
A Pooling Strategy for Flexible Repair Shop Designs
Hasan H
¨
useyin Turan
1
, Shaligram Pokharel
2
, Andrei Sleptchenko
3
,
Tarek Y ElMekkawy
2
and Maryam Al-Khatib
2
1
School of Engineering and Information Technology, University of New South Wales, Canberra, Australia
2
Department of Mechanical and Industrial Engineering, College of Engineering Qatar University, Doha, Qatar
3
Department of Industrial and Systems Engineering, Khalifa University of Science and Technology, Abu Dhabi, U.A.E.
Keywords:
Spare Part Logistics, Repair Shop, Pooling, Heuristic.
Abstract:
We discuss the design problem of a repair shop in a single echelon repairable multi-item spare parts supply
system. The repair shop consists of several parallel multi-skilled servers, and storage facilities for the repaired
items. The effectiveness of repair shops and the total cost of a spare part supply system depend highly on
the design of repair facility and the management of inventory levels of the spare parts. In this paper, we
concentrate on a design scheme known as pooling. A repair shop can be considered as a pooled structure if the
spare parts can be divided into clusters such that each part type is unambiguously assigned to a single cluster
(cell). Nonetheless, it is both an important and tough combinatorial optimization question to determine which
type of spares to pool together. We propose a sequential solution heuristic to find the best pooled design by
considering inventory allocation and capacity level designation of the repair shop. The numerical experiments
show that the suggested solution approach has a reasonable algorithm run time and yields considerable cost
reductions.
1 INTRODUCTION
Maintenance costs can constitute up to 60% of the
production costs of manufacturing firms (Keizer et al.,
2016). Therefore, thoughtful planning of mainte-
nance operations not only leads to a decrease in the
total cost but also significant improvements in the reli-
ability of systems (L
´
opez-Santana et al., 2016). Main-
tenance planning includes the determination of the
maintenance strategy, time interval between mainte-
nance operations, and quantity and quality of main-
tenance resources such as technicians, supplies and
spare parts (Duffuaa, 2000). In this paper, the correc-
tive maintenance of high-valued assets in particular
decisions regarding the amount of spare part inven-
tory, capacity and design of repair facilities are ana-
lyzed.
The dominant inventory model for repairable
spare part is called METRIC (Multi-Echelon Tech-
nique for Recoverable Item Control), developed by
Sherbrooke (1968). The METRIC based models as-
sume that the repair capacity is infinite. This assump-
tion may not be appropriate in most industrial set-
tings. Thus, some researchers have relaxed ample re-
pair capacity assumption (Diaz and Fu, 1997; Rap-
pold and Van Roo, 2009; Sleptchenko et al., 2003;
Srivathsan and Viswanathan, 2017).
The performance of repairable spare part system
also depends on the design of the repair facility. There
exist several different design alternatives for repair
shops. The two extreme situations are the dedi-
cated (no cross-training) and fully flexible (full cross-
training) designs. In a dedicated design, each clus-
ter of servers is responsible for repairing a specific
spare part type. On the other hand, in a fully flexi-
ble architecture all of the servers are merged into a
single cluster that serves all of the failed parts. Nev-
ertheless, in many real-life situations, cross-training
all servers to handle all failed item types may not be
feasible due to cost and/or quality penalties arising
from cross-training and/or scarcity of servers capable
of handling all of the item types (Tekin et al., 2009;
Qin et al., 2015).
Pooling is an intermediate level design between
the dedicated and fully flexible systems. Pooling
means clustering of repairable items in the repair shop
by using some measure of similarity. In other words,
a repair shop has a pooled structure if the spare parts
272
Turan, H., Pokharel, S., Sleptchenko, A., Elmekkawy, T. and Al-Khatib, M.
A Pooling Strategy for Flexible Repair Shop Designs.
DOI: 10.5220/0006632502720278
In Proceedings of the 7th International Conference on Operations Research and Enterprise Systems (ICORES 2018), pages 272-278
ISBN: 978-989-758-285-1
Copyright © 2018 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

can be divided into clusters such that each part type
is unambiguously assigned to a single cluster (cell).
