
Analysis Line Balancing at Moslem Clothing Producer
Case Study: X Convection
Mokh. Adib Sultan, Chairul Furqon and Winda L. Putri
Faculty of Economic and Business Education, Universitas Pendidikan Indonesia, Bandung, Indonesia
{adiebsultan, c_furqon}@upi.edu, windalies@gmail.com
Keywords: Line Balancing, Work station, Productivity, Idle Time, Balance Delay.
Abstract: X Convection is a moslem clothing producer which the production process determined by orders. X
Convection has to increase the output of the production to follow market demand. On the other side, the
convection has limited capacity to supply it. The problem arises due to the imbalance of line production in
the Convection. The aims of line balancing implementation are to understand the current line production, to
understand the advantage of line balancing towards the current line production, and to understand the optimal
labours as to reach target production. Based on the matters, the use of line balancing method is to measure
standard time and arrange flow of production process on each line. The heuristic method is used in this study,
namely Large Candidate Rules, Region Approach, and Ranked Positional Weight. Based on heuristic method,
the highest line efficiency is 65.03% and balance delay 34,97% with the use of Large Candidate Rules (LCR)
approach. The results indicate that
1)
The most optimum of line balancing method is LCR which turns out the
alteration in the number of work stations from 5 to 4 work stations and
2)
the change of labour allocation.
1 INTRODUCTION
X Convection is a private company located in
Cigadung, Bandung. Muslim clothing are produced
by X convection, including dress and koko.
Production system is conducted by orders or known
as made by order. In a month, X convection is able to
produce over 600 pieces which are done by five
workers. To produce one piece of dress, it takes about
two hours through several stages of the production
process for marking, cutting, machine hemming,
sewing, ironing, mounting accessories/pairing of
studs, controling quality (qc), steaming and packing.
In the process, the production process are divided
into five work stations, which are work station 1 for
marking and cutting, work station 2 for machine
hemming 1 and sewing 1, work station 3 for ironing,
sewing 2, and machine hemming 2, work stations 4
for pairing of studs and qc, and work station 5 for
steaming and packing.
In practice, any organization or certain business
are faced particular problems or obstacles. Similarly,
experienced by X convection. The main problem in
this convection is not achieving the production
targets. It is influenced by many things.
Prior to the study, the researchers are conducted a
pre-study and discovered the phenomenon that
indicated the problem of line balancing in X
convection, namely the existing of idle time, the
hoarding of the product on several work stations
(bottleneck), and the waiting time caused by the
product retained on previous work station (starfing).
These things are the factors which cause the X
convection could achieve companies’ target
production.
Based on that phenomenon, it is necessary to plan
a strategy to produce a decision to achieve efficiency
of production processes. One of them is the decision
regarding the layout. To produce an effective layout,
line balancing analysis can be used as analysis
method. There are several approaches in line
balancing, such as heuristic methods (Kholil and
Mulya, 2014).
The problems experienced by X convection can
be solved by using the method of line balancing,
heuristic approach. With the application of line
balancing is done, it is expected Convection X can
streamline production lines and increase production
output.
Pursuant to the problems that occurred in
Convection X, the purpose of this study is to
optimalize production process by using line balancing
analysis method.
478
Sultan, M., Furqon, C. and Putri, W.
Analysis Line Balancing at Moslem Clothing Producer - Case Study: X Convection.
In Proceedings of the 1st International Conference on Islamic Economics, Business, and Philanthropy (ICIEBP 2017) - Transforming Islamic Economy and Societies, pages 478-483
ISBN: 978-989-758-315-5
Copyright © 2018 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

2 LITERATURE REVIEW
Line balancing is a method for balancing tasks in each
work stations to minimize the number of work
stations and the number of idle time.
There are several terms to calculate line balancing
as follows (Kholil and Mulya, 2014).
Presedence Diagram
Presedence diagram is a graphical
representation of the sequence of work
operations and the dependency on other work
operations.
Assemble Product
Assemble product is the product that passes
through the work station.
