
Material Handling, Inventory and Productivity Improvement
A Lean Six Sigma Approach Case Study
Wa-Muzemba Anselm Tshibangu
Morgan State University, Department of Industrial and Systems Engineering
1701 E Cold Spring Lane, Baltimore, MD 21251, U.S.A.
Keywords: Lean Six Sigma, Material Handling, Inventory Management, Process Improvement.
Abstract: This paper describes a two-step strategic-tactical Lean Six Sigma methodology as used by the author to
improve productivity, enhance inventory and material handling management, and thus, reduce operational
costs at “Down Town Press Inc.”, a commercial printing press located in New York State, USA. A close
look at the company’s performance revealed a troubling picture with only 51 % utilization of personnel,
nearly $40,000 of invested capital underutilized annually, and an excess of monthly inventory costs of
almost $29,000. This study was conducted to help the company avoid a fatal bankruptcy and regain
financial prosperity. First, a strategic Six Sigma DMAIC procedure approach is deployed to better
understand the deep turmoil faced by Down Town Press Inc. Second, a more tactical Lean approach is
applied to identify various wastes and propose a set of techniques, technologies and strategies to reduce or
eliminate the identified wastes, and thus, reduce operational costs. The continuous improvement changes
proposed at the conclusion of the study suggest a possible reduction of $300,000 in yearly operational
capital. Furthermore, with the implementation of the proposed Inventory Management integrated with a
comprehensive Material Handling Management System, the study predicts a higher utilization of employees
and, therefore, an increased productivity.
1 INTRODUCTION
Established in the late 1930s, Down Town Press Inc.
is a family-owned downstate New York based
company that has served and continues to serve the
local industry and private businesses in printings by
providing various customized items including
calendars, check books, customized envelopes with
company logos, and a variety of prints, journals, and
pamphlets. To protect business privacy, the
company’s real name, the exact physical location of
its operations, and financial/ figures (turnovers) have
been purposely altered and coded in most parts of
the paper without losing the essence of the benefits
generated by the study. Throughout years of
successful operations, Down Town Press Inc. moved
from the status of a small family owned factory to a
medium-size company with operations spreading on
a 100,000 square foot floor, three dozens of
machines, approximately 120 employees, and more
than 1,000 varieties of items in inventory on-hand.
Due to the high increase of demand from local
businesses, the company is now using the intuitive
software ERP to manage their daily activities and
operations. Although the company realized some
noticeable expansion due to the increase in volume
and complexity of operations throughout time, the
firm management style, however, had remained the
same for the last decades. Down Town Press Inc. is
still operating in the old fashion and traditional
ways, with huge amounts of raw materials on the
shelves. With one single family exclusively
managing the facility by just and primarily focusing
on the profits generated by the company, very little
attention was paid to the deep and alarming decline
of operating and/or performance indexes, until
recently when the management realized that not only
competition was establishing solid roots and
stronger ramifications, but also the company’s
profits were shrinking. With non-accurate or almost
nonexistent forecasts on seasonal demands and a
totally inexact information on the actual level of
inventory on the shelves the company started
experiencing difficulties in the daily management of
operations, resulting in missing delivery promises,
losing markets, hence, valuable customers. Down
700
Anselm Tshibangu W..
Material Handling, Inventory and Productivity Improvement - A Lean Six Sigma Approach Case Study.
DOI: 10.5220/0005025307000707
In Proceedings of the 11th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2014), pages 700-707
ISBN: 978-989-758-040-6
Copyright
c
2014 SCITEPRESS (Science and Technology Publications, Lda.)

Town Press Inc. requested the service of one of the
authors to assess the problem and recommend
possible immediate solutions.
2 OBSERVATIONS
A preliminary analysis of the firm using a strategic
Six-Sigma DMAIC procedure revealed that the two
areas mostly in need of improvement were the
“Materials Handling” and the “Inventory
Management” systems. Quantitative tests and
communication with management and crew
members on the floor revealed that the major
problems in these two problematic areas were
interlinked and self-compounding. Although
diligently working all day long, material handling
crew members had a very low effective utilization
with a very poor accomplishment because of a lack
of awareness of stock location and quantities on-
hand. No real-time data is available to assist in
locating stocks. Furthermore, there is no integration
of the current enterprise resource planning system
(ERP) and the materials handling system. As a
result, work as done at the Down Town Press Inc. is
not efficiently performed, and at the same time, a
significant amount of money is lost and wasted in
non-productivity while operating costs are
exponentially increasing. In the next sections the
paper describes the methodology and improvement
models used to face and meet these challenges.