Nonetheless, it is both an important and tough com-
binatorial optimization question to determine as to
which type of spares to pool together.
Even though pooling of resources are extensively
studied, to the best of our knowledge, no results
have been presented on pooled repair shops designs
in spare part supply systems integrated with capac-
ity decision. Thus, this study will contribute to the
current literature by addressing following fundamen-
tal issues: (i) how many clusters to pool; (ii) which
spare part types to pool together, and; (iii) how to as-
sign servers (capacity) to each cluster.
The rest of the paper is organized as follows. In
Section 2, problem definition and the mathematical
model are presented. The solution algorithm for the
proposed model is discussed in Section 3. Section 4
provides a computational study under different sce-
narios and input settings. Conclusions and future re-
search directions are summarized in Section 5.
2 PROBLEM DESCRIPTION AND
FORMULATION
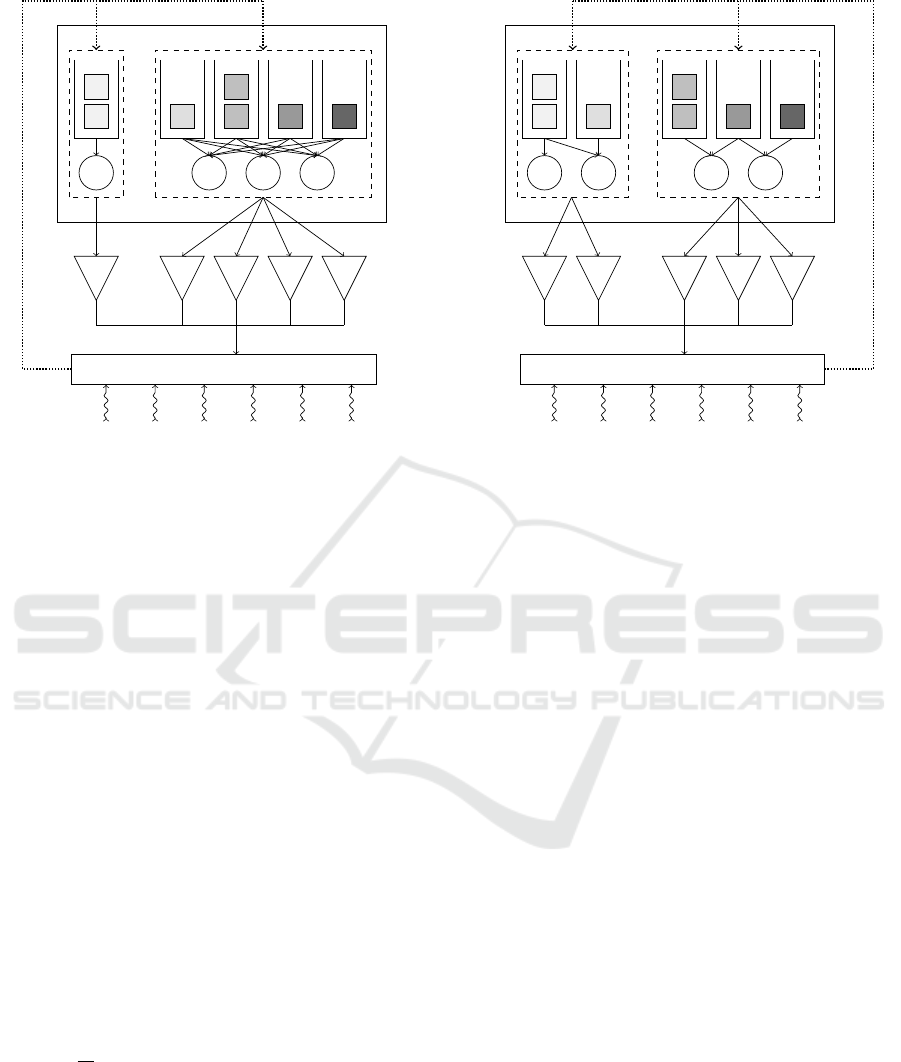
The design problem of a repair shop in a single ech-
elon repairable multi-item spare part supply system
being considered here is illustrated in Figure 1. The
repair shop consists of several parallel multi-skilled
servers, and storage facilities for the repaired items.
