
Safe PLC Controller Implementation IEC 61131-3 Compliant based
on a Simple SAT Solver:
Application to Manufacturing Systems
Romain Pichard, Alexandre Philippot and Bernard Riera
CReSTIC (EA3804), University of Reims Champagne Ardenne Moulin de la Housse,
BP 1039, 51687 Reims CEDEX 2, France
Keywords: Discrete-Event Systems, Safety, Programmable Logic Controllers, Manufacturing Systems, Constraint
Programming.
Abstract: In this study, manufacturing systems are considered as Discrete Event Systems (DES) with logical Inputs
(sensors) and logical Outputs (actuators). In previous work, an original implementation of safe controllers
(using safety logical constraints) for manufacturing systems, based on the use of a CSP (constraint satisfaction
problem) solver, was proposed. However, the proposed solution was not IEC 61131-3 compliant. In other
words, it was not possible to implement it in a PLC (Programmable Logic Controller). In this paper, a proof
of concept IEC 61131-3 compliant has been carried out. To perform this challenge, an original simple CSP -
SAT solver in ST (Structured Text) has been developed and programmed. The algorithm has been tested and
validated by using a M340 Schneider Electric PLC and a box sorting simulated process using the FACTORY
I/O software from the Real Games Company (www.realgames.co). It seems to be the first time that a SAT
solver developed for PLC, is used in real time as a part of a PLC program to get a safe controller.
1 INTRODUCTION
In this work, manufacturing systems are considered
as Discrete Event Systems (DES) (Cassandras et al.,
1999) with logical Inputs (sensors) and logical
Outputs (actuators). The proposed approach for
control synthesis separates the functional control
part from the safety control part. The methodology
is based on the use of safety constraints or guards
placed at the end of the PLC program which act as a
logic filter in order to be robust to control errors.
Safety and functional requirements, separately
defined, provide an intuitive and natural way to
represent the safety constraints as well as a means to
simplify the definition of functional aspects
(Zaytoon and Riera, 2017). The safety requirements
are expressed as logic functions to set/reset the PLC
outputs. These logic functions should be formally
checked offline to verify their sufficiency (Marangé
et al., 2010) and their consistency (Pichard et al.,
2017). However, this approach cannot guarantee
deadlock-freeness. Furthermore, since the safety
aspects have priority over the functional aspects, the
execution of the resulting PLC program may not be
compliant to the functional specifications when they
violate the safety constraints (Pichard et al., 2018).
In a previous paper (Pichard et al., 2016), an
original implementation of this safe control
synthesis approach based on the use of a CSP
(Constraint Satisfaction Problem) solver was
proposed. The principle consisted of, at each scan
time, to get all outputs vectors respecting the set of
safety constraints and to select the closest, in the
sense of Hamming distance, from the functional
outputs vector. The proof of concept was performed
using a soft PLC developed in Python, which was
not IEC 61131-3 standard compliant.
In this paper, we propose a PLC implementation
IEC 61131-3 compliant. It is based on the
development, of a simple CSP solver in ST
(Structured Text). This work introduces the
possibility to control manufacturing systems by
constraint programming.
The first part of the paper is dedicated to the
concept of Boolean guards for safe PLC program. In
the second part, the definition and mathematical
formalism used for the safety guards are detailed
then, it is shown that the problem is a SAT problem
Pichard, R., Philippot, A. and Riera, B.
Safe PLC Controller Implementation IEC 61131-3 Compliant based on a Simple SAT Solver: Application to Manufacturing Systems.
DOI: 10.5220/0006885502310239
In Proceedings of the 15th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2018) - Volume 1, pages 231-239
ISBN: 978-989-758-321-6
Copyright © 2018 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
231
(SATisfiability). The third part presents the SAT
solver algorithm developed for PLC. At last, an
experimental platform using a real PLC and a virtual
plant (sorting system) is used to validate the
approach.
It seems to be the first time that a SAT solver
algorithm developed for PLC, is used in real time as
a part of a PLC program to get a safe controller.
