
Effect of Transverse Pre-Rolling before Drawing on the Anti-
Ridging Properties of 17%Cr Ultra-Purified Ferritic
Stainless Steel
X W Li
1
, X Gao
2
, M F Qi
2
, J Y Li
2,*
and D Tang
1
1
Institute of Engineering Technology, University of Science and Technology
Beijing, Beijing 100083, China
2
School of Materials Science and Engineering, University of Science and
Technology Beijing, Beijing 100083, China
Corresponding author and e-mail: J Y Li, lijy@ustb.edu.cn
Abstract. Cup-drawing test was performed to study the effect of transverse pre-rolling by
2%, 4% and 6% reduction on the surface anti-ridging properties during deep drawing of
17%Cr ultra-purified ferritic stainless steel cold-rolled annealed sheets. The shape and size of
the grains in the tested sheets after transverse pre-rolling were analyzed by optical microscope
(OM), and the evolution of textures and grain colonies in the tested sheet were analyzed by
electron back-scatter diffraction (EBSD) and X-ray diffraction (XRD). The results show that
transverse pre-rolling does harm to the anti-ridging properties of the experimental sheet, and
the height of ridging increases with rising of rolling reduction. After transverse pre-rolling, γ-
fiber texture grain colonies are not deflected and its width increases. The content of γ-fiber
texture and α-fiber texture increase and the texture strengths are more concentrated in the
standard orientation of {111} line, which lead to the degradation of anti-ridging property.
1. Introduction
Ferritic stainless steels have advantages of low cost and outstanding sheet metal formability,
therefore it can replace austenitic stainless steel under certain conditions [1, 2]. During deep forming,
high plastic strain ratio and low earing rate are acquired, but the surface quality of drawing parts is
unsatisfactory. A rather serious problem is that distribution of high and low undulating strip defects
appears along the original rolling direction on the surface of sheet after deep drawing. It’s so called
ridging [2, 3]. The mechanisms of surface ridging of annealed ferritic stainless steel sheet during
tensile or drawing were studied [4, 5]. Chao et al. [6] argued that ridging was caused by {111}//ND
and {100}//ND textures with different plastic strain ratios. Takechi et al. [7] proposed that the shear
deformation would be introduced by asymmetrical slippage between the RD//<110> texture
components and the difference of shear deformation between the different components resulted in
ridging when the plate is tensioned. However, Brochu et al. [8] found that the peaks and valleys were
located in the same position in the top and bottom surface of ferritic stainless steel after tensile
deformation, which is inconsistent with the deformed surface profiles measured by Chao [6].
336
Li, X., Gao, X., Qi, M., Li, J. and Tang, D.
Effect of Transverse Pre-Rolling before Drawing on the Anti-Ridging Properties of 17%Cr Ultra-Purified Ferritic Stainless Steel.
In Proceedings of the International Workshop on Materials, Chemistry and Engineering (IWMCE 2018), pages 336-344
ISBN: 978-989-758-346-9
Copyright © 2018 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

In addition, many researches on improving ridging resistance have been reported. Gao et al. [9,10]
proved that low temperature finish rolling contributes to reduce the ridging height of ferritic stainless
steel. Huh et al. [11] found that the recrystallization texture was notably shifted towards {334}<483>
and {554}<225> instead of forming the {111}//ND γ-fiber texture typical of recrystallized ferritic
steel sheets when introducing intermediate annealing during cold rolling of 430 ferritic stainless steel.
We have reported transverse pre-stretching before deep drawing can improve the surface ridging
resistance of ferritic stainless steel effectively [12]. In order to find a more efficient process than pre-
stretching, the researches on transverse pre-rolling were performed. Microstructural evolution during
pre-rolling and surface roughness after drawing were observed in this study.
2. Experimental
Table 1 lists the chemical composition of the 17%Cr ultra-purified ferritic stainless steel sheet. The
sheets were rolled along the transverse direction by 2%, 4% and 6% reduction before drawing, which
was named as transverse pre-rolling. The as-received sheet was marked as 0#, and the pre-rolled ones
were marked as 1#, 2# and 3# corresponding to 2%, 4% and 6% reduction, respectively. Then the
sheets were cut into disc specimens with the diameter of 78mm. The cup drawing test was carried out
by the sheet metal forming machine BCS-30D with film lubrication. The surface ridging was tested
by laser scanning confocal microscope LEXT OLS4000. Microstructural observations were
performed by optical microscopy (OM, Leica DM2500). Macro-textures were tested by X-ray
analysis (Bruker D8 X-ray diffractometer). Orientation distribution functions (ODF) were calculated
from incomplete pole-figures measured in back-reflection. Micro-texture and spatial orientation
distribution were measured by a ULTRA55 field emission scanning electron microscope equipped
with an EBSD detector.