Once a failed part received from technical system at
the installed base, it is queued to be served by a suit-
able server with the required skills. At the same time,
if a repaired (as-good-as-new) part is available in the
inventory, it is sent back to the installed base. If the
item is not available in the stock, the request is back-
ordered. In this case, the technical system goes down
and a downtime cost occurs till the requested ready-
for-use part is delivered.
The repair shop may have pooled structure with
one or more cells/clusters or an arbitrary structure. In
Figure 1(a), an example of a pooled repair shop with
five types of failed stock keeping units (SKUs), two
clusters and four servers is shown. The first cluster
has a dedicated server with the ability to serve one
type of SKU. On the other hand, the second clus-
ter is obtained by pooling remaining four SKUs, and
this cluster has three cross-trained servers to serve all
(four) different types of repairables in that cluster. On
the other hand, in Figure 1(b), an arbitrary design is
presented, where the first and the second clusters have
‘N’ and ‘W’ structures, respectively. It is should be
noted that in arbitrary designs, not all of the servers in
a cluster are fully flexible; i.e., some servers are par-
tially cross-trained to repair only a subset of all SKUs
in the cluster. In this paper, we restrict design alterna-
tives limited to only pooled repair shops as in Figure
1(a), and formulate a stochastic mixed-integer mathe-
matical programming model to find the minimum cost
spare part supply system. The sets, parameters and
decision variables for the developed formulations and
solution procedures are presented as follows.
Decision variables:
S
i
: Amount of initial inventory (basestock level)
kept on stock for SKU type i ( i = 1,...,N),
where S = (S
1
,. ..,S
N
).
z
k
: Number of the operational servers in the cluster
k (k = 1,. . .,y), and where Z = (z
1
,. ..,z
y
).
x
ik
: Binary variable indicating that whether
the cluster k has a skill to repair SKU
type i( i = 1, ..., N) or not, where
X
k
= (x
1k
,. ..,x
Nk
)
T
and X = [X
1
|. ..|X
y
].
y: Number of clusters in the repair shop.
Problem parameters:
N: Number of distinct type of repairables (SKUs).
λ
i
Failure rate of SKU type i ( i = 1, . .., N).
µ
i
: Service rate of SKU type i ( i = 1,.. .,N).
h
i
: Inventory holding cost of SKU type i per unit
time per part ( i = 1,. . .,N).
b: Penalty cost for each back ordered demand per
unit time, which is equivalent to paying per unit
time per technical system that is down because
of a lack of spare parts.
f : Operation cost of a server per unit time (e.g.,
annual wage).
c
i
: Cost of having skills to repair SKU type i per
unit time per server (i = 1, ..., N) (e.g., annual
qualification bonus).
ε: Very small positive real number.
The objective function in Eq.(1) has four cost
terms namely server (capacity), cross-training, hold-
ing and backorder costs. Objective function considers
several trade-offs between the cost terms such as the
cost of holding excess inventory and the cost of down-
time, and also the trade-off between the cost of hav-
ing single or several clusters that include dedicated or
cross-trained servers.
min
S, X, Z
y
∑
k=1
f z
k
+
y
∑
k=1
z
k
N
∑
i=1
c
i
x
ik
!
+
N
∑
i=1
h
i
S
i
+ b
N
∑
i=1
EBO
i
[S
i
,X, Z] (1)
The penalty (backorder) cost term is calculated using
the penalty cost b and the expected total number of
backordered parts EBO
i
[S
i
,X, Z] for each SKU type
A Pooling Strategy for Flexible Repair Shop Designs
273
1
1
2 3
3
4 5
Failed Parts
Installed Base
Spare Part
Inventories
Repair Shop
Random Failures of Parts
(a) Pooled Design with Two Clusters
1
1
2 3
3
4 5
Failed Parts
Random Failures of Parts
(b) ‘N’ and ‘W’ Designs inside Two Clusters
Figure 1: A comparative example for single echelon spare part supply systems with different (pooled vs. not pooled) repair
shop designs.
i in the steady-state; under the given initial inventory
level S
i
, pooling scheme of the repair shop X and the
server assignment policy Z. The variable X represents
the (N × y) matrix of the binary decision variables
x
ik
denoting how SKUs are pooled in the repair shop,
and the variable Z represents a (1 × y) row matrix of
integer decision variables z
k
denoting the number of
servers in the each cluster of the repair shop.
