
Design and Implementation of a Service-based Scheduling
Component for Complex Manufacturing Systems
Lars Mönch
Department of Mathematics and Computer Science, University of Hagen, Universitätsstraße 1, 58097, Hagen, Germany
Keywords: Service-oriented Computing, Scheduling, MES, Complex Manufacturing Systems.
Abstract: Scheduling is highly desirable in complex manufacturing systems. However, there is still a mismatch
between academic scheduling research, the scheduling solutions offered by software vendors, and the
requirements of real-world scheduling applications. In this paper, we describe the design and the develop-
ment of a scheduling component prototype that is based on web services. It exploits the idea of a
hierarchical decomposition of the overall scheduling problem allowing the integration of different problem-
specific scheduling algorithms for sub-problems. We discuss how appropriate services can be identified and
implemented and how the resulting scheduling component can be used to extend the functionality offered by
manufacturing execution systems (MESs).
1 INTRODUCTION
This research is motivated by scheduling problems
that are found in complex manufacturing systems, as
for example, semiconductor wafer fabrication
facilities (wafer fabs). Complex manufacturing sys-
tems are characterized by a diverse product mix,
many machines, a large number of jobs, sequence-
dependent setup times, and batching. Here, batching
means that several jobs can be processed at the same
time on the same machine. Scheduling is chal-
lenging in such an environment. However, it is
highly desirable because of the increasing automa-
tion pressure. In contrast to previous papers (cf.
Mönch and Driessel, 2005), we are not interested in
proposing a new scheduling technique. Instead of
this, we deal with the question of how to design
scheduling components from a functional and also
from a software technical point of view. It turns out
that the data available in Enterprise Resource
Planning (ERP) systems and Advanced Planning
Systems (APS) are not fine-grained enough to allow
for making detailed scheduling decisions.
Furthermore, their actuality with respect to time is
not appropriate. MESs are a natural carrier of
scheduling functionality (McClellan, 1997; Meyer et
al., 2009). However, the scheduling capabilities of
packaged MESs are often not appropriate because
they are too generic (cf. Pfund et al., 2006 for the
results of a survey of the acceptance of packaged
scheduling solutions in the semiconductor
manufacturing industry). In this paper, we research
the problem of designing a scheduling component
that can be used by an MES. In a certain sense, this
paper extends previous work carried out for the ERP
domain (cf. Mönch and Zimmermann, 2009). The
design of the component is derived taking an
appropriate hierarchical decomposition of the overall
scheduling problem into account. After identifying
appropriate services, we implement a prototype
based on web services. Such questions are rarely
discussed in the literature so far (cf. Framinan and
Ruiz, 2010 for a recent survey of the architecture of
scheduling systems).
The paper is organized as follows. In the next
section, we describe the problem and discuss related
literature. We present the hierarchical decomposition
of the overall scheduling problem in Section 3.
Furthermore, we describe how appropriate services
can be indentified. The implementation of the proto-
type is described in Section 4. We discuss also some
limitations of the proposed approach and future
research needs.
2 PROBLEM DESCRIPTION
2.1 Problem
In current MESs for complex manufacturing systems,
284
Mönch L..
Design and Implementation of a Service-based Scheduling Component for Complex Manufacturing Systems.
DOI: 10.5220/0004002702840290
In Proceedings of the 14th International Conference on Enterprise Information Systems (ICEIS-2012), pages 284-290
ISBN: 978-989-8565-10-5
Copyright
c
2012 SCITEPRESS (Science and Technology Publications, Lda.)

dispatching functionality often is offered instead of
the more sophisticated scheduling functionality.
Optimization kernels are typically based on genetic
algorithms or on generic commercial constraint
programming and mixed integer programming
libraries (cf. Fordyce et al., 2008). Scheduling
systems are mainly developed only for parts of the
manufacturing system, for example for the leading
bottleneck machine group. There is only little
interaction of software vendors and academic
research (cf. Kellogg and Walczak, 2008). There are
several reasons for this situation.
1. Scheduling of production jobs is often
combined with transportation scheduling,
process planning, staff scheduling, and finally
advanced process control decision-making.
2. Global scheduling systems fail because humans
on the shop floor are not involved in the resul-
tant scheduling decisions. It seems that often the
notion of reasonable automation is not taken
into account.