Work Element
Work element / work operation / task / is part of
the whole assembly process that is undertaken
Operating Time (Ti) and Time Standard (Wb)
Operating time is the time standard for
completing an operation which is including and
considering adjustment and allowance factors.
In this research, both factors are not included in
the calculation, so the time standard (Wb) is
equal to the normal time (Ws).
Station Time (SI)
Station time is the amount of time of work
elements or tasks completed at the same
work station. Wti<Ws
Average time of work station (
)
(
) =
Work Station (K)
Work station is a place on the assembly line
where the assembly process is performed. After
determining the cycle time then the number of
efficient work stations can be determined by
dividing the total amount of the work time of
each element with cycle time as follows.
K min =
Cycle Time (CT)
Cycle time is the maximum time allowed to
complete every task on each work station.
To calculate line production performance, there
are some parameters or indicators that can be
used to measure performance of assembly line
(Elsayed and Boucher, 1994; in Azwir and
Pratomo, 2017).
Line Efficiency (LE)
LE =
(1)
Balance Delay (BD)
BD =
(2)
Smoothness Index (SI)
SI =
(3)
Idle Time
Idle Time = (K)(Ws) -
(4)
In line balancing, there are three basic methods
commonly used in line balancing analysis, such as
mathematical method, probability method, and
heuristic method (Kholil dan Mulya, 2014). In this
study, heuristic method is used to analyze production
process without special tools are needed for
calculating. This methods are consist of Large
Candidate Rules (LCR), Region Approach (RA), and
Ranked Positional Weight (RPW) (Saiful and
Rahman, 2014).
3 RESEARCH METHOD
This study is included as descriptive analysis used
line balacing analysis. The target population of this
study is line production activity for ‘A’ dress model
and the number of sampling as many as 1 batch
production.
The research stages can be illustrated in the
research methodology as in Figure 1 in Appendix.
4 RESULTS AND DISCUSSION
Based on observations, there are several conditions
found, such as number of cycle, production line
process, and the number of efficiency. In Table 1, It
shows that to produce one dress, it takes around 55,8
minutes which known as one cycle.
Table 1: Calculation of time standard.
Work
Stations
Number of
Work
Element
Work Element
Time
Standard
(Minutes)
1
1A
Marking
2,65
1B
Cutting
4,33
2
2C
Obras 1
1,53
2D
Sewing 1
21,45
3
3E
Ironing
0,58
3F
Sewing 2
10,23
3G
Obras 2
3,27