Constraints (2) and (4) ensure that pooling scheme
X satisfies mutually exclusive and total exhaustive
condition for each cluster, i.e., any SKU type being
repaired by exactly one cluster. Queues (number of
waiting failed spares) in each cluster have to be in fi-
nite queue length at steady-state to prevent overload-
ing of repair shop. Thus, the stability of system is
guaranteed by constraint (3) and (5) by assigning suf-
ficient number of servers to each cluster. Constraints
between Eqs.(4)-(7) are required for non-negativity
and integrality of the variables.
y
∑
k=1
x
ik
= 1 i = 1, ..., N (2)
N
∑
i=1
x
ik
λ
i
µ
i
≤ z
k
− ε k = 1,.. . ,y (3)
x
ik
∈ {0,1} i = 1, ..., N k = 1,.. .,y (4)
z
k
∈ Z
+
k = 1,.. . ,y (5)
S
i
∈ N
0
i = 1, ..., N (6)
y ∈ {1, ..., N} (7)
For not an overloaded system, the overall utilization
rate of a particular cluster k (
∑
N
i=1
x
ik
λ
i
/µ
i
) must be
strictly smaller than the capacity (total number of
servers in the cluster z
k
) of that cluster, which is en-
sured by the parameter, ε.
3 SOLUTION ALGORITHM
The optimal values of decision variables are searched
sequentially by fixing the values of some decision
variables and optimizing the remaining ones. First,
feasible partitions of SKUs, i.e., pooling policies X
are generated. Afterwards, capacity levels Z and
basestock inventory levels S are optimized under the
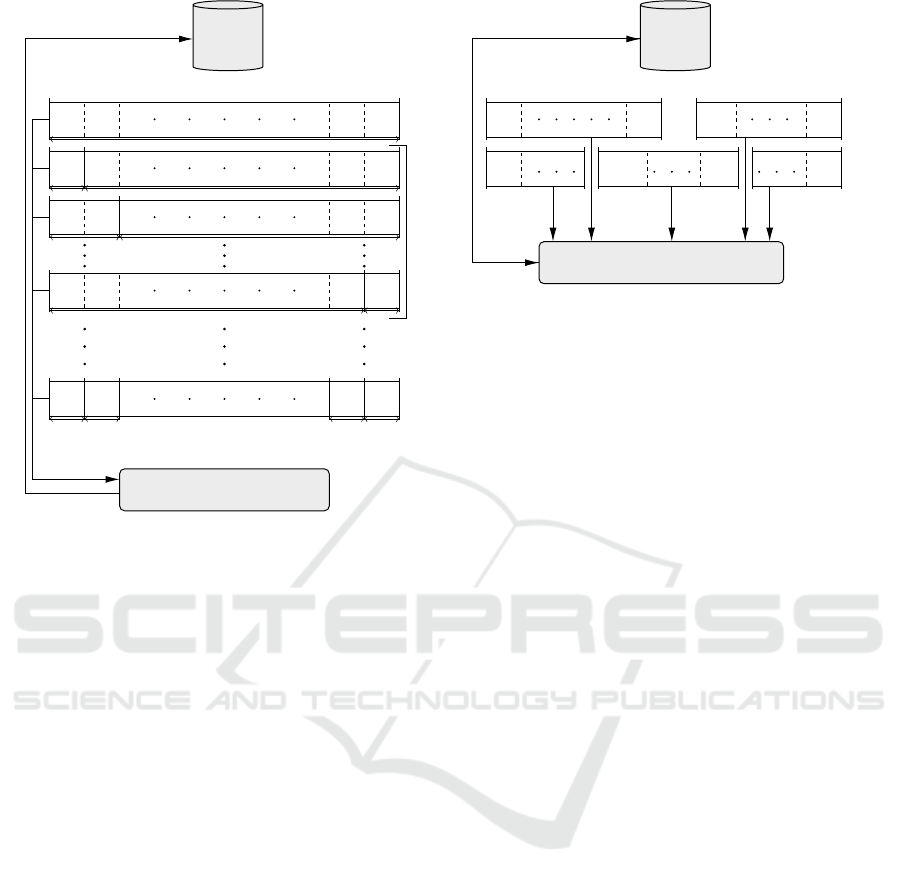
given pooling scheme for each cluster. The visual
flow of the proposed solution heuristic together with
its sub-routines and their interactions with each other
are depicted in Figure 2.