2 BOOLEAN GUARDS FOR SAFE
PLC PROGRAM
Since a PLC is a dedicated controller it will only
process this one program over and over again. One
cycle through the program is called a scan time and
involves reading the inputs (I) from the other
modules (input scan), executing the logic based on
these inputs (logic scan) and then updated the
outputs (O) accordingly (output scan). The memory
in the CPU stores the program while also holding the
status of the I/O and providing a means to store
values. A controller at each PLC scan time has to
compute the outputs values (controllable variables)
based on inputs (uncontrollable variables) and
internal memories. The use of a memory map
enables to guarantee that all the calculations are
performed with inputs values which are not
modified during a PLC scan time. Outputs update is
performed with the last outputs calculation in the
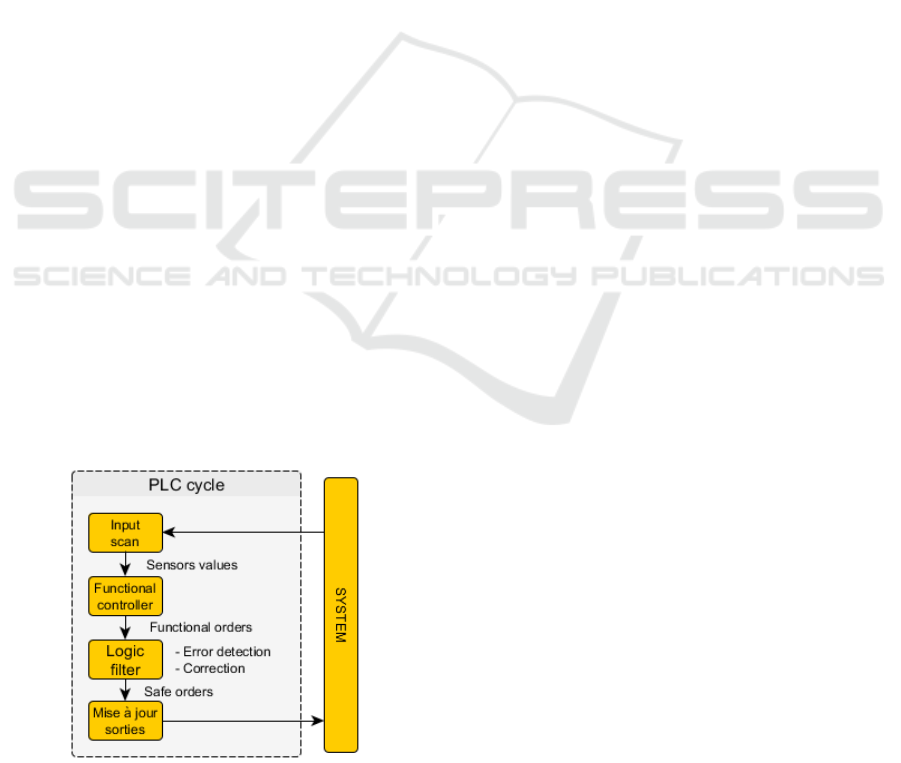
PLC program. These three basic stages of operations
(input scan, logic solve and output scan) are
repeated at each scan time.
The idea proposed by (Marangé et al., 2010) is
to place a logic filter between the logic solve and the
output scan. The goal of this filter is to detect and
compensate control errors (Figure 1).
Figure 1: Principle of the logic filter.
Three use cases can be thought of doing with the
logic filter: safe blocking, supervisor, and controller
(Riera et al., 2015). In the first case, when a safety
constraint is violated, the controller is frozen in a safe
state which is supposed known. The supervisory
approach consists in correcting the control errors
without blocking the controller. This enables for
instance to safe existing PLC program without
changing the code. The controller approach is similar
to the supervisor approach. The main difference is
that in the design of the controller, it is taken into
account by the designer that the safety part is
managed by the safety constraints. Hence, there is a
separation between functional and safety aspects of
the controller. In addition, even if the functional part
is badly defined, the system remains safe (Riera et al.,
2015). Contrary to the supervisor approach, the fact
to violate a safety constraint can be seen as normal
behavior of the controller. This last approach
modifies the way to design a PLC program but
presents several advantages (tasks synchronization,
management of running modes, connection to a
Manufacturing Execution System …). However,
control design based on logical constraints involves 2
main difficulties:
1) Constraints definition and validation which
are not always easy to manage. We suppose in
this paper that the designer has got a correct
set of safety constraints.
2) The proposal of a control algorithm which
defines, when one or several constraints are
violated, a safe outputs vector compliant with
all the safety constraints.
