the crankshaft need further treatment by laser quenching or carburizing etc.
process.
4. Conclusions
LDD was successfully used in the forming of 12CrNi2 alloy steel samples. The effects of HIPping
and post-heat treatment on the microstructure Laser Direct Deposited (LDD) 12CrNi2 steels were
studied. The microstructure for the as-deposited sample was mainly composed of ferrite and granular
bainite while tempered matensite for the HIPping +HT. After HIPping, the porosity and the residual
stresses decreased in the sample, the relative density increased 1%. The optimal parameters for
HIPping and HT afterwards were obtained. Though HIPping and post HT better comprehensive
mechanical properties with the UTS and yield stress up to 1111.4MPa and 928.7MPa respectively
were achieved. The UTS and microhardness increased 45% and 53% respectivelycompared with that
of the as-depostied samples. The elongation reached up to 7.5% that could basically satisfied with the
requirement of the 12CrNi2 alloy steels for crankshaft usage.
Acknowledgements
This work was financially supported by the National Key R&D Program of China
(2016YFB1100203). The strong supports from the cooperative teams of the project on the
experiments and discussion were great appreciated.
References
[1] Borst A 1976 Standby and emergency power supply of German nuclear power plants J. Power
Apparatus & Systems IEEE Transactions on 95(4) 1080-1090
[2] Yang F, Ren X L and Cui J J 2017 Effect of Lightening Hole on Dynamic Characteristics and
Fatigue Life of Diesel Engine Crankshaft J. International Journal of Plant Engineering and
Management 22(2)
[3] Wang Y D, Tang H B, Fang Y L and et al 2010 Microstructure and mechanical properties of
laser melting deposited 1Cr12Ni2WMoVNb steel J. Materials Science & Engineering A
527(1) 4804-4809
[4] Zhang D X, Zhou S Y, Zhang Z Y and et al 2015 Application of HIP technology in improving
the densification of castings J. Powder metallurgy industry 25(1) 46-48
[5] Wang Y D, Tang H B, Fang Y L and et al 2010 Effect of heat treatment on microstructure and
mechanical properties of laser melting deposited 1Cr12Ni2WMoVNb steel J. Materials
Science & Engineering A 528(1) 474-479
[6] Ravi G A, Hao X J, Wain N and et al 2013 Direct laser fabrication of three dimensional
components using SC420 stainless steel J. Materials & Design 47(9) 731-736
[7] He S H 2011 Hot isostatic pressing of laser rapid forming IN718 Superalloy J. Hot working
process 40(22) 185-186
[8] Mei Z, Sha D and Yang D K 1987 Granular bainite in 12CrNi3 steel J. Ordnance Material
Science and Engineering (1) 3-10
[9] Kadiri H E, L Wang, Horstemeyer M F and et al 2008 Phase transormations in low-alloy steel
laser deposits J. Materials Science & Engineering A 494(1-2) 10-20
[10] Yadollahi A, Shamsaei N, Thompson S M and et al 2015 Effects of process time interval and
heat treatment on the mechanical and microstructural properties of direct laser deposited
316L stainless steel J. Materials Science & Engineering A 644 171-183
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
350