To find partitions of SKUs into clusters, all SKUs
are sorted in ascending order by their service rates µ
i
so that SKUs closer in service rates are likely to be in
the same cluster. This is aimed for decreasing vari-
ations in the service times of SKUs in clusters. De-
crease in the variation of service times usually leads
to decrease in number of failed parts waiting for repair
in the cluster and eventually lowering the number of
backorders and the total cost.
In the next step, sorted list of SKUs is divided into
smaller lists that have a size of n
max
or less. The trade-
off between the run time of algorithm and the output
solution quality has to be taken into account when de-
termining the value of n
max
. We set n
max
as 10 for our
ICORES 2018 - 7th International Conference on Operations Research and Enterprise Systems
274
y := 1
i
1
i
2
i
N −1
i
N
cluster 1
i
1
i
2
i
N −1
i
N
cluster 1 cluster 2
i
1
i
2
i
N −1
i
N
cluster 1 cluster 2
i
1
i
2
i
N −1
i
N
cluster 1 cluster 2
y := N
i
1
i
2
i
N −1
i
N
cluster 1 cluster 2 cluster N-1 cluster N
y := 2
Capacity & Inventory Level
Optimization Modules
Solution
Database
Values of (X, Z, S)
Optimized Costs
Pooling Policy
(X)
Sorted SKU index set
(a) Pooling policy generation and optimization by
BruteForce() function for N ≤ n
max
i
1
i
n
max
i
n
max
+1
i
N
i
1
i
N
i
n
max
−l+1
i
n
max
+r
BruteForce() Function
Solution
Database
Recording optimal
solution
Retrieving
optimal
solution
Sub-Problem 1 Sub-Problem 2
(b) Calling BruteForce() function and generating Sub-Problems
for N > n
max
Figure 2: The proposed sequential solution heuristic.
experimental runs. For the smaller list (N ≤ n
max
),
BruteForce() function is invoked as depicted in Fig-
ure 2(a). BruteForce() takes an array of SKU in-
dexes as an input and slices it into sub-arrays for given
number of clusters y from 1 to the length of the in-
put array. Each slice/sub-array corresponds to a clus-
ter in a pooled repair shop, and each slicing scheme
corresponds to a particular pooling policy X. For the
larger sorted SKU index sets, it is not possible to enu-
merate all slicing schemes with BruteForce() func-
tion. Thus, we divide the problem into sub-problems
that have the maximum size of n
max
or less as in Fig-
ure 2(b) and call BruteForce() for each sub-problem
obtained after division. Then, we generate new sub-
problems by combining the last and the first elements
of adjacent sub-problems. At each iteration, we insert
a new SKU index to newly generated sub-problem till
the size of the problem reaches n
max
.
After the generation of the pooling policy X via
above described heuristic, capacity and inventory
level optimization modules are called. These modules
rely on the fact that for every feasible policy X, each
cluster can be analyzed and optimized separately due
to the clusters being mutually exclusive and indepen-
dent from each other. The decomposition of the re-
pair shop in sub-systems by pooling reduces the com-
plexity of the problem and enables the use of queue-
theoretical approximations to optimize the inventory
and capacity levels. In this direction, each cluster k in
the repair shop for given number of servers can be an-
alyzed as a multi-class multi-server M/M/z
k
queuing
system.