3 METHODOLOGY
The methodology adopted in this project is a two-
step approach. First, in a strategic approach this
study implements a thorough DMAIC strategy to
properly define the problem and uncover the areas in
need of improvement at Down Town Press Inc. and
the extent of the remedial actions. Second, in a
more tactical approach and using Lean techniques
and tools, the study implements the solutions to the
problems as identified in the first and strategic
approach. The combination of DMAIC a powerful
six sigma tool with some of the Lean techniques
such as 5s, kanban, and kaizen has provided a sound
analysis of the current situation and a set of remedial
solutions that helped in designing a robust
configuration of the overall facility and generate
significant cost savings.
4 ANALYSIS AND
IMPROVEMENT OF CURRENT
SYSTEM
One of the most widely used Lean Six-Sigma
improvement procedures is a model known as
Define-Measure-Analyze-Improve-Control, popular
under the acronym of DMAIC. This procedure is
used when a project's goal can be accomplished by
improving an existing product, process, or service,
4.1 First Step Strategic Approach:
DMAIC Procedure Implementation
The DMAIC structure is a procedure established into
five phases, each phase being the preparation to the
next one(s) while using specific tools. In the next
sections a short description of each phase is
provided along with the specific actions and tools as
they were used during their implementation under
this study.
4.1.1 Define
The purpose of Define phase for the improvement
team is to clarify the goals and refine their
understanding of the potential value of a project
(George, 2002). The most important goals are
obtained from the end user customers. This study
obtained goals from direct communication with the
management, shareholders, and employees. As
mentioned earlier, it transpired from these
communications with the workers and the
management that the major goal of this project was
to improve the material handling system as well as
the inventory management in order to enhance the
overall productivity level and gain some significant
cost savings.
4.1.2 Measure
The purpose of the “Measure” phase in DMAIC is to
gather data that describes the nature and extent of
the problem. During this phase the team establishes
valid and reliable metrics to help monitor progress
towards the goal(s) defined at the previous step. At
Down Town Press Inc., this phase involved two
steps:
First, gathering of quantitative data and in the
areas of stock accuracy information, materials
handling systems, and crew member productivity. A
three-day time and motion study was conducted in
order to survey three material handlers and their
daily activities. Results from the three day time
MaterialHandling,InventoryandProductivityImprovement-ALeanSixSigmaApproachCaseStudy
701
study showed that the three crew members were
only being effectively utilized an average of 51% of
the day. The rest of the day was spent
unproductively fighting with the system, looking for
stock and searching through pick tickets. The
monetary effects of this low productivity will be
investigated later in this study.
Second, another study was conducted during an
inventory cycle count, in which all the stock items
that were incorrectly stored, or whose location was
incorrect or unknown to the system were noted.
Among these were some items found located in
multiple locations while the system had them only in
one location on file.
4.1.3 Analyze
The goal of the “Analyze” phase in DMAIC is to
interpret the data and/or information in order to
establish the cause-and-effect relationships that
produce the flaws in the system. During the
“Analyze” phase the purpose is to develop
knowledge that will help a Lean Six Sigma team to
implement the countermeasures that address the
underlying causes of problems in the next Improve
phase of the DMAIC procedure (George 2002).
For this study and for few selected items, three
major analyses were performed including a time
study analysis, an ABC Analysis, and a run-out time
inventory analysis. Results from this three-axis study
showed that nearly 20% of the inventory counted
had either location or quantity errors. A plant-wide
study would have surely shown an even greater
deviation.
This study helped justify the need for
improvement while revealing problems such as
inaccurate stock information, poorly managed and
unorganized warehouse, low personnel productivity,
excessive inventory levels.
The ABC analysis led to the classification of
items according to their volume in stock and value in
monetary terms. The reader is referred to Heizer et
al. (2013) for details about the concepts of run-out
inventory, EOQ, re-order point, ABC analysis, and
other operations management terminology and
concepts, and to Meyers and Stewart (2002) for
details on motion and time study for lean
implementation
The run-out analysis has been conducted to
identify which items would run out first and what
should be the optimal sequence of using them while
minimizing the inventory costs. Furthermore, using
the Economical Order Quantity (EOQ) model, re-
order point and optimal order quantities were
derived for the most strategic items in the shop.