3. Scheduling algorithms depend to a large extent
on the objectives and constraints taken into
account. That means that slight changes in the
objectives and the constraints might lead to
totally different algorithms. Dispatching rules
strongly support this behavior by its inherent
myopic view. Generic scheduling solutions have
some limitations with respect to dealing with
this situation. They are often not well accepted
by people on the shop floor.
4. The data for scheduling decisions is located in
different operative application systems. MES-
and Material Control System (MCS)-related
data are very important in this context.
5. Supplying appropriate data to the scheduling
algorithms is important. However, scheduling
algorithms that take many details into account
require at the same time data that is fine-grained.
Analyzing these insights results in the conclusion
that striving for a more detailed modeling is in-
applicable because a more detailed consideration of
constraints leads to sophisticated algorithms and also
to a more difficult data supply. Therefore, it seems
important to focus on the quintessence of
scheduling, i.e., considering the finite capacity of the
manufacturing system is more important. However,
it is possible to deal with the finite capacity on a
more aggregated level.
In this paper, we address the question of how a
scheduling component has to be organized to take
this vision into account. Therefore, the design of a
service-based scheduling component is discussed
that is based on an appropriate distributed
hierarchical decomposition of the overall scheduling
problem. The resultant design is validated by a
prototypical implementation of such a component.
2.2 Related Work
A web service-based specification and implemen-
tation of ERP components is described, for example,
by Brehm and Marx Gomez (2007) and Tarantilis et
al. (2008). However, a direct application of these
ideas to scheduling is not possible because of the
different level of detail. A conceptual proposal for
an MES based on web services that can be used in
small- and medium-size enterprises in Mexico is
discussed by Gaxiola et al. (2003). But again, no
specific details of possible scheduling functionality
are included in this paper. This is also true for the
recent survey paper by Framinan and Ruiz (2010),
where the usage of web services is only mentioned,
but not further elaborated.
A service-oriented integration framework for
complex manufacturing systems is presented by Qiu
et al. (2007). A certain portion of a traditional MES,
especially with respect to feedback from the shop
floor, is implemented within the framework, but
again, scheduling functionality is not covered.
There is some work done for the identification of
services (cf. Winkler and Buhl, 2007 for the finan-
cial domain and Mönch and Zimmermann, 2009 for
ERP-related services). However, to the best of our
knowledge, there is no work available that addresses
this question for scheduling services in complex
manufacturing systems. A distributed scheduling
system for complex job shops based on software
agents is presented in Mönch et al. (2006). But in
contrast to web services, software agents and multi-
agent-systems are still not widely accepted in
applications on the shop floor. In this paper, we will
show that some of the scheduling functionality
described by Mönch et al. (2006) can be provided
using principles of service-oriented computing.
3 IDENTIFICATION OF
APPROPRIATE SERVICES
3.1 Distributed Hierarchical
Decomposition
As discussed in Subsection 2.1, we are interested in
making manufacturing system-wide scheduling
decisions without increasing the level of detail for
modeling. This goal is mainly reached by an appro-
priate hierarchical approach.
DesignandImplementationofaService-basedSchedulingComponentforComplexManufacturingSystems
285
We start by describing the assumed physical
decomposition of the base system of the
manufacturing system. The routing of the jobs, the
dynamic entities in the system, takes place between
different groups of parallel machines. Parallel
machines offer the same functionality in a
manufacturing system. A single group of parallel
machines is called a work center. The work centers
that are located in the same area of the
manufacturing system are aggregated into work
areas. On the highest level, we find the entire
manufacturing system, i.e., the different work areas
form the base system. In order to solve the overall
scheduling problem, often hierarchical decompo-
sition approaches have been applied.