We have already proposed several algorithms to
compute at each PLC scan time a safe outputs vector
(Pichard et al., 2016, Pichard et al., 2018). One of
them is based on CSP to perform the detection and the
correction stages. The main advantage of this
approach is that it is not necessary to define priority
between outputs when a constraint is violated.
However, this approach has not yet been
implemented and tested with a PLC.
3 BOOLEAN SAFETY
CONSTRAINTS FORMALISM
The notations used in this paper are based on the
Boolean algebra and PLC programming. 0 means
False and 1 means True.
Σ and Π are respectively the
logical sum (OR) and the logical product (AND) of
logical variables.
ΣΠ is a logical polynomial (sum of
ICINCO 2018 - 15th International Conference on Informatics in Control, Automation and Robotics
232

products expression also called SIGMA-PI). “.”, “+”,
“⊕” “‾‾” are respectively the logical operators
AND, OR, XOR and NOT. t is the current scan time
(from PLC point of view), t-1 is the previous PLC
scan time. o
k
= o
k
(t) is the logical variable
corresponding to the k
th
variables at the t
th
PLC scan
time. Outputs at t are considered as the one and only
variables that can be controlled (write variables) at
each PLC scan time. All other PLC variables
(inputs, previous outputs…) are uncontrollable
(read-only variables). O is the set of output variables
at t. Y is the set of uncontrollable variables at t, t-1,
t-2… N
o
is the PLC Boolean outputs number. N
CSs
is the Simple Safety Constraints number. N
CSc
is the
Combined Safety Constraints number.
The proposed methodology to design safe
controllers is based on the use of logical safety
constraints, which act as logical guards placed at the
end of the PLC program, and forbid sending unsafe
control to the plant (Marangé et al., 2010). The set
of safety constraints (or guards) acts as a control
filter. Some guards involve a single output at time t
(called simple safety constraints CSs), other
constraints involve several outputs at time t
(combined safety constraints CSc). Safety
constraints are not always depending only on PLC
inputs at t. It may be necessary to define
supplementary uncontrollable variables called
observers. Observers are memories enabling to get a
combinatory constraint.
In this approach, it is assumed that the safety
constraints can always be represented as a monomial
and depend on the inputs (at time t, t-1, t-2…),
outputs (at time t, t-1, t-2…) and observers
(depending ideally on only inputs (at time t, t-1, t-
2…). In the initial methodology (Marangé et al.
2010), the control filter is validated offline by
model-checking (Behrmann et al., 2002) and stops
the process in a safe state if a safety constraint (CSs
and CSc) is violated.
In this paper, CSs and CSc are represented
(equations (1) and (2)) as logical monomial
functions (
Π, logical products of variables but not
necessarily minterms) which have always to be
False at the end of each PLC scan time, before
updating the outputs, in order to guarantee the
safety. It is important to note that each CSs depends
only on one controllable variable (output:
o
k
) at time
t and that each CSc depends on several controllable
variables (outputs:
o
k
,
o
l
,
…) at time t.
∀m ∈
1,N
,∃!k∈
1,N
/ CSs
=
∏
(o
,Y)
(1)
∀ ∈
1,N
,
∃!
(
,,…
)
∈
1,N
≠ ≠ ⋯/
=
∏(
,
,…,Y
)
(2)
To guarantee the safety, CSs and CSc must be
False (=0) in the PLC program before updating
outputs, the logical sum of safety constraints
computed with all o
k
has to be False (equation 3). It
is the detection function of the logic filter. A PLC
program can be considered as safe if, for the outputs
vector
(
,…,
,…,
)
, equation (3) is verified
before output scan.
∑
+
∑
=
0 (3)
There are only 2 exclusive forms of simple safety
constraints (CSs) because they are expressed as a
monomial function, and they only involve a single
output at time t (equation (4)):
∀ ∈
1,N
,∃!∈
1,N
/
=
∙ℎ
(
Y
)
+
∙ℎ
(Y)
with ℎ
(
Y
)
⊕ℎ
(
Y
)
=1 (4)
These simple safety constraints (CSs) express the
fact that if ℎ
(Y), which is a monomial (product)
function of only uncontrollable variables at t, is True,
o
k
must be necessarily False in order to keep the
constraints equal to 0. If ℎ
(Y) is True, o
k
must be
necessarily True. In addition, it is not possible to have
ℎ
(Y) and ℎ
(Y) true simultaneously. For each
output, it is possible to write equation (5)
corresponding to a logical OR of all simple safety
constraints.