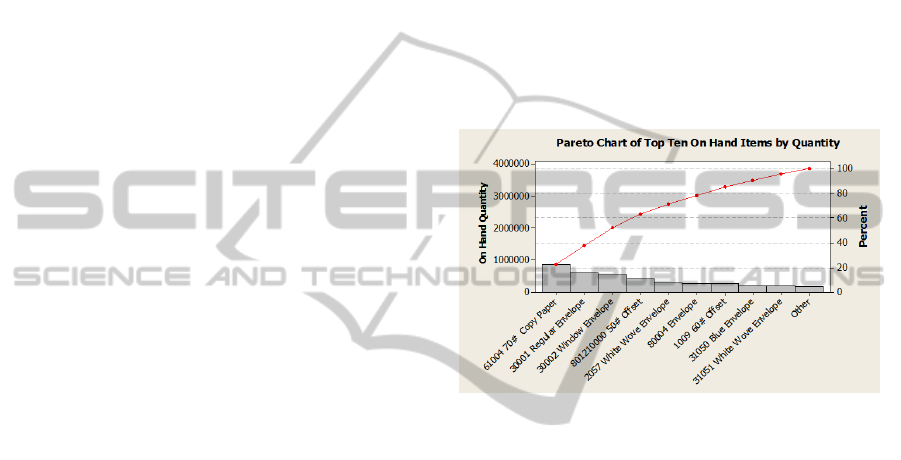
The results of the ABC analysis based on
monthly sales records and the subsequent run-out
and time analysis studies are represented in the
following graphs. Figure 1 represents the Pareto
chart used to conduct the ABC classification of the
top items in stock by on-hand quantity. Note that the
item 61004 70 # copy paper, representing 20%
accounted for the highest level of inventory on-hand.
This item (61004 70#) as well as both offset texts
item 801210000 50# and item 100960 60#, fourth
and seventh on the ABC Pareto classification,
respectively, are items set aside for a wholesale job
of calendars. The ABC analysis is based on Pareto’s
rule of 20/80.
Figure 1: ABC Pareto Chart of the Top Ten On Hand
Inventory Items by Quantity.
The next highest items in volume were the envelope
stocks (item 30001).
In order to keep the analysis simple, this study
decided to only track these four envelope stocks
(second, third, fifth, and sixth on the Figure 1 of the
Pareto ABC classification) because they are run on
the same machine and in the same department.
This study anticipated that after a thorough
analysis of inventory on-hand and material handling
the results derived for these four items would be
indicative of the general situation in the factory and,
therefore, could be used for the overall improvement
of the entire system.
The value of the Pareto principle for a
practitioner is that it reminds him/her to focus on the
20 percent that matters. The reader is referred to
authors such as Heizer et al. (2013) and Krajeski et
al.(2013) for more complete details and examples on
ABC classification and run-out time inventory
management.
The derived classification consists of grouping
items according to annual sales volume, in an
attempt to identify the small number of items that
will account for most of the annual sales volume and
ICINCO2014-11thInternationalConferenceonInformaticsinControl,AutomationandRobotics
702
that would be the most important to control for an
effective inventory management, following the
20/80 rule of the Pareto theory.
In this study, after analysis the above targeted
four items were classified into three categories: A -
outstandingly important; B - of average importance;
C - relatively unimportant as a basis for a control
scheme. In theory, each category can and should
sometimes be handled in a different way, with more
attention being devoted to category A, more or less
to B, and less to C.