Table 1. Chemical composition of the studied steel.
C Si Mn S P Cr N Nb Ti Fe
0.01 0.58
0.1
7
0.001 0.019 16.51 0.008 0.144 0.159 Bal.
3. Results
3.1. Surface ridging after drawing
Figure 1 shows the profile roughness curves of surface on the side wall of cups. It can be seen that
the distance of curve peaks on sample 0#, 1#, 2# and 3# were 500, 600, 700 and 1000 μm,
respectively. It indicated that transverse pre-rolling made the ridging becoming wide.
Table 2 lists the values of roughness with vertical pattern or U shape pattern on the side wall of the
drawn cup. Here, Ra represents the arithmetic mean of the vertical distance between the profile and
the center line in the evaluation length, while the Rz indicates the difference between the average
value of the five highest contour peaks and the average value of the five deepest valleys. It indicated
that the roughness of tested samples after transverse pre-rolling were bigger than those original
annealed sheet.
Effect of Transverse Pre-Rolling before Drawing on the Anti-Ridging Properties of 17%Cr Ultra-Purified Ferritic Stainless Steel
337
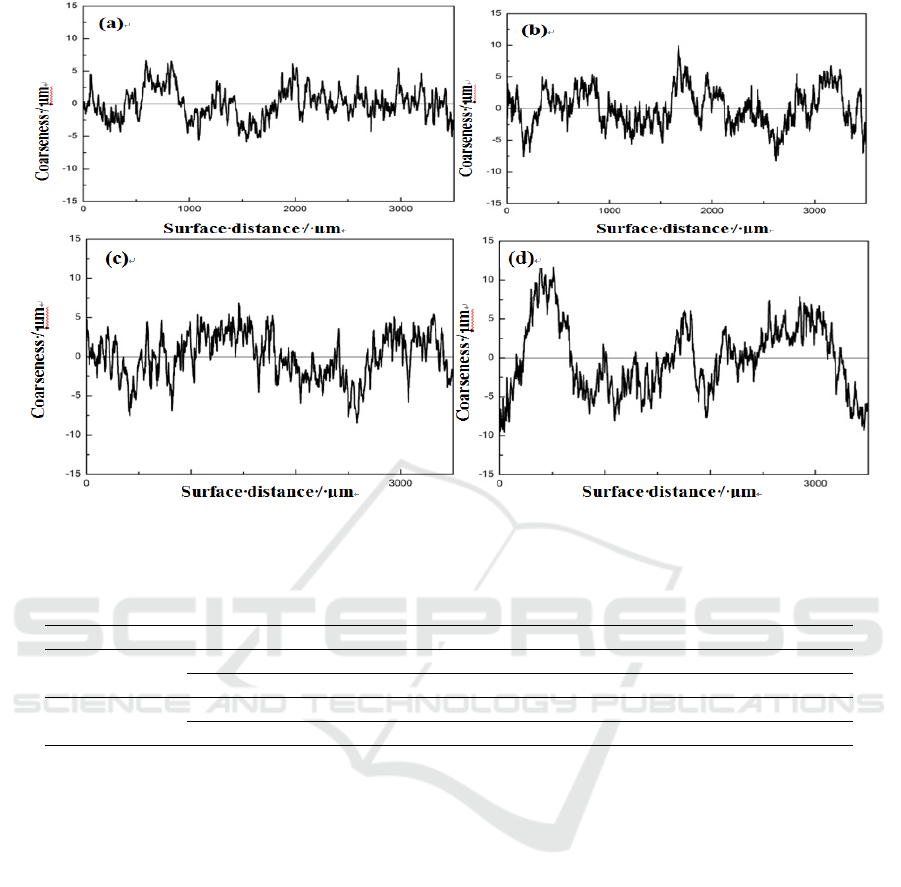
Figure 1.Roughness profiles of vertical pattern of deep drawing products for different transverse
pre-rolling reductions: (a) annealed state, (b) 2%, (c) 4%, (d)6%
Tab le 2. Roughness values of deep drawing products for different transverse pre-rolling reductions.