∑
=
∑
(
,
)
(5)
(
,Y
)
is a logical ΣΠ function independent of
the other outputs at t because only CSs are considered.
(
,Y
)
can be developed in equation (6) where
and
are polynomial functions (sum of products,
ΣΠ) of uncontrollable (read-only) variables.
Equation (6) has always to be False because all
simple safety constraints must be False at the end of
each PLC scan time. To simplify equations, a logical
function can be represented by a logical variable
having the same name.
(
,
)
=
∙
(
)
+
∙
(
)
=
(
,
)
=
∙
+
∙
(6)
Safe PLC Controller Implementation IEC 61131-3 Compliant based on a Simple SAT Solver: Application to Manufacturing Systems
233

From equations (5) and (6), it is possible to write
equation (7).
CSs
=o
∙f
(
Y
)
+o
∙f
(
Y
)
CSs
=
(
o
∙f
+o
∙f
)
=
(7)
The outputs vector can be considered as safe at the
end of the PLC scan time if equation (8) is checked.
∑
+
∑
=
0 (8)
One can notice that we have got a set of safety
constraints and a formalism which is compliant with
a constraints satisfaction problem (CSP) to find a safe
outputs vector. To be more precise, it is a Boolean
satisfiability problem (sometimes called
propositional satisfiability problem and abbreviated
as SATISFIABILITY or SAT (Vizel et al., 2015)).
The problem consists of determining if there exists an
interpretation that satisfies a given Boolean formula.
In other words, it asks whether the variables of a
given Boolean formula can be consistently replaced
by the values True or False in such a way that the
formula evaluates to True. If this is the case, the
formula is called satisfiable. On the other hand, if no
such assignment exists, the function expressed by the
formula is False for all possible variable assignments
and the formula is unsatisfiable. For example, the
formula "NOT a AND NOT b" is satisfiable because
one can find the values a = False and b = False, which
make (NOT a AND NOT b) = TRUE. In contrast, "b
AND NOT b" is unsatisfiable.
4 SAFE PLC CONTROLLER
BASED ON A SIMPLE SAT
SOLVER
CSP are mathematical problems defined as a set of
objects whose state must satisfy a number of
constraints or limitations (Hooker, 2000) (Krzysztof,
2003) (Tsang, 1993). CSP represent the entities in a
problem as a homogeneous collection of finite
constraints over variables, which is solved by
constraint satisfaction methods. CSP are the subject
of intense research in both artificial intelligence and
operations research, since the regularity in their
formulation provides a common basis to analyze and
to solve problems of many seemingly unrelated
families. CSP often exhibit high complexity,
requiring a combination of heuristics and
combinatorial search methods to be solved in a
reasonable time. Formally, in this work, a constraint
satisfaction problem is defined as a triple:
=
,…,
is the set of outputs variables,
=
,
is a set of the respective
domains of values,
=
,…,
,
,…,
=
,…,
is the set of simple safety
constraints and combined safety constraints.
Each variable
o
i
can take a value in the nonempty
domain
,
. Every constraint Cr
k
is, in
turn, a pair
〈
,
〉
where
⊂ is a subset of k
variables and R
j
is an k-ary relation on the
corresponding subset of domains
,
. An
evaluation of the variables o is a function from a
subset of variables to a particular set of values in the
corresponding subset of domains. An evaluation v
satisfies
〈
,
〉
if the values assigned to the variables
satisfies the relation R
j
. An evaluation is consistent
if it does not violate any of the constraints. An
evaluation is complete if it includes all variables. An
evaluation is a solution if it is consistent and
complete.
A CSP solver, at each PLC scan time, can supply
all the safe output vectors based on the safety
constraints. From these, in our approach, we select the
first one which is the closest from the functional
output vectors. For that, the Hamming distance is
used. In information theory, the Hamming distance
between two strings of equal length is the number of
positions at which the corresponding symbols are
different. In another way, it measures the minimum
number of substitutions required to change one string
into the other, or the minimum number of errors that
could have transformed one string into the other. This
heuristic is simple and seems appropriate. Indeed, if
the Hamming distance is null, this means that the
functional outputs vector is safe and can be updated.