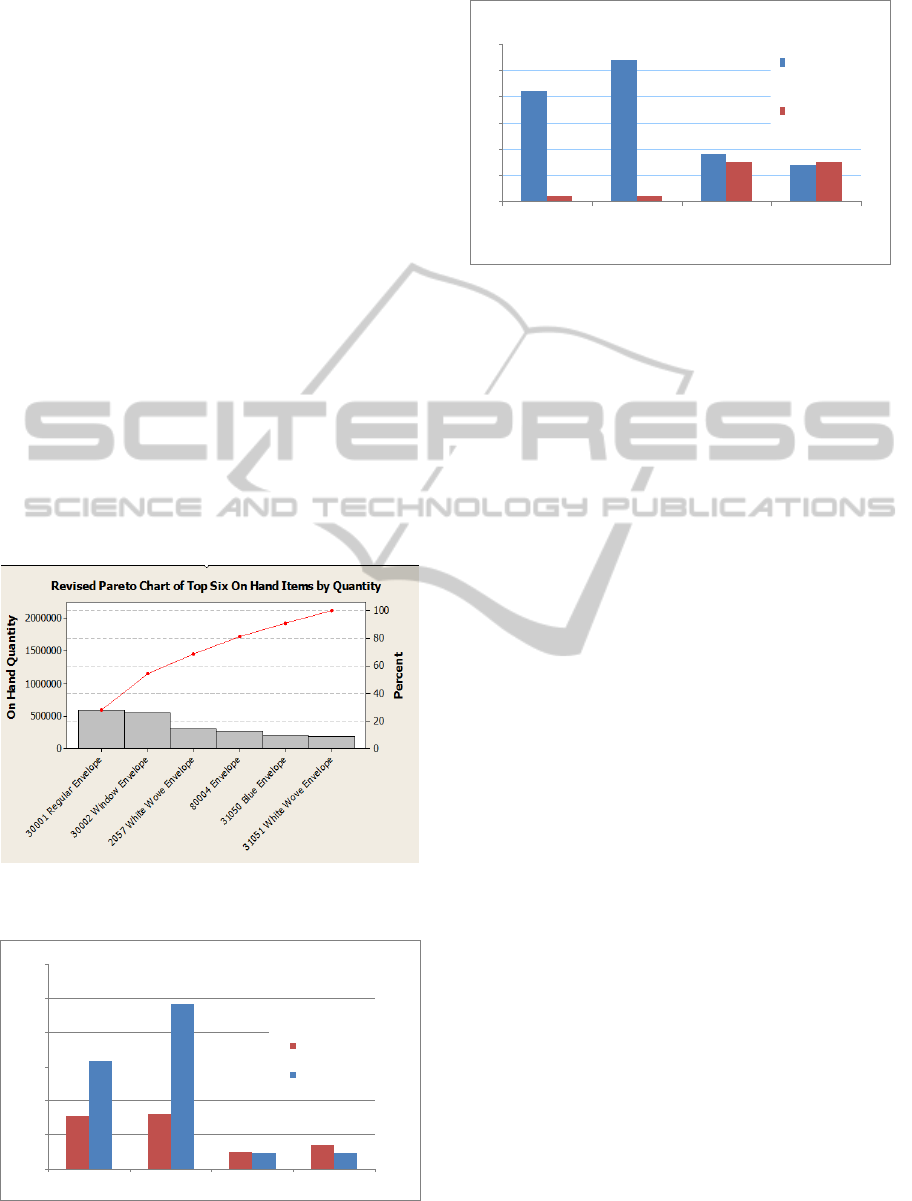
Figure 2 shows the revised Pareto with the four
selected/coded items. Figure 3 shows the results of
the inventory analysis comparing the monthly
demand and the inventory on-hand at the month’s
end. It is important to note that both coded items
30001 and 30002 end of month inventory on-hand
at represent more than twice the forecasted monthly
demand and required amount.
Figure 4 shows the results of the run-out time
analysis that was conducted after daily and weekly
demands were calculated. The various run-out times
for the selected items are compared to the respective
supplier’s lead time.
Figure 2: Pareto Chart for Selected Items Processed at the
Same Equipment.
MonthlyDemandandOnHandLevels
634,592
310,408
319,524
99,855
141,249
965,476
90,797
90,359
0
200,000
400,000
600,000
800,000
1,000,000
1,200,000
30001 30002 80004 801032057
ITEMNUMBER
E
N
V
E
L
O
P
E
S
MonthlyDemand
OnHandatMonthsEnd
Figure 3: Monthly Demand vs. On hand Inventory Levels
for Four Selected Coded Items.
RunoutTimeAnalysisResults
42
18
14
22
15 15
54
0
10
20
30
40
50
60
30001 30002 80004 801032057
ITEMNUMBER
D
A
Y
S
RunoutTimeofOn
HandatMonthsEnd
SupplierLeadTime
Figure 4: Run-out Time in Days vs. Supplier Lead Time
for Four Selected Coded Items.
It is important to note the lack of correlation
between the suppliers’ lead times and the number of
days covered by the stock on-hand. Coded items
30001 and 30002 have over 40 days worth of stock
with a lead time of just only 2 days. A simple
implementation of a Just-In-Time structure would
reduce the inventory level and the associated holding
costs. To the contrary, both items 80004 and
801032057 are dangerously close to the reorder
point threshold as shown in Figure 4.
Based on the results accumulated so far in this
study, it becomes appropriate at this stage of
analysis to initiate the second step of the approach
used in this study and already deploy some of the
Lean tactical tools in the rest of the DMAIC phases.