The probability distribution of the number of
failed SKU type i at the steady-state, p
i
(q), is re-
quired to evaluate EBO
i
[S
i
,Z, X]. To calculate the
probability distribution of the number of failed SKU
type i, the approach proposed by Van Harten and
Sleptchenko (2003) is used. Nonetheless, computa-
tional burden arises when number of SKU types and
number of servers increases in the cluster. To over-
come this issue, queuing approximation discussed in
Altiok (1985) and Van Der Heijden et al. (2004) is
used. In this approximation, marginal probability dis-
tribution (and several performance characteristics) of
the SKU type i in the cluster k is derived by aggregat-
ing all other SKUs in the cluster k into a single SKU
type (class). To obtain the remaining distributions for
the other SKUs in the cluster, the procedure is re-
peated. Basically, a multi-class multi-server queuing
system including two-class (two SKUs) is solved for
each SKU in the cluster rather than solving one multi-
class multi-server with larger number (total number of
SKUs in the cluster) of SKUs.
By using the approximated distributions, ˜p
i
(q),
A Pooling Strategy for Flexible Repair Shop Designs
275

the sum of holding and backorder costs h
i
S
i
+
bEBO
i
[S
i
,Z, X] can be minimized by the smallest S
i
for which Eq.(8) holds.
S
i
∑
q=0
˜p
i
(q) ≥
b − h
i
b
i = 1, ..., N (8)
A detailed discussion of capacity and inventory level
optimization modules can be found in Turan et al.
(2017).
4 NUMERICAL STUDY
A full factorial design of experiment (DoE) with 7
factors and 2 levels per factor is used to generate the
testbed with total of 128 test instances (Sleptchenko
et al., 2016). The number of SKUs, N, and the initial
total number of servers, M, are the first two DoE fac-
tors with levels 10 and 20 for the numbers of SKUs,
and 5 and 10 for the initial numbers of servers. The
failure rates and the service rates are generated based
on the system (repair shop) utilization rate with the as-
sumption that all SKUs are processed on all servers,
i.e., a repair shop design with one cluster and fully
flexible servers. The system utilization rate, ρ, is the
third design factor with levels 0.65 and 0.80. For the
chosen utilization rate, we randomly generate two sets
of parameters:
(a) the failure rates λ
i
, such that
∑
N
i=1
λ
i
= 1, and
(b) workload percentages δ
i
, such that
∑
N
i=1
δ
i
= 1.
Using the generated λ
i
and δ
i
, we produce the service
rates µ
i
as µ
i
=
λ
i
δ
i
ρM
, where δ
i
ρM is the total workload
of SKU type i. The pattern of the holding costs, h
i
,
is the fourth design factor with two variants (levels):
(i) IND: completely randomly (independent) within
a range [h
min
,h
max
], and (ii) HPB: hyperbolically re-
lated to the workloads w
i
= λ
i
/µ
i
= δ
i
ρM:
h
i
=
h
max
− h
min
+ 10
9
w
i
−w
min
w
max
−w
min
+ 1
− 10 + h
min
+ ξ
i
where
ξ
i
∈ U[−
h
max
− h
min
20
,
h
max
− h
min
20
],
w
min
= min
i=1,...,N
w
i
and w
max
= max
i=1,...,N
w
i
The parameters of the hyperbolic relation are cho-
sen such that it replicates some of the real-life sce-
narios where more expensive repairables are repaired
less frequently. The minimum holding cost, h
min
, is
the fifth factor with levels 1 and 100. The maximum
holding cost is fixed at 1,000. The server cost, f , and
the skill cost, c
i
, are the last two factors in our DoE.
The server cost levels are set as 10,000 and 100,000
(10h
max
and 100h
max
). The skill cost is assumed as
1% or 10% of the chosen server cost for all SKUs.
The penalty cost, b, is set as fifty-fold of the aver-
age holding cost so that about 98% of requests can be
met from spare stocks. That means the probability of
backorder is only 0.02. The overview of all factors
and levels are presented in Table 1.
Table 1: Problem parameter variants for test bed.