If the Hamming distance is different from 0, this
means that the functional outputs vector is not safe.
One can suppose that the functional part of the
controller performed by the expert is not out of sense.
Hence, selecting the safe outputs vector which has got
the smallest Hamming distance from the functional
one enables to select the closest outputs vector has got
the maximum chance to achieve the production (i.e.
functional) goals. Of course, that will work if the
functional part of the controller is partially correctly
designed. However, whatever the functional part
(even if it is really badly designed), the system will
remain safe.
ICINCO 2018 - 15th International Conference on Informatics in Control, Automation and Robotics
234

5 IMPLEMENTATION IN A PLC
Today, PLC does not include CSP solver. In a
previous paper (Pichard et al., 2016), a soft PLC in
IronPython was used to preliminary test the idea and
to get a proof of concept. We used the package
“logilab-constraint”, an open source constraint solver
written in pure Python with constraint propagation
algorithms. The proposed control algorithm
calculated at each scan all the safe outputs vectors and
selects the one with the minimum Hamming distance
compared to the Functional Output Vector (FOV).
The control algorithm based on CSP has been
implemented successfully, with no problem of time
calculation. However, it is important to test the
concept with real PLC. For that, it is necessary to
develop a SAT solver in ST (Structured Text)
compliant with the IEC 61131-3. This development
seems possible because the structure of the safety
constraints is known and simple (monomial),
moreover only 1 solution is required. In addition,
because of the structure of manufacturing systems
(subsystems interconnected), the number of CSc
violated at each PLC scan time is low. In this paper,
we propose a simple SAT solver algorithm which can
be implemented easily in ST, whatever the PLC brand
in order to satisfy the Boolean safety constraints
problem.
5.1 The Proposed Hamming-based
SAT Solver
Classical SAT solver algorithm is based on recursive
functions. However, it is not possible to perform a
recursive program in a PLC by using languages from
IEC 61131-3 standard. In addition, it is necessary to
avoid to trigger the PLC watchdog.
The objective of the proposed SAT solver algorithm
(Algorithm 1) is to test, at each PLC scan time, the
functional outputs vector (array FOV) given by the
PLC program (cf. Figure 1). If at least 1 constraint is
violated by FOV, new values of actuators must be
computed (array solution). The sensors values and
internal variables values are grouped in vector I, this
vector is given as entry of the algorithm to compute
the constraints values.
The main idea of the proposed algorithm is to find the
closest values to FOV values (i.e. changing minimum
values’ number of FOV). This is carried out by using
the Hamming distance. Indeed, all the possible
vectors with an increasing Hamming distance are
computed, then as soon as a vector solved every
constraint, this vector is used as the solution and
applied to the outputs values.
In order to improve the algorithm efficiency, 2
vectors are tested simultaneously: the closest
(minimum Hamming distance) and the farthest
(maximum Hamming distance). The farthest is
computed by complementing the closest’s values. If
the closest solved the problem, the algorithm is
stopped and the closest is used as the solution. Else,
if the farthest solved the constraints, it is memorized.
With this approach, the computation time is almost
divided by 2. At last, if no closest vector has solved
the constraints, the latest farthest vector is used as the
solution. Indeed, the last memorized farthest vector
has the minimum hamming distance.
Algorithm 1: Hamming-based SAT solver algorithm.
function HammingFilter(Boolean[] FOV, Boolean[] I)
Compute the values of FS0 and FS1;
solution := Initialize the solution vector by applying the FS to
the vector FOV;
Test the CSc with solution
If CSc are not solved
index := Find the index of the free actuators
For k = 1 to dim(index)/2
closest := Compute the first closest k-subset
Test the CSc with closest
If CSc are not solved
farthest := Compute the first farthest k-subset by
inversing closest
Test the CSc farthest
farthestSolution := Store the farthest if it solved the
CSc
Repeat
If a new k-subset exists
closest := Compute the next closest k-subset
Test the CSc with closest
If CSc are not solved
farthest := Compute the next farthest k-
subset by inversing closest
Test the CSc with farthest
farthestSolution := Store the farthest if it
solved the CSc
endif
Until the problem is solved or all the k-subset
are tested
endif
If closest solved the CSc
solution := closest //Use closest as solution
exit
endif
endfor
If the closest doesn't solve the CSc
If the farthest solved the CSc
solution := farthest //Use farthest as solution
Else
solution := Compute the worst case by
complementing the values in FOV of the free variables
endif
endif
endif
return solution
end
Safe PLC Controller Implementation IEC 61131-3 Compliant based on a Simple SAT Solver: Application to Manufacturing Systems
235

We proposed in the next section (section 5.2) an
implementation of the proposed algorithm in
Structured Text language.