4.2 Second Step Tactical Approach:
Utilization of Lean Tools and
Techniques
As said earlier, a combination of Lean and Six
Sigma tools were used.in order to make this study
powerful and robust. In a first step Six Sigma tools
were deployed through a DMAIC procedure to
Define the problem, Measure its extent, and Identify
(Analyze) the causes. Now that the causes are
known and the cause-and-effect relationships
established, the study moves to the second step of its
approach, the use of Lean tools to Improve and
Control the system.
4.2.1 Improve
In the “Improve” phase of a DMAIC procedure the
goal is to develop solutions targeted at the confirmed
causes as identified in the Analyze phase (George
2002). Based upon the findings from the several
analyses conducted throughout this study it became
clear that the gap between the current ERP software,
MaterialHandling,InventoryandProductivityImprovement-ALeanSixSigmaApproachCaseStudy
703

the materials handling system and the crew needs to
be bridged. The “Lean theory” advocates the
identification of waste also known “muda” in
Japanese, followed by its reduction and or complete
elimination.
In the case of Down Town Press Inc. the two
areas of waste generation have been identified as
material handling and inventory management. In
order to reduce or eliminate this waste, this study
recommended two powerful lean tools, namely:
i) An electronic “kanban”.
ii) A warehouse-wide 5S.
“Kanban” is a visual signaling system based on
cards, plastic markers, small balls or an empty bin or
area of the floor or software-based signal that is used
to trigger an efficiency improving action.
5S is a methodology for workplace housekeeping
based on the following steps: Sorting, Setting in
order, cleaning (Shining), Standardizing and
Sustaining the discipline while keeping and
emphasizing on Safety. This tool needs to be
implemented as an inventory tool in order to
maintain the inventory on-hand for selected items at
the right amount as determined by the EOQ
approach used in the Analyze phase. This process
shall be conducted to organize stock, minimize
empty travels, stock search times and increase user
safety. The reader is referred to Heizer et. al. (2013),
Tshibangu et al. (2008), Krajeski et al. (2013) for
specific details on Lean tools and techniques
including kanban and 5S.
This study has also recommended new
technology including Forklift Fleet Management
System (FFMS) to be implemented in combination
with the techniques listed above. Among others, the
use of three VX7 full screen vehicle mounted
computers (VMC) on forklifts to track the inventory
on-hand and update the ERP in real time. This
solution requires the current ERP software to
interact with a full-size high resolution screen,
barcode scanning ability, and wireless connectivity
across the plant. Figure 5 shows the projected
working capital savings for each of the four selected
stock items in case the suggested Lean tools and
inventory forecasting techniques are implemented. A
rather large 20% cushion was used to allow for
variations in demand and possible supplier issues.
As the DMAIC procedure was being deployed
and implemented in this study, it became evident
that the “Analyze” phase was instrumental in finding
the root causes of all the problems, including: stock
information inaccuracy, low crew member
productivity and, excessive on-hand inventory
levels. Further investigation of the productivity issue
revealed that the main factors impairing productivity
achievement include:
i) Lack of procedures, organization, and
accountability; No interface communication
or interaction between the ERP software, the
material handling system and the crew
members on the floor.
ProjectedIndividualStockSavings
$7,442.64
$1,681.67
$1,860.66
$3,380.89
$420.42
$822.95
$13,523.56
$3,291.79
$0.00
$2,000.00
$4,000.00
$6,000.00
$8,000.00
$10,000.00
$12,000.00
$14,000.00
$16,000.00
30001 30002 80004 801032
ItemNumber
WeeklySavings
MonthlySavings
Figure 5: Projected Savings on four Selected Coded Items.
4.2.2 Control
The purpose of the last phase “Control” of a full
DMAIC procedure is to make sure that the gains
made throughout the other phases of the procedure
are preserved (sustained), until and unless new
knowledge and data show that there is an even better
way to operate the process (George, 2003).
For this study, in order to make sure that the
improvements/gains can be sustained, the following
actions were recommended and must be taken:
i) Random cycle counts and location audits shall
be conducted often to make sure that the physical
count and location are in accordance with the ERP
records. Cycle counts shall also be used to test the
effectiveness of the proposed kanban system.
ii) Regular meetings and frequent training
sessions should be held to discuss problems and
define corrective actions, assign tasks, and enhance
operators’ skills and/or abilities through internal
training sessions for example.
iii) Usage and applications of forecasting
methods to find the various EOQs and validate
kanban signal points.
iv) Time and productivity studies need to be
performed regularly to make sure operators are
being utilized at the maximum of their potentials.
v) Kaizen sessions need to be implemented.