0# 1# 2# 3#
Vertical ridge
Rz 3.533 3.983 4.142 4.179
Ra 0.676 0.755 0.748 0.830
U shape ridge
Rz 3.161 3.039 3.127 3.242
Ra 0.539 0.548 0.543 0.552
The above results revealed that transverse pre-rolling cannot improve the surface ridging
resistance of ferritic stainless steel, which was contrary to our previous research on transverse pre-
stretching [12]. The evolutions of microstructure and texture as below were studied to explain the
distinct difference.
3.2. Microstructures after transverse pre-rolling
Figure 2 shows the microstructures of the sheets. It can be seen that the grains of annealed sheet were
uniformly with the average size of 26 μm and the grains were just slightly elongated along the rolling
direction after transverse pre-rolling.
The major difference of microstructures between samples with and without transverse rolling was
the uniformity of grain size. The grain size on the surface and center layers were similar in annealed
samples (Figure 3 a), However, the grain on the surface layer was greatly finer than that in the center
when samples were transverse rolled for 2~6% reduction (Figures 3 b-d), which caused by the
friction between the roller and sheet surface, and the shearing stress refined the grain in the surface
layer [3, 9].
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
338
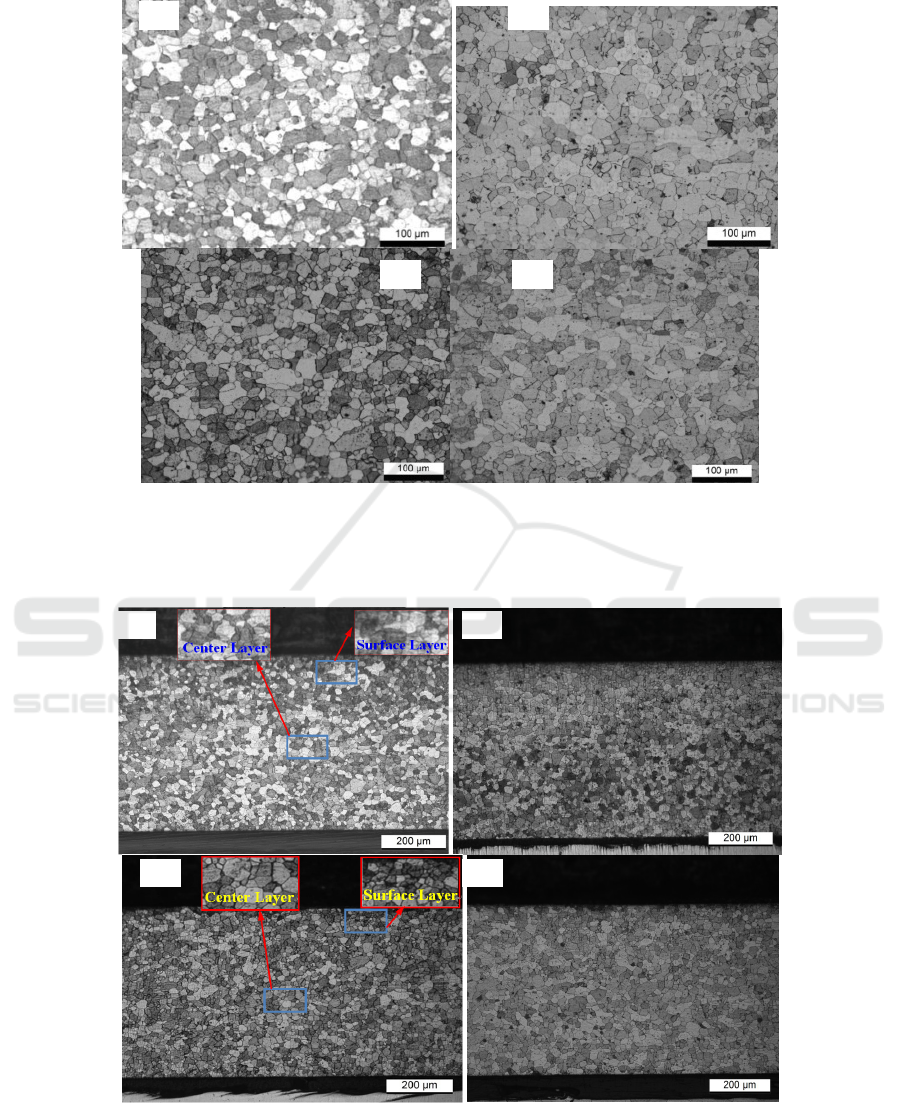
Figure 2. Microstructures of 17%Cr ultra-pure ferritic stainless steel sheet on transverse direction
(ND) section after various transverse pre-rolling reductions: (a) annealed state, (b) 2%, (c) 4%, (d)
6%.