5.2 Implementation in ST (Structured
Text, IEC 61131-3)
The implementation respects the algorithm
previously presented. Hence, the algorithm stops as
soon as a solution (array of Boolean: mem) is found.
The entry of the algorithm is vector I (sensors and
internal variables values) and the functional outputs
vector (array FOV). The set and reset functions F0s
and F1s are computed by using the I values. At each
scan time, from the number of output variables (No),
the number of output variables that can be modified
to solve the set of CSc is determined (Noc). This is
done through the subroutine initCSC where the result
(GG) is an array of integers) which indicates outputs
variables implied in violated CSc. An array (tabMot2)
of integers with a size of Noc stores the index of these
output variables. For generating all combinatorial
combinations of tabMot2, incrementing the
Hamming distance, we have adapted an algorithm
found in (Cameron, 1994). For instance, if one
considers a word of 3 bits, corresponding respectively
to 3 output variables that can be changed, the
sequence, where each object is represented by the
array HamMot, will generate in this order:
- Hamming distance of 1: 100, 010, 001
- Hamming distance of 2: 110, 101, 011
- and finally, Hamming distance of 3: 111.
For instance, let’s suppose that No=5 (5 outputs: O0,
O1, O2, O3, O4), Noc =3, with tabMot2[0]=1
(corresponding to O1), tabMot2[1]=3 (corresponding
to O3) and tabMot2[2]=4 (corresponding to O4). If
HamMot[0]=0, HamMot[1]=1 and HamMot[2]=1,
this means that the solution inverting O3 and O4 is
going to be tested. In addition, in this case
GG[0]=False, GG[1]=True, GG[2]=False,
GG[3]=True and GG[4]=True.
The 2 subroutines test_CSC and calcul_CSC
respectively test if a CSC is violated, and calculate the
CSC. As already noticed, in order to improve the
algorithm performance speed, 2 solutions: k and Noc-
k Hamming distances are calculated (arrays mem and
membis1) at each loop.
FOR k := 0 TO (No-1) DO
mem[k] := NOT F0s[k] AND FOV[k] OR
F1s[k];
membis1[k]:= NOT F0s[k] AND NOT
FOV[k] OR F1s[k];
END_FOR;
tabMot:=mem;
calcul_CSC();
test_CSC();
IF Flag THEN
Flagbis:=TRUE;
initCSC();
Noc := 0;
FOR i := 0 TO (No-1) DO
IF NOT F0s[i] AND NOT F1s[i] and GG[i]
THEN
tabMot2[Noc]:=i;
Noc:=Noc+1;
END_IF;
END_FOR;
maxHam:=Noc;
FOR k := 1 to DIV(Noc,2) do
Flag1:=TRUE;
FOR ii := 0 TO k-1 DO (* First k-subset
*) HamMot[ii]:=TRUE;
END_FOR;
FOR ii := k TO Noc-1 DO
HamMot[ii]:=FALSE;
END_FOR;
FOR i := 0 TO (Noc-1) DO (* test first
k-subset *)
IF HamMot[i] THEN
mem[tabMot2[i]]:=NOT
tabMot[tabMot2[i]];
ELSE
mem[tabMot2[i]]:=tabMot[tabMot2[i]];
END_IF;
END_FOR;
calcul_CSC();
test_CSC();
IF Flag and (maxHam>Noc-k) THEN
FOR i := 0 TO (Noc-1) DO (* test
first k-subset *)
IF HamMot[i] THEN
mem[tabMot2[i]]:=tabMot[tabMot2[i]];
ELSE
mem[tabMot2[i]]:=NOT
tabMot[tabMot2[i]];
END_IF;
END_FOR;
calcul_CSC();
test_CSC(); (* bis*)
IF NOT Flag THEN
Flagbis:=FALSE;
ICINCO 2018 - 15th International Conference on Informatics in Control, Automation and Robotics
236

membis1:=mem;
maxHam:=Noc-k;
Flag:=TRUE;
END_IF;
REPEAT (* Next k-subset *)
cpt := 0;
FOR i:=0 TO Noc-2 DO
IF HamMot[i] THEN
cpt:=cpt+1;
IF NOT HamMot[i+1] THEN EXIT;
END_IF;
END_IF;
END_FOR;
IF i=Noc-1 THEN flag1:=FALSE;
ELSE
HamMot[i]:=FALSE;
HamMot[i+1]:=TRUE;
FOR j := 0 TO i-1 DO