Kaizen is a philosophy promoting teamwork, sharing
of ideas and continuous improvement that eliminates
waste. Figure 6 shows the projected total savings of
working capital if the kanban signaling system and
forecasting techniques for inventory management
are implemented on all four selected coded items.
ICINCO2014-11thInternationalConferenceonInformaticsinControl,AutomationandRobotics
704

ProjectedTotalInventorySavings
$6,484.92
$25,939.67
$0.00
$5,000.00
$10,000.00
$15,000.00
$20,000.00
$25,000.00
$30,000.00
Fourcombineditems
TotalweeklySavings
TotalMonthlysavings
Figure 6: Anticipated Savings From Better Inventory
Management.
5 HYPOTETHICAL EXAMPLE
OF SAVINGS GENERATED
FROM IMPLEMENTING
FLEET MANAGEMENT
SYSTEM
This section provides samples of engineering
economic calculations to illustrate how additional
savings could also be generated through the
implementation of a wireless Forklift Fleet
Management System (FFMS). Trucks and other
powered industrial vehicles are essential equipment
to the operation of warehouses and other storage
buildings.
This equipment, which includes forklifts, tow
motors, pallet jacks (walking or riding), and tractors
(or spotters) is used to move goods throughout the
building, loading docks, and trailer parking areas.
The efficient management of these important
resources has been very limited. Due to the size and
complexity of the facilities, and the unsupervised
nature of the work of the operators (like the case at
the Down Town Press Inc.) it becomes increasingly
difficult to keep track of where each piece of
equipment is located and how much work is actually
being performed.
Additionally, use by unauthorized personnel, as
well as unsafe use by authorized operators, has led
to accidents and injuries, as well as impacts, damage
goods and equipment or structures.
Currently, there is no wireless forklift fleet
management system at Down Town Press Inc. The
integration of such a technology in the operation of
business would assist in the monitoring of the
operations and maintenance of the vehicles and
batteries. The lack of a comprehensive utilization
data had caused Down Town Press Inc. to continue
to purchase and maintain more pieces of equipment
than were required to support the operation.
The current state of operations at Down Town
Press Inc. also lacks integrated logistic support
capability. Preventative maintenance (PM) schedules
are based on tasks being performed every certain
number of days, weeks, or months. This approach
completely ignores how much each piece of
equipment is actually run, creating a situation where
work-hours are spent on performing unnecessary
maintenance when other tasks could be finished with
those resources.
The proposed comprehensive FFMS will provide
a variety of useful information to plant supervision,
including the following:
Current (approximated) location of each material
handling vehicle
Assurance that only qualified, trained operators
have access to vehicle
Assurance that the equipment is not operated
until a pre shift safety checklist has been
completed
Measurement of the amount of time that operator
is logged onto vehicle
Measurement of the amount of time that the
vehicle is in motion
Assurance that in the event of a collision of
significant enough impact to result in injury or
damage the goods or equipment, there is
confirmation on the identity of the operator who
was responsible for the event.
In order to provide this information each piece of
material handling will be modified with a
transceiver, sensors, and an operator interface panel.
The system will be used to verify operator
authorization, will guide the operator through a pre-
shift safety checklist, and will collect data on log
and movement time.
The system will also provide estimated location
information and will record any impact events. To
provide vehicle tracking capability, a number of
transceiver gateways will be installed throughout the
facility. These units will link the vehicles to
computers which can be accessed by supervisors or
management personnel. The flow of information
that will be received through these computers can be
used to manage the daily operation of the vehicles,
as well as to make future decisions concerning the
fleet. In the calculations presented in Tables 1 and 2
below show that significant savings are generated
from a hypothetical situation of an initial fleet of 50
vehicles downsized to 45 (as a result of FFMS
integration) during the course of one 8 hour-shift.
This downsizing of 5 units from an initial 50 unit-
MaterialHandling,InventoryandProductivityImprovement-ALeanSixSigmaApproachCaseStudy
705
fleet represents a 10% fleet reduction. The proposed
model assumes an hourly labor rate of $20 for the
handlers and $25 for the maintenance crew. The
inflation and discount rates are 1.90% and 7.00%,
respectively. The annual material handlers’ savings
in cost is calculated to be $228,800 while the
maintenance crew, at 50 hours per vehicle per year
will generate a saving of $6,250 per year.