4
4H
Pairing of
studs
3,12
4I
QC
3,85
5
5J
Steaming
3,75
5K
Packing
1,05
Total
55,8
Analysis Line Balancing at Moslem Clothing Producer - Case Study: X Convection
479
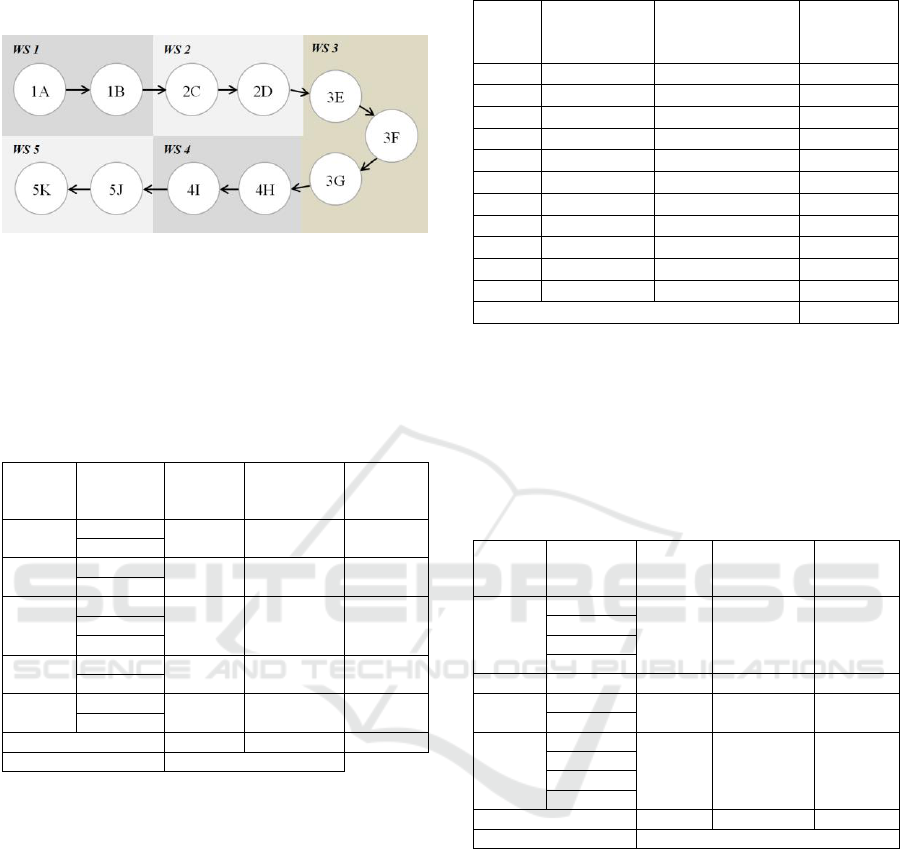
The calculation of Table 1 can be described in
presedence diagram as seen on Figure 2.
Figure 2: Current presedence diagram.
From the table and presedence diagram, the
current work stations performance can be calculated
by parameters of line balancing, such as idle time,
efficiency, balance delay, and smoothness index.
Table 2 shows perfomance of current work stations.
Table 2: Current work stasions.
Work
Stations
Number
of Work
Element
Idle
Time
Efficiency
Balance
Delay
1
1A
347,35
32,52%
67,48%
1B
2
2C
-36,67
107,12%
-7,12%
2D
3
3E
176,83
65,65%
34,35%
3F
3G
4
4H
347,55
32,48%
67,52%
4I
5
5J
399,68
22,36%
77,64%
5K
Total
1234,75
52,03%
47,97%
Smoothness Index
658,64
As seen on Table 2, it is obtained that the number
of idle time is equal to 1234,75 minutes, line
efficiency 52,03%, balance delay 47,97%, and the
smoothness index 658,64.
To reach the best performance can be done by
calculation of work station proposal based on line
balancing method of heuristic approach, which large
candidate rules, region approach, and ranked
positional weight.
First, Large Candidat Rules Approach (LCR) is
calculated by time element (te) whether the number
of sequence of processing time as seen in Tabel 3.
Table 3: The sequence of work element based on Te.
No.
Number of
Work
Element
Work Element
Time
Standard
(Minutes)
1
2D
Sewing 1
21,45
2
3F
Sewing 2
10,23
3
1B
Cutting
4,33
4
3H
QC
3,85
5
5J
Steaming
3,75
6
3G
Obras 2
3,27
7
4I
Pairing of studs
3,12
8
1A
Marking
2,65
9
1C
Obras 1
1,53
10
5K
Packing
1,05
11
3E
Ironing
0,58
Total
55,8
The sequence of the tabel above is an ideal task
by LCR appoach, yet it cannot be applied to
production line because there are some unflexible
tasks which cannot be changed easily. So that, the
sequence of work operations can be seen on Table 4.
Table 4: Proposed work station based on large candidat
rules approach.
Work
Stations
Number
of Work
Element
Idle
Time
Efficiency
Balance
Delay
1
1A
296,70
42,36%
57,64%
1B
2C
3E
2
2D
0
100%
0%
3
3F
190,82
62,93%
37,07%
3G
4
4I
232,46
54,84%
45,16%
4H
5J
5K
Total
719,98
65,03%
34,97%
Smoothness Index
422,47
In Table 4, the result shows that WS 2 is the most
efficient work station because it did not have idle time
and balance delay. By using LCR, total number of
idle time, balance delay, and smoothness index will
be decreased while line efficiency will be increased.