Figure 3. Microstructures of 17%Cr ultra-pure ferritic stainless steel sheet on transverse direction
(TD) section after various transverse pre-rolling reductions: (a) annealed state, (b) 2%, (c) 4% and (d)
6%.
(a) (b)
(d)(c)
(a) (b)
(c) (d)
Effect of Transverse Pre-Rolling before Drawing on the Anti-Ridging Properties of 17%Cr Ultra-Purified Ferritic Stainless Steel
339
3.3. Grain clusters after transverse pre-rolling
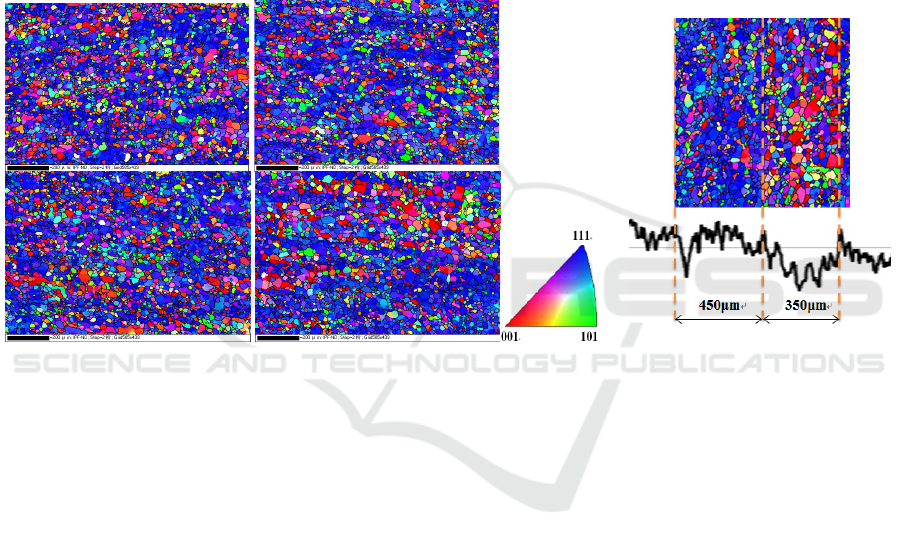
Figure 4 shows the grain distribution of normal direction (ND) for the sheets under different
transverse pre-rolling reductions. The blue, red and purple grains represent {111}ND, {001}ND and
{112}ND, respectively. It indicated that all samples have very strong {111} texture, which formed
clear grain colonies. The width of {111} grain clusters rises slightly with the increase of the
deformation of transverse rolling. The grain clusters and profile curves of sample 2# are shown in
Figure 5. It can be seen that the width of grain clusters and ridging on stamping surface was
consistent, compared with the stamping surface profile as mentioned in Figure 1.
Grain clusters with same orientation were the decisive factor for the ridging of stamping surface,
were widely used for explaining the ridging phenomenon on stamping of ferritic stainless steel sheets
[6, 13]. Grain clusters were not narrowed greatly after transverse pre-rolling in this work. It indicated
that there was no improvement in decreasing the ridging phenomenon by transverse pre-rolling.
Figure 4. Grains distribution of normal direction (NT) for
transverse pre-rolling reductions of (a)annealed state, (b)2%, (c)4%
and (d)6%.
Figure 5. Grain clusters and
profile curves of sample 2#.