Under this model, with an initial capital
investment of $157,667 over a three year life (from
2014 to 2016), the Net Present Savings would be of
$279,357 with a Return On Investment (ROI) of
121.7%. These encouraging results could be
extrapolated to the particular case of Down Town
Press Inc. and lead to promising savings on
operational cost
6 CONCLUSIONS: EXPECTED
RESULTS AND PROJECTED
IMPROVEMENTS
The total capital investment to install the proposed
three vehicle mount computers (VMCs) on the
forklifts is approximately $15,400. The proposed
equipment will lead to an impressive Return On
Investment of 189%. The reduction of paper usage
will be gradual and departmental. The first area to
be targeted is the envelope presses in which the most
waste is currently occurring. The use of pick lists for
issuing stock will be reduced one stock item at a
time to reduce the risk of complete system failure
and to allow changes to procedures.
Additional savings would be generated by
integrating a fleet management system that would
subsequently reduce the fleet size as increased
productivity will be generated through the other
proposed changes. It has been proposed a gradual
addition of the electronic transducers to the material
handling equipment through FFMS as savings are
generated from other areas. Initial investment could
be in the range of $157,667 for a fleet size of 50
vehicles including support and training.
At the time of completion of this paper, only a
partial implementation of the proposed solutions was
underway at slow pace, justified in part by
temporary economical and financial issues at Down
Town Press Inc. coupled with a level of uncertainty
in the chaotic market exchange and a certain dose of
fear and skepticism from the management.
However, the company management has
recognized the merit and benefits of the study
including i) an actual realization of an accurate real-
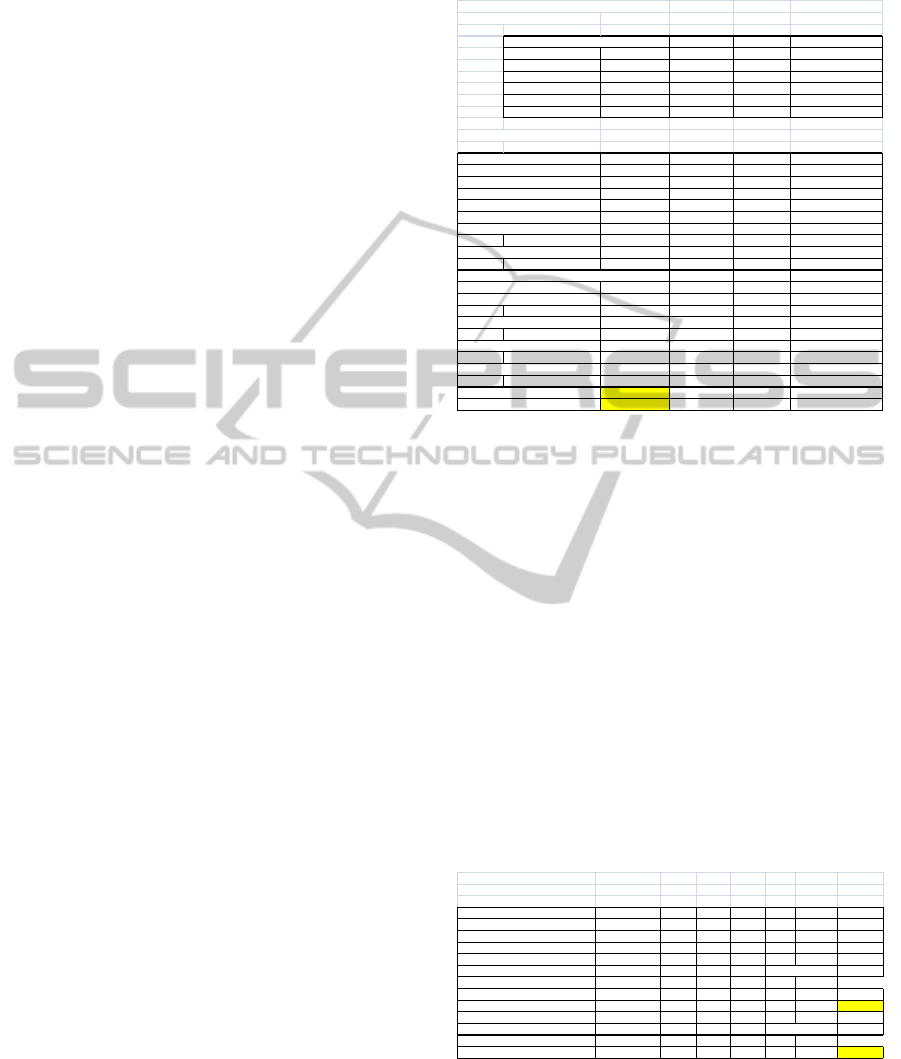
Table 1: Cash Flow Analysis of Hypothetical
Implementation of Fleet Management.