It indicates that to get this line balancing, work
element 2C should be moved from WS 2 to WS 1 and
3E from WS 3 to WS 1, so the efficiency could be
achieved.
Then, the second method in line balancing is
Region Approach (RA) which the calculation count
by dividing work networking region from left to right
based on work position in presedence diagram.
ICIEBP 2017 - 1st International Conference on Islamic Economics, Business and Philanthropy
480
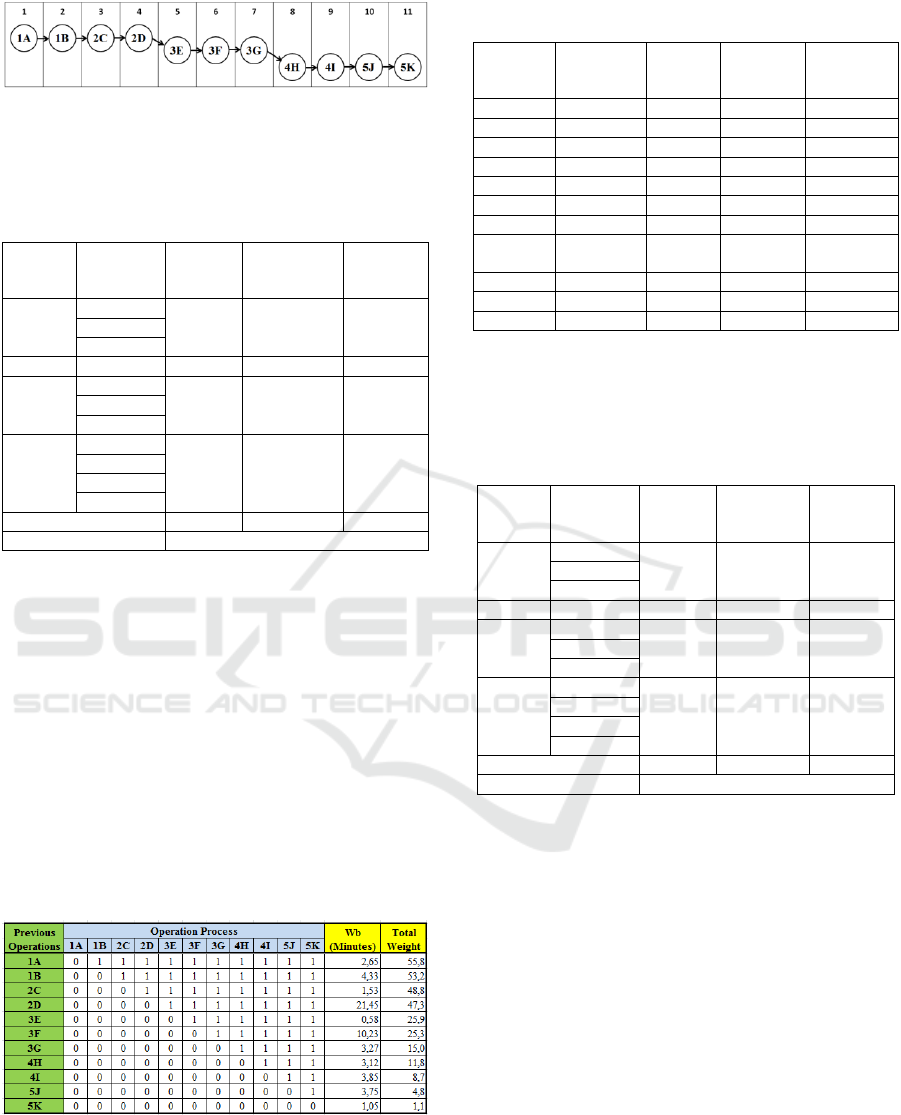
Figure 3 : Dividing work networking region.
After obtaining a sequence of work operations
based on the division of the region, then the proposed
work station can be calculated as Table 5.
Table 5: Proposed work station based on region approach.