3.4. Micro orientations of grains after transverse pre-rolling
The grain orientation and texture were regarded as the most important affect factors for ridging of
ferritic stainless steel. Figure 6 shows the contents of various grain orientations in the tested steel
sheet at as-received state and after transverse pre-rolling. It can be seen that {111} <uvw> was the
primary orientation in all tested samples, which is the typical recrystallization texture for ferritic
steel. It should be noted that the contents of all typical texture, {111}, {001} and <110> increased
with the increasing of pre-rolling, which might lead to texture gradient and inhomogeneity of grain
orientation.
Figure 7 shows the distributions of the specific oriented grains in the center layer of the sheets and
in which the red zone represented grains with orientation of {001}//ND. The content of grains with
{001}<uvw> was lower than 8% and cluster was not found in all the tested sheet. Thus, though Chao
[6] and others believed that the difference of plastic strain ratio between {001}//ND texture and other
textures components lead to the ridging phenomenon, the tested 17%Cr ultra-pure ferritic stainless
steel sheet was not fit to Chao model because of little content of {001} texture and no texture cluster.
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
340
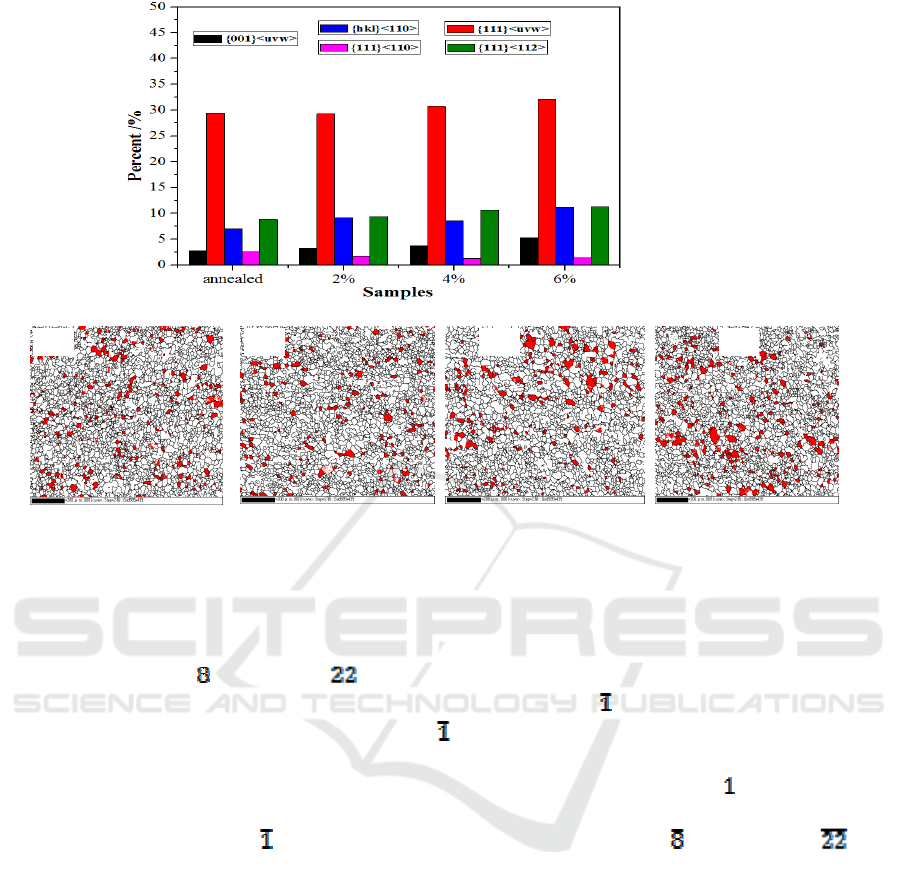
Figure 6.
Contents of
typical grain
orientation in
tested sheets.
Figure 7. Grains distribution of {001}ND (normal direction) for different transverse pre-rolling
reductions: (a) annealed state, (b) 2%, (c) 4%, (d) 6%.
3.5. Macro texture after transverse pre-rolling
Figure 8 shows ODF of the sheets with different transverse pre-rolling reductions. The annealed
sheet formed strong γ fiber texture and the texture strengths slightly deviated from {111} line to
orientation of (334)[4
3] and (554)[ 5] with the orientation density of 6.4 due to high content of
Cr. Meanwhile, α fiber texture and rotated cube texture (001) [1
0] were relatively low, and the
strength of α fiber texture was located in (111)[1
0] with the orientation density of 2.2 (Figure 8. a).