FleetManagementSystem CashFlowAnalysis
HypotheticalCase
Inflation/DiscountFactors:
Inflationrate ‐ Labor 1.9%
Inflationrate ‐ other 1.4%
Discountrate 7.00%
012Total
EndofYear 2014 2015 2016
Inve stm e nt
1.Hardware‐ Site ($100,000) ($100,000)
2.InstallationManagement $0 $0
3.Hardware‐ Spares ($33,333) ($33,333)
4.Contractedsitepreparations $0 $0
5.SharedProgramCosts ($10,000) ($10,000)
Contingency(10% ) ($14,333) ($14,333)
TotalCapitalInve stm ent ($157,667) ($157,667)
OperatingVariances
EndofYear 2014 2015 2016
4.ManualHandlerLabor
savings $233,147 $237,577 $470,724
5.Maintenancelaborsavings $6,369 $6,490 $12,859
TotalOperatingVariances $239,516 $244,067 $483,583
NetCashFlow(Undiscounted) ($157,667) $239,516 $244,067 $325,916
DiscountFactor(@8.6% ) 1.0000 0.9346 0.8734
DiscountedCashFlow ($157,667) $223,847 $213,177 $279,357
Netpresentvalue@ 8.6%: $279,357
Returnoninvestment: 121.7%
time stock information through the use of VMCs, ii)
a more organized work floor as the result of 5S
implementation, iii) an appropriate and accurate
inventory tracking of stock levels due to the
combination of forecasting models and kanban
signals, iv) and a higher personnel productivity as a
consequence of manpower utilization improvement
and enhanced skills and motivation from training.
This study shows a possible reduction of
$300,000 in the yearly operating capital and the
perspective of an extremely high and appealing cost
saving from material handling, due to a proposed
10% reduction of the current fleet size as the result
of the integration of a comprehensive fleet
management system as depicted in the scenarios in
Tables 1 and 2.
Table 2: Potential Savings Under Fleet Proposed 10%
Fleet Reduction 50 Vehicles vs. 45.
ExampleofProductivityEnhancementUsing
ForkliftFleetManagementSystem(FFMS)
Inventory Current Proposed Change
Forklifts 22 20 ‐2
Ridi ngJacks 28 25 ‐3
TOTALS 50 45 ‐5
Days/Year:
Mat eri al aHandler 286
Mai l HandlerStaffing Current Proposed Change Hours FY14Rate DailySavings AnnualSaving
s
8hourShift 0 0 0 8 $20.00 $160 $45, 760
Total 50 45 ‐5 ‐40 ‐$800 ‐$228,800
MaintenanceOperator
MaintenanceSavings CurrentMHECount Proposed Change Hours FY14Rate AnnualSaving
s
At50hrsperunitperyear 50 45 ‐5 ‐250 $25.00 ‐$6,250
It worth it to note that this improvement and the
subsequently derived monetary savings were
achieved by solely considering four items and by
maintaining them at the right stock level in a factory
that contains thousands of such items. If, in addition,
ICINCO2014-11thInternationalConferenceonInformaticsinControl,AutomationandRobotics
706

similar improvement could be generated from the
rest of items and the integration of a comprehensive
fleet management system (FFMS), the possibility for
savings and continuous business improvement
through Lean Six Sigma is seemingly endless as
evidently displayed in this study.
REFERENCES
George, M. (2002-3). Lean Six Sigma: Combining Six
Sigma Quality with Lean Speed, McGraw-Hill.
Heizer, J. and Render, B. (2013). Principles of Operations
Management, 9
th
Edition, Prentice Hall.
Krajeski, Ritzman, and Malhotra (2013). Operations
Management, 9
th
Edition, Prentice Hall.
Meyers, F. E. and Stewart, J.R., (2002). Motion and Time
study for Lean Manufacturing, 3
rd
Edition, Prentice
Hall.
Tshibangu, W. M. Anselm and Berlinski, Stephen(2012).
Productivity Improvement Through Facility Layout
Redesign: A Lean Six-Sigma Case Study. ICINCO
2012, Proceedings of the 11
th
International Conference
on Informatics in Control, Automation and Robotics,
Rome, Italy, July 28-31, 2012.
MaterialHandling,InventoryandProductivityImprovement-ALeanSixSigmaApproachCaseStudy
707