Work
Stations
Number
of Work
Element
Idle
Time
Efficiency
Balance
Delay
1
1A
310,68
39,65%
60,35%
1B
2C
2
2D
0
100%
0%
3
3E
176,83
65,65%
34,35%
3F
3G
4
4H
232,46
54,84%
45,16%
4I
5J
5K
Total
719,98
65,03%
34,97%
Smoothness Index
426,42
The result from using RA method shows that WS
2 is the most efficient work station because of idle
time and balance delay did not occur. By applying
RA, total number of idle time, balance delay, and
smoothness index will be decreased while line
efficiency will be increased.
Some changes need to be applied to get this
efficiency which are moving out work element 2C
from WS2 to WS1, and merging WS 5 to WS4.
As for the last, the third approach is Ranked
Positional Weight (RPW) method which generated
the calculation of positional weight of work element.
The following matrix of positional weight from each
work element can be seen in Figure 4.
Figure 4 : Matrix of positional weight of work element.
Based on the calculation of positional weight of
work element on the Figure 4, it is obtained that the
sequence of work element can be seen as Tabel 6.
Table 6: The sequence of work element based on positional
weight.
Number
of Work
Element
Work
Element
Weight
Time
Standard
(Minutes)
Previous
Work
Element
1A
Marking
56
2,65
0
1B
Cutting
53
4,33
1
2C
Obras 1
49
1,53
2
2D
Sewing 1
47
21,45
3
3E
Ironing
26
0,58
4
3F
Sewing 2
25
10,23
5
3G
Obras 2
15
3,27
6
4H
Pairing of
studs
12
3,12
7
4I
QC
9
3,85
8
5J
Steaming
5
3,75
9
5K
Packing
1
1,05
10
As seen on Table 6, line balancing performance
by RPW method can be calculated as follows (Table
7).
Table 7: Proposed work station based on ranked positional
weight approach.
Work
Stations
Number
of Work
Element
Idle
Time
Efficiency
Balance
Delay
1
1A
310,68
39,65%
60,35%
1B
2C
2
2D
0
100%
0%
3
3E
176,83