When the transverse rolling of deformation was applied, the grain orientation was rotated. There was
no obvious change in texture and α fiber texture slightly moved to (445) [1
0] for 2% rolling
reduction (Figure 8. b). After rolling reduction of 4%, intensity of γ texture increased, α fiber texture
continues move to (113)[1
0] and the strength moved from (334)[4 3] and (554)[ 5] to
{111}<112>, with the orientation density of 7.1 (Figure 8. c). As the rolling reduction increased to
6%, intensity of γ texture continued to increase and the strengths moved to the position of {111}
<112> with the orientation density of 7.7 (Figure 8. d).
(a) (b) (c) (d)
Effect of Transverse Pre-Rolling before Drawing on the Anti-Ridging Properties of 17%Cr Ultra-Purified Ferritic Stainless Steel
341
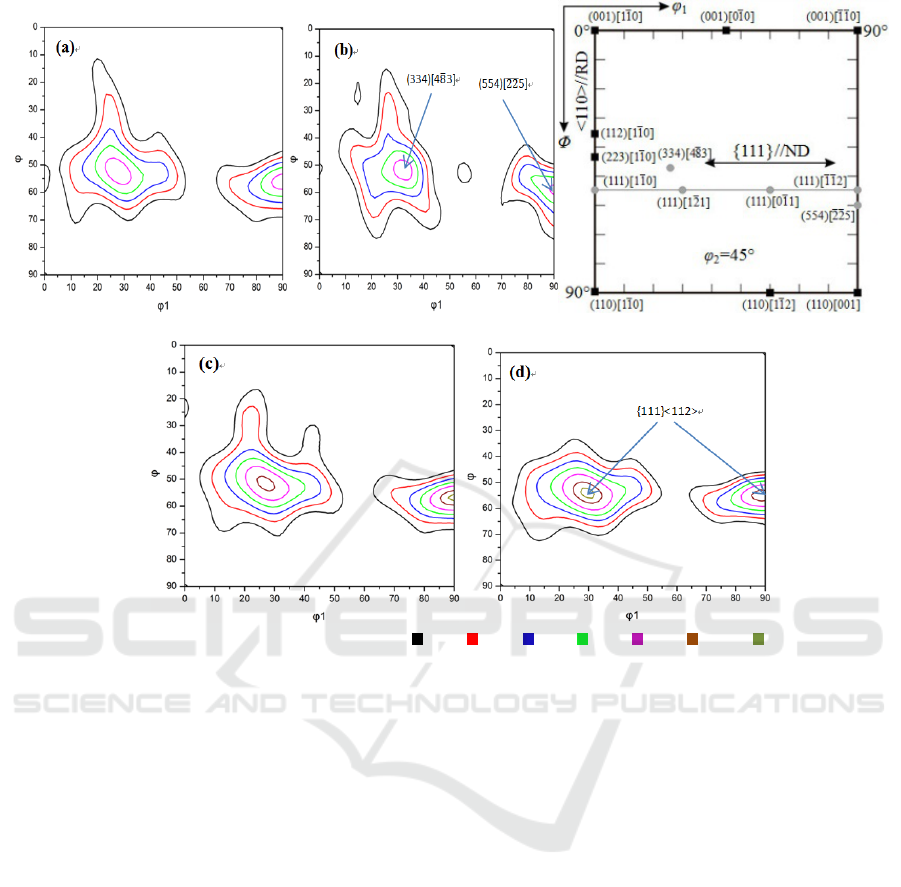
Grain orientation density:2.0 3.0 4.0 5.0 6.0 7.0 7.50
Figure 8. ODF of tested steel with different transverse pre-rolling reductions: (a) annealed state, (b)
2%, (c) 4%, (d) 6%.