Factors Levels
No. of SKUs (N) [
10, 20
]
No. of Initial servers (M) [
5, 10
]
Utilization Rate (ρ) [
0.65, 0.80
]
Minimum Holding Cost (h
min
) [
1, 100
]
Maximum Holding Cost (h
max
) 1000
Holding cost/Workload relation [
IND, HPB
]
Server Cost ( f ) [
10h
max
, 100h
max
]
Cross-Training Cost (c
i
) [
0.01 f , 0.10 f
]
Penalty Cost (b) 50
∑
N
i=1
λ
i
h
i
∑
N
i=1
λ
i
,
The total system costs found by the proposed
pooling heuristic are compared with the costs ob-
tained from fully flexible (a single cluster where any
SKU can be processed on any server) and dedicated
(where number of clusters equal to number of SKUs)
designs. Table 2 summarizes cost reductions for dif-
ferent problem factors. On an average, the heuristic
that produce only pooled designs can produce ∼45%
and ∼25% savings in comparison with dedicated and
fully flexible designs, respectively. In some extreme
settings, average cost reductions reach to 55% and
43% compared with dedicated and fully flexible sys-
tems, respectively.
Table 2: Average cost reductions by pooling under different
factors.
Factor Levels Dedicated Fully Flexible
Number of SKUs (N)
10 35.19% 22.00%
20 55.65% 28.11%
Number of Initial Servers (M)
5 53.76% 23.43%
10 37.08% 26.68%
Utilization Rate (ρ)
0.65 48.01% 24.30%
0.80 42.83% 25.81%
Minimum Holding Cost (h
min
)
1 45.84% 24.81%
100 45.00% 25.30%
Holding Cost/Work Load Relation
IND 44.42% 24.04%
HPB 46.42% 26.08%
Server Cost ( f )
10h
max
39.95% 22.44%
100h
max
50.89% 27.67%
Cross-Training Cost (c
i
)
0.01 f 50.22% 9.93%
0.1 f 40.62% 40.18%
Average 45.42% 25.06%
The analysis also shows that when the cost of hav-
ing an extra skill is relatively small compared to that
for having an extra server (i.e., the case of cross-
ICORES 2018 - 7th International Conference on Operations Research and Enterprise Systems
276

0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8
·10
4
Pooling Heuristic
Run Time (CPU seconds)
Figure 3: Run time performance of pooling heuristic.
training cost being equivalent 0.01 f ), fully flexible
design is as good as a pooled system. On the other
hand, dedicated and fully flexible systems perform
similarly where there is a high cost of cross-training.
Table 3 shows the average number of servers used,
skills assigned to a server and the percentage of cross-
training per server under different factors and solution
algorithms. The percentage of cross-training is ob-
tained from a ratio of the number of skills allocated
into a server to the total number distinct SKUs, N, in
the system. The dominate factor affecting the num-
ber of servers used is the number of initial servers, M.
This factor sets an average value of the required num-
ber of operational servers to achieve a predetermined
overall utilization rate for the whole system. Thus, we
observe a nearly doubled increase from 5.03 to 9.17
in the average number of operational servers when the
number of initial servers increases from 5 to 10.
Table 3: Capacity and cross-training analysis under differ-
ent factors.
# server # skill %cross
Factor Levels used per server training
Number of SKUs (N)
10 7.03 3.81 38.16
20 7.17 5.58 27.93
Number of Initial Servers (M)
5 5.03 5.24 37.20
10 9.17 4.16 28.89
Utilization Rate (ρ)
0.65 6.51 4.67 32.64
0.80 7.68 4.73 33.45
Minimum Holding Cost (h
min
)
1 7.06 4.69 33.09
100 7.14 4.70 33.00
Holding Cost/Work Load Relation
IND 7.23 4.88 34.17
HPB 6.96 4.51 31.92
Server Cost ( f )
10h
max
7.65 5.06 35.48
100h
max
6.54 4.34 30.61
Cross-Training Cost (c
i
)
0.01 f 6.93 6.06 42.66
0.1 f 7.26 3.33 23.43
Average 7.10 4.70 33.05
At the optimal design, %cross-training per server
fluctuates between 30%-40%, which shows that par-
tial flexibility; i.e., partial cross-training is usually
sufficient for optimal system performance.
All the experiments are implemented on a com-
puter with 16 GB RAM and 2.8 GHz i7 CPU. Fig-
ure 3 shows a boxplot of run time performances for
all cases. The presented heuristic converges quite
fast in most of the cases and provides the final solu-
tion within 5000 cpu seconds with a median run time
of 2000 seconds, which is still acceptable for tacti-
cal/operational levels decisions in real-life spare part
supply systems.