HamMot[j]:=FALSE;
END_FOR;
WHILE (cpt>1) DO
HamMot[cpt-2]:=TRUE;
cpt:=cpt-1;
END_WHILE;
FOR i := 0 TO (Noc-1) DO
IF HamMot[i] THEN
mem[tabMot2[i]]:=
NOT
tabMot[tabMot2[i]];
ELSE
mem[tabMot2[i]]:=
tabMot[tabMot2[i]];
END_IF;
END_FOR;
calcul_CSC();
test_CSC();
IF Flag and (maxHam>Noc-k)
THEN FOR i := 0 TO (Noc-1) DO
IF NOT HamMot[i] THEN
mem[tabMot2[i]]:=
NOT
tabMot[tabMot2[i]];
ELSE
mem[tabMot2[i]]:=
tabMot[tabMot2[i]]; END_IF;
END_FOR;
calcul_CSC();
test_CSC(); (* bis*)
IF NOT Flag THEN
Flagbis:=FALSE;
membis1:=mem;
maxHam:=Noc-k;
Flag:=TRUE;
END_IF;
END_IF;
END_IF;
UNTIL NOT Flag OR NOT Flag1
END_REPEAT;
END_IF;
IF NOT Flag THEN EXIT; END_IF;
END_FOR;
IF Flag THEN
IF NOT Flagbis THEN mem:=membis1;
ELSE
FOR i:= 0 TO (Noc-1) DO
mem[tabMot2[i]]:=NOT
tabMot[tabMot2[i]];
END_FOR;
calcul_CSC();
test_CSC();
IF Flag THEN
FOR i := 0 TO (No-1) DO
mem[i] := NOT F0s[i] AND F1s[i];
END_FOR;
END_IF;
END_IF;
END_IF;
END_IF;
(* update outputs with mem*)
Figure 2: simple SAT solver in ST.
The control algorithm has been implemented in a real
PLC and tested by the mean of a virtual system from
the software FACTORY I/O
5.3 Sorting System Application
FACTORY I/O (https://factoryio.com/) is a new
generation of 3D factory simulation for learning
automation technologies. It integrates most of the
features described in the paper “Virtual systems to
train and assist control applications in future
factories” (Riera and Vigario, 2013). Designed to be
easy to use, it allows to quickly build a virtual factory
using a selection of common industrial parts.
FACTORY I/O also includes many scenes inspired
by typical industrial applications ranging from
beginner to advanced difficulty levels. We propose in
this paper to use the same benchmark as in the
previous paper (Pichard et al., 2016): the sorting
system. The main goal of the “sorting system” is to
transport and sort cardboard boxes by height using a
turntable (Figure 3).
Safe PLC Controller Implementation IEC 61131-3 Compliant based on a Simple SAT Solver: Application to Manufacturing Systems
237

Figure 3: Sorting system from FACTORY I/O.
The descriptions of sensors, actuators and safety
constraints used for this example are presented in the
previous paper (Pichard et al., 2016).
The control algorithm based on CSP has been
successfully implemented in a real M340 PLC. The
connection between the PLC and FACTORY I/O is
performed using USB I/O DAQ (cf. Figure 4). With
this device, the PLC does not see difference between
real and virtual plant.
We did not have any problem with time
calculation and a scan time of 5 ms was respected for
the PLC. In this example, with the functional part of
the controller, the maximum Hamming distance is 2,
and the time to execute the SAT solver algorithm is
always less than 1 ms.
Figure 4: Experimental platform with M340 PLC,
FACTORY I/O and USB DAQ Advantech 4750.
6 CONCLUSION
This paper has proposed an implementation of a safe
control synthesis method based on the use of safety
guards (represented as a set of logical constraints
which can be simple or combined) with a SAT solver
developed in ST (Structured Text) compliant with the
IEC 61131-3 standard for PLC. This approach to PLC
programming makes safety a priority and allows for a
controller to create a safe environment where
functional and safety aspects are clearly separated.