The ODF maps of each sample were consistent with the results of grain orientation. γ fiber texture
was gradually strengthened with the increase of rolling reduction, mainly lied in the increase of
texture intensity of {111}<112>. The reason is that it formed {111}<110> rolling texture along the
rolling direction, and the grain orientation performed as {111}<112> during the transverse rolling
when it was observed along the original rolling direction. The conclusion that {hkl}<110> increased
by a certain strength was not obvious. But it can be seen that although there was no obvious
discipline of α peak changed, the texture distribution on α orientation line is more uniform with the
increase of rolling reduction, and the amount of α texture increased. α texture is mainly caused by
rolling. After transverse rolling, {001}<110> texture formed in the transverse direction, and it also
performed as {001}<110> texture along the original rolling direction, thereby {001}<110> texture
strengthened with the rolling reduction increased. The α texture downward extended along the
orientation line, and the lower position was the larger deviation angle between the transverse
direction and the original rolling direction was, until it move down to {111}<110>, the deviation
angle reached 90°. {111}<110> as the main rolling texture increased along the rolling direction after
cold rolling, but it performed as {111}<112> along the original rolling direction, so {111}<110>
decreased in the original rolling direction, as shown in Table 2 by the measured results.
4. Discussions
In the stretching process, the grains of {hkl} <112> orientation along the stretch direction
continuously turn to {hkl} <110> along the slip plane until the grains of {hkl} <112> absolutely turn
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
342
to {hkl} <110> orientation, and at this time it has reached the deformation limit that the grains can
bear. Meanwhile, the content of {111} <uvw> oriented grains decreased gradually. Thus, in the
transverse pre-stretching process [12], the content of {hkl}<110> and {hkl}<112>grains decreased
and increased respectively along the rolling direction because the stretching and the cold rolling
directions were perpendicular. Also, {111} <uvw> oriented grains were easily to slide and rotate
continuously in the process of stretching, so the texture distributed wider and more uniformly, and
the content of γ fiber decreased.
However, after rolling, both the intensity of α and γ fiber textures increases, that is, both the
{hkl}<110> and the {111}<uvw> textures increases. In this experiment, after transverse rolling (the
rolling direction perpendicular to the original cold rolling direction), the {111} <uvw> texture raised
slightly, the {111} <112> texture raised significantly (caused by the increase of {hkl}<110> texture
along transverse direction), and the {111}<110> texture decreased a little.
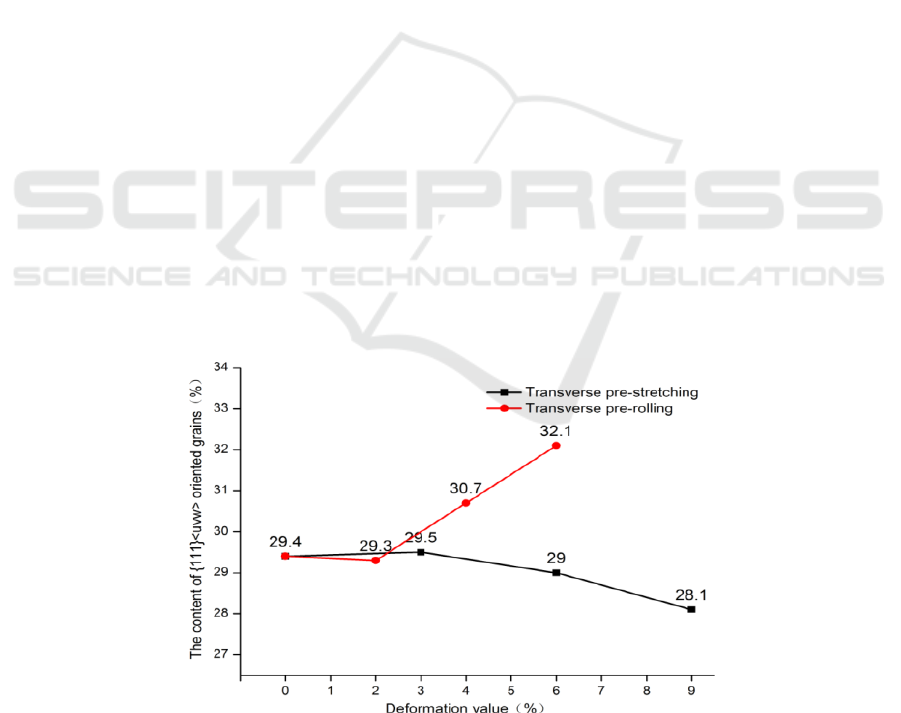
The quantities of {111} <uvw> oriented grains were measured by EBSD. When the deviation
angle was 15°, no matter transverse stretching or transverse rolling, the quantities of the oriented
grains were increased. When the deviation angle was 10°, the quantities of the grains were decreased
and increased after transverse stretching and transverse rolling respectively, as shown in Figure 9.