65,65%
34,35%
3F
3G
4
4H
232,46
54,84%
45,16%
4I
5J
5K
Total
719,98
65,03%
34,97%
Smoothness Index
426,42
In Table 7, by using RPW method, It is shows that
WS 2 is the most efficient work station because it did
not have idle time and balance delay. By
implementing RPW, total number of idle time,
balance delay, and smoothness index will be
decreased while line efficiency will be increased.
The position of work element in work station by
RPW approach as same as by RA which are moving
out work element 2C from WS2 to WS1, and merging
WS 5 to WS4.
After calculating performance of line balancing
by using Large Candidate Rules, Region Approach,
and Ranked Positional Weight, it shows that every
approaches has different results from the current work
station. These result can be compared as seen on
Table 8.
Analysis Line Balancing at Moslem Clothing Producer - Case Study: X Convection
481
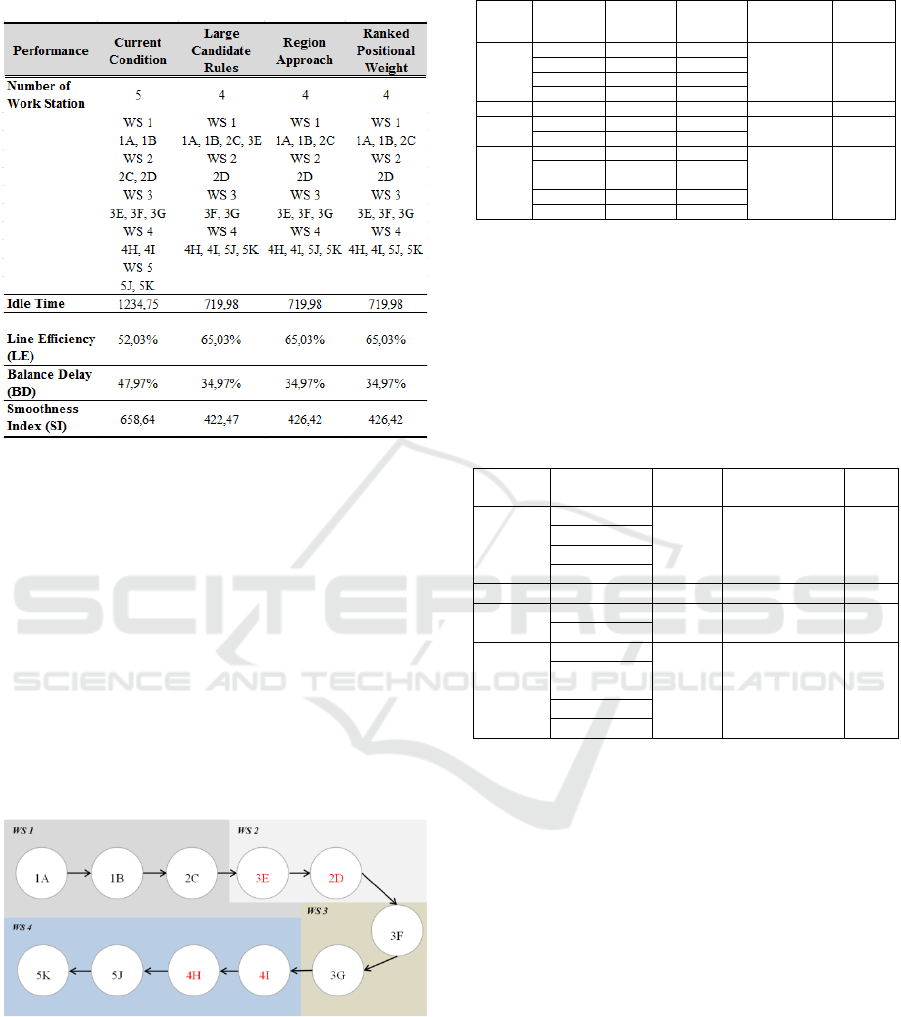
Table 8: Comparation of current work station and proposed
work station by heuristic methods.
In table 8, it shows that large candidate rules
generated the best performance among others. It has
the smallest number of smoothness index which is the
number of SI has decreased up to 236,17 point while
RA and RPW only decreased up to 232,22 point.
On the other side, all these heuristic methods have
the same number of idle time, line efficiency, and
balance delay. By looking the current condition of
work station, the number of idle time has decreased
up to 514,77 minutes and also balance delay that has
decreased up to 13% whereas the number of line
effiency has increased up to 13%.
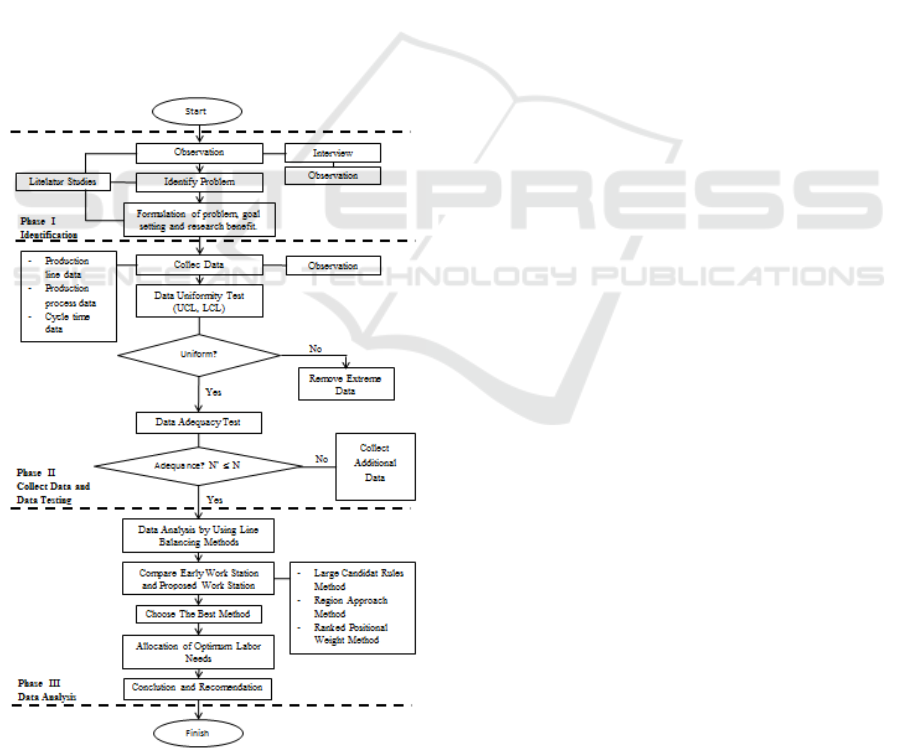
Therefore, the design of work station by LCR
approach is choosen as recomendation work station
as follows in the presedence diagram below.