The algorithm has been successfully tested with a real
M340 PLC and a virtual sorting system. The
controller code is efficient. However, even if the
controller is safe, it is not deterministic and it has to
be proved that the minimum Hamming distance
compared to the functional output vector is suitable in
the sense of the specification of the functional control.
It seems to be the first time that, a controller based on
the use in real time of a SAT solver, is implemented
in a real PLC. Even if the idea of using a SAT solver
in a PLC presents several advantages, the proposed
control methodology is very different from the
“traditional” way to design controllers of the
automated production system. However, it seems
interesting to the control of cyber physical systems
(CPS) in the framework of Industry 4.0.
REFERENCES
Behrmann, G., Bengtsson, J., David, A., Larsen, K.-G.,
Pettersson, P., Yi, W., 2002. Uppaal implementation
secrets. 7th International Symposium on Formal
Techniques in Real-Time and Fault Tolerant Systems.
In Springer, Verlag London, UK 2002: 3-22.
Cameron, P. J. Combinatorics: Topics, Techniques,
Algorithms. Cambridge University Press, 1994
(reprinted 1996). ISBN 0521457610.
Cassandras C. G., Lafortune S. (1999). Introduction to
discrete event systems. Boston, MA: Kluwer Academic
Publishers.
Hooker J (2000). Logic-Based Methods for Optimization -
Combining Optimization and Constraint Satisfaction.
Wiley-Interscience series in discrete mathematics and
optimization. John Wiley and Sons, 2000.
IEC INTERNATIONAL STANDARD 61131-3 (2003).
Programmable controllers – Part 3: Programming
languages. Reference number CEI/IEC 61131-3: 2003.
Krzysztof A. (2003). Principles of Constraint
Programming. Cambridge University Press, ISBN:
0521825830, New York, NY, USA.
Marangé P., Benlorhfar R., Gellot F., Riera B. (2010).
Prevention of human control errors by robust filter for
manufacturing system, 11th IFAC/IFIP/IFORS/IEA
Symposium on Analysis, Design, and Evaluation of
Human-Machine Systems, Valenciennes, France.
Pichard, R., Rabah, N. B., Carre-Menetrier, V., & Riera, B.
(2016). CSP solver for Safe PLC Controller:
Application to manufacturing systems. IFAC-
PapersOnLine, 49(12), 402-407.
Pichard, R., Philippot, A., & Riera, B. (2017). Consistency
Checking of Safety Constraints for Manufacturing
Systems with Graph Analysis. IFAC-PapersOnLine,
50(1), 1193-1198.
Pichard, R., Philippot, A., Saddem, R., & Riera, B. (2018).
Safety of Manufacturing Systems Controllers by
Logical Constraints with Safety Filter. IEEE
Transactions on Control Systems Technology.
Riera B., Philippot A., Coupat R., Gellot F., Annebicque D.
(2015). A non-intrusive method to make safe existing
ICINCO 2018 - 15th International Conference on Informatics in Control, Automation and Robotics
238

PLC Program, 9th IFAC Symposium on Fault
Detection, Supervision and Safety for Technical
Processes (SAFEPROCESS'15), Paris, France,
September 2015.
Riera, B. Vigario, B (2013). Virtual Systems to Train and
Assist Control Applications in Future Factories. IFAC
Analysis, Design, and Evaluation of Human-Machine
Systems, Volume # 12 | Part# 1, pp 76-81, Elsevier, Las
Vegas, 2013.
Tsang E. P. K. (1993). Foundations of Constraints
Satisfaction, Academic Press Limited, UK, 1993.
Vizel, Y., Weissenbacher, G., Malik, S. (2015). Boolean
Satisfiability Solvers and Their Applications in Model
Checking. Proceedings of the IEEE 103 (11).
doi:10.1109/JPROC.2015.2455034.
Zaytoon, J. and Riera, B. Synthesis and implementation of
logic controllers – A review. Annual Reviews in
Control, Volume 43, 2017, Pages 152-168, 2017.
Safe PLC Controller Implementation IEC 61131-3 Compliant based on a Simple SAT Solver: Application to Manufacturing Systems
239