Transverse stretching make the distribution of the γ texture more uniform in ODF map, that is, the
grains of γ fiber texture gradually shift to other orientations, so the typical {111} oriented grains
decrease. With the increase of deformation, both the γ fiber texture and the deflection angle to the
{111} orientation line changed obviously, the deflection range of main texture component increased
along Φ in ODF map. On the contrary, transverse rolling made the γ texture distribute more compact
along Φ in ODF map, it was more focused on the typical {111} orientation line. In the analysis of
macro texture results by ODF, the texture strengths of 0# and 1# were located in {334}<483> and
{554}<225>, and with the reduction of transverse rolling increased, the texture strengths of 3# had
already moved to the standard position {111}<112> of γ fiber texture. Some studies [11, 14] have
indicated that the two factors mentioned above would enhance the ridging phenomenon of ferritic
stainless steel.
Therefore, it can be seen that the opposite influence on the ridging phenomenon of ferritic
stainless steel by transverse stretching and transvers rolling, is due to that the intensity and strengths’
position of α and γ fiber texture change differently after transverse stretching and transvers rolling.
Figure 9. The content of {111}<uvw> oriented grains in the test site.
Effect of Transverse Pre-Rolling before Drawing on the Anti-Ridging Properties of 17%Cr Ultra-Purified Ferritic Stainless Steel
343

5. Conclusions
Transverse pre-rolling by 2~6% reduction before drawing will enhance the surface riding
phenomenon of 17%Cr ultra-pure ferritic stainless steel, and deteriorate its anti-ridging property. The
conclusions are summarized as follows:
1. The surface grains are refined by transverse pre-rolling, but the morphology of the central layer
grains is less affected. Also, the increases of the width of <uvw> {111} grain clusters do not lead to
deflection of the grain clusters by transverse pre-rolling.
2. EBSD and XRD analysis revealed that the content of α fiber texture and γ fiber texture were
respectively increased slightly and obviously by transverse pre-rolling. Furthermore, the γ texture
distribution, assembled along Φ in ODF map, is more focused on the typical {111} orientation line.
Those results produced by transverse rolling is greatly different from transverse stretching process,
which formed more dispersive γ texture and made the strengths of texture deviate from the typical
{111} orientation line of γ texture. In conclusion, the anti-ridging property of the experimental plate
was reduced under the united effect of these textures.
Acknowledgements
Project supported by National Key Technology Research and Development Program of the Ministry
of Science and Technology of China during the Twelfth Five-Year Plan Period(2015AA03A502)
References
[1] Li X B 2006 J. Plasticity Eng. 3 35
[2] Chen P D, Zhang Z F, Ma Z W, Wang H X 2011 J. Univ. Sci. Technol. B. S1 46
[3] Costa Viana C S D, Pinto A L, Candido F S 2006 Mater. Sci. Technol. 22(3) 293
[4] Wright R N 1972 Metall. Trans. 3(1) 83
[5] Lefebvre G 2014 Electronic Theses and Dissertations (ETDs) 9 306
[6] Chao H C 1967 Trans. Am. Soc. Met. 60(1) 37
[7] Takechi H, Kato H, Sunami T 1967 Trans. Jpn. I. Met. 8(4) 233
[8] Brochu M, Yokota T, Satoh S 1997 Isij Int. 37(9) 872
[9] Gao F, Liu Z, Liu H 2013
J. Alloys Compd. 567(31) 141
[10] Gao F, Liu Z, Liu H 2013 Mater. Character. 75(1) 93
[11] Huh M Y, Engler O 2001 Mater. Sci. Eng. A 308(1-2) 74
[12] Xiong Q, Chen Y L, Li J Y 2015 Chin. J. Eng. 9 1149
[13] Engler O, Huh M Y, ToméC N 2005 Metall. Mater. Trans. A 36(11) 3127
[14] Zhang C, Liu Z, Wang G 2011 J. Mater. Process. Technol. 211(6) 1051
IWMCE 2018 - International Workshop on Materials, Chemistry and Engineering
344