Figure 5 : Presedence diagram of recomendation work
station.
After obtaining the best design of work station,
then calculating for allocation of labor as follows
(Table 9).
Table 9: Calculation of labor’s allocation.
Work
Station
s
Work
Element
Unit/
Month/
Labor
Demand
per
Month
Quantity of
Cumulative
Labor Needs
Roun-
ding Up
1
Marking
3968,50
600
0,52
1
Cutting
2425,02
600
Obras 1
6872,73
600
Ironing 1
18021,45
600
2
Sewing 1
489,54
600
1,23
2
3
Sewing 2
1026,76
600
0,77
1
Obras 2
3209,51
600
4
Qc
2727,27
600
0,67
1
Pairing of
studs
3365,38
600
Steaming
2800,00
600
Packing
10046,52
600
In Table 9, it is seen that company should have 5
persons to fill the work stations, which are distributed
in work station 1 as many as 1 person, work station
2 as many as 2 person, work station 3 as many as 1
person, and work station 4 as many as 1 person. This
allocation is the ideal number of labor. So, in Table
10, it can be seen recomendation allocation of labor
to achieve an effiency production line.
Table 10: Recomendation allocation of labor.
Work
Station
Work
Element
Current
Labor
Recomendation
Labor
Info.
1
Marking
1
1
-
Cutting
Obras 1
Ironing 1
2
Sewing 1
1
2
-1
3
Sewing 2
1
1
-
Obras 2
4
Qc
2
1
+1
Pairing of
studs
Steam
Packing
Table 10 shows that work station 2 was lack of
labor while work station 4 was excesse of labor, so it
is necessary to change the allocation of labor, namely
the transfer of labor positions from work station 4 into
work station 2 as many as 1 person.
5 CONCLUSIONS
Based on the analysis of the discussion in the previous
part, there are several conclusions. First, the current
production line is not effective, so the company has
to do some changes. The results show that company
should reduce the number of work station from 5 to
4. Second, the calculation based on the time standard
and the number of requests in every month, company
need to make changes of the structure of labor as
many as one person, from work station 4 to work
station 2. By applying several changes, the company
ICIEBP 2017 - 1st International Conference on Islamic Economics, Business and Philanthropy
482
may increase the number of production as well as
reach the target production.
REFERENCES
Azwir, H. H., Pratomo, H. W. 2017. Implementasi Line
Balancing untuk Peningkatan Efisiensi di Lini Welding
Studi Kasus: PT X. Jurnal Rekayasa Sistem Industri,
6(1), ISSN 2339-1499.
Kholil, M., Rudini Mulya. 2014. Implementasi Line
Balancing Proses Produksi Refrigerator Unit Factory
NRF-2 Menggunakan Metode Heuristik di PT LG
Electronic Indonesia. Jurnal Ilmiah PASTI Teknik
Industri UNB.
Saiful, Mulyadi, Rahman, T. M. 2014. Penyeimbangan
Lintasan Produksi dengan Metode Heuristik (Studi
Kasus PT XYZ Makassar). Jurnal Teknik Industri,
15(2), 183-190.
APPENDIX
Figure 1: Research methodology.
Analysis Line Balancing at Moslem Clothing Producer - Case Study: X Convection
483