5 CONCLUSIONS
When designing a spare part supply network for re-
pairable parts that balances cost efficiency with ef-
fectiveness, several questions in both strategic and
tactical nature have to be answered. In this article,
the joint problem of resource pooling, inventory al-
location and capacity level designation of the repair
shop is analyzed and a solution heuristic is devel-
oped. Performed extensive numerical experiments
conclude that the pooled designs result in cost savings
of around 45% and 25% in comparison to dedicated
and fully flexible designs, respectively. Besides, we
observe that the optimal repair shop designs can be
achieved by partially cross-training servers.
As further research possibilities, designing new
clustering heuristics or meta-heuristics that will gen-
erate better pooling schemes with less computational
complexity would be invaluable contribution. It
would be also worthwhile to investigate effects of pri-
ority rules by taking into account service rates and
costs characteristics of the SKUs.
ACKNOWLEDGEMENT
This publication was made possible by the NPRP
award [NPRP 7-308-2-128] from the Qatar National
Research Fund (a member of The Qatar Foundation).
The statements made herein are solely the responsi-
bility of the author[s].
REFERENCES
Altiok, T. (1985). On the phase-type approximations of gen-
eral distributions. IIE Transactions, 17(2):110–116.
Diaz, A. and Fu, M. C. (1997). Models for multi-echelon
repairable item inventory systems with limited repair
A Pooling Strategy for Flexible Repair Shop Designs
277

capacity. European Journal of Operational Research,
97(3):480–492.
Duffuaa, S. O. (2000). Mathematical models in main-
tenance planning and scheduling. In Maintenance,
Modeling and Optimization, pages 39–53. Springer.
Keizer, M. C. O., Teunter, R. H., and Veldman, J. (2016).
Clustering condition-based maintenance for systems
with redundancy and economic dependencies. Euro-
pean Journal of Operational Research, 251(2):531–
540.
L
´
opez-Santana, E., Akhavan-Tabatabaei, R., Dieulle, L.,
Labadie, N., and Medaglia, A. L. (2016). On the com-
bined maintenance and routing optimization problem.
Reliability Engineering & System Safety, 145:199–
214.
Qin, R., Nembhard, D. A., and Barnes II, W. L. (2015).
Workforce flexibility in operations management. Sur-
veys in Operations Research and Management Sci-
ence, 20(1):19–33.
Rappold, J. A. and Van Roo, B. D. (2009). Designing multi-
echelon service parts networks with finite repair ca-
pacity. European Journal of Operational Research,
199(3):781–792.
Sherbrooke, C. C. (1968). Metric: A multi-echelon tech-
nique for recoverable item control. Operations Re-
search, 16(1):122–141.
Sleptchenko, A., Turan, H. H., Pokharel, S., and
ElMekkawy, T. Y. (2016). Cross training policies for
repair shops with spare part inventories. submitted for
publication.
Sleptchenko, A., Van der Heijden, M., and Van Harten, A.
(2003). Trade-off between inventory and repair capac-
ity in spare part networks. Journal of the Operational
Research Society, 54(3):263–272.
Srivathsan, S. and Viswanathan, S. (2017). A queueing-
based optimization model for planning inventory of
repaired components in a service center. Computers
& Industrial Engineering, 106:373–385.
Tekin, E., Hopp, W. J., and Van Oyen, M. P. (2009). Pool-
ing strategies for call center agent cross-training. IIE
Transactions, 41(6):546–561.
Turan, H. H., Sleptchenko, A., Pokharel, S., and
ElMekkawy, T. Y. (2017). A clustering-based repair
shop design for repairable spare part supply systems.
submitted for publication.
Van Der Heijden, M., Van Harten, A., and Sleptchenko,
A. (2004). Approximations for markovian multi-class
queues with preemptive priorities. Operations Re-
search Letters, 32(3):273–282.
Van Harten, A. and Sleptchenko, A. (2003). On markovian
multi-class, multi-server queueing. Queueing systems,
43(4):307–328.
ICORES 2018 - 7th International Conference on Operations Research and Enterprise Systems
278