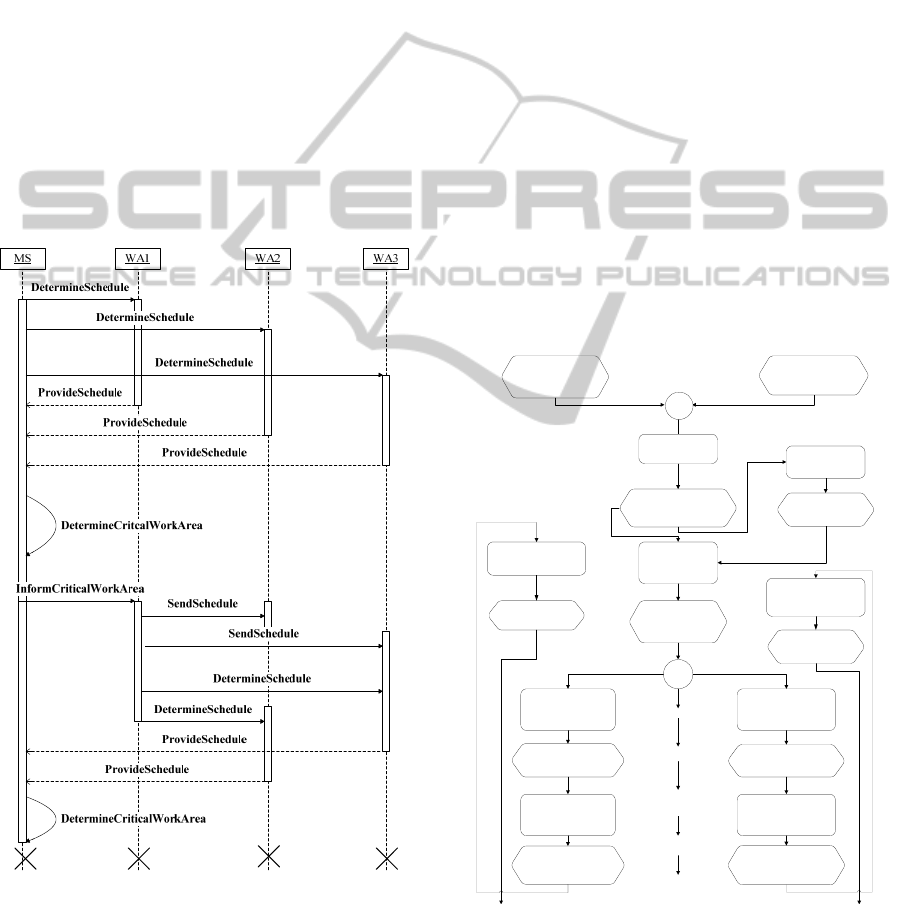
In this paper, we consider a two-layer hierarchi-
cal approach. The resulting scheduling scenario is
shown in Figure 1 as a Unified Modeling Language
(UML) sequence diagram and will be explained in
more detail below.
Figure 1: Sequence diagram for distributed scheduling.
In complex manufacturing systems, planned start
dates and completion dates are determined with
respect to a fixed work area (cf. Mönch and Driessel,
2005 and Mönch et al., 2006) on the top-layer. Here,
an aggregated model is used taking the capacity only
on the work center level into account. Consecutive
operations that are related to one work area are
combined into macro operations. This results in
aggregated routes that consist of these macro
operations. The resulting start and completion dates
can be used to set production goals for each
decision-making entity, i.e., a scheduling unit, on a
certain work area. This approach is called job
planning to differentiate it from the more detailed
scheduling. In Figure 1, we denote the decision-ma-
king entity of the entire manufacturing system by
MS. The base-layer is formed by the different work
area decision-making entities. We can see three
work areas, denoted by WA, in Figure 1. This layer
results in schedules for each single work area. Then,
it determines a critical work area with respect to a
criticality measure, for example, the tardiness of the
jobs with respect to the work area where they are
scheduled. Based on the schedule for the critical
work area, updated ready dates and due dates are
sent to the non-critical work areas and used to
determine new schedules. This procedure is repeated
for the next most critical work area in a recursive
manner until the last work area is reached.
Rescheduling
(time driven)
Rescheduling
(event driven)
Read data for job
planning
Data for job planning
are read
Job planning
performed
Perform job
planning
V
Transfer job plan to
work area 1
Transfer job plan to
work area n
Job plan transfered
Job plan transfered
.....
....
Determine data for
scheduling in work
area 1
Determine data for
scheduling in work
area n
Data for scheduling
in work area 1
determined
Data for scheduling
in work area n
determined
....
Select
parameters for
job planning
Parameters
selected
Select parameters for
scheduling in work
area 1
Parameters
selected
Select parameters for
scheduling in work
area n
Parameters
selected
....
V
Figure 2: Functionality of the top- and base-layer (Part 1).
Figure 1 does not provide enough information
from a process modeling point of view. Therefore,
we provide event-driven process chains (EPC) for
ICEIS2012-14thInternationalConferenceonEnterpriseInformationSystems
286
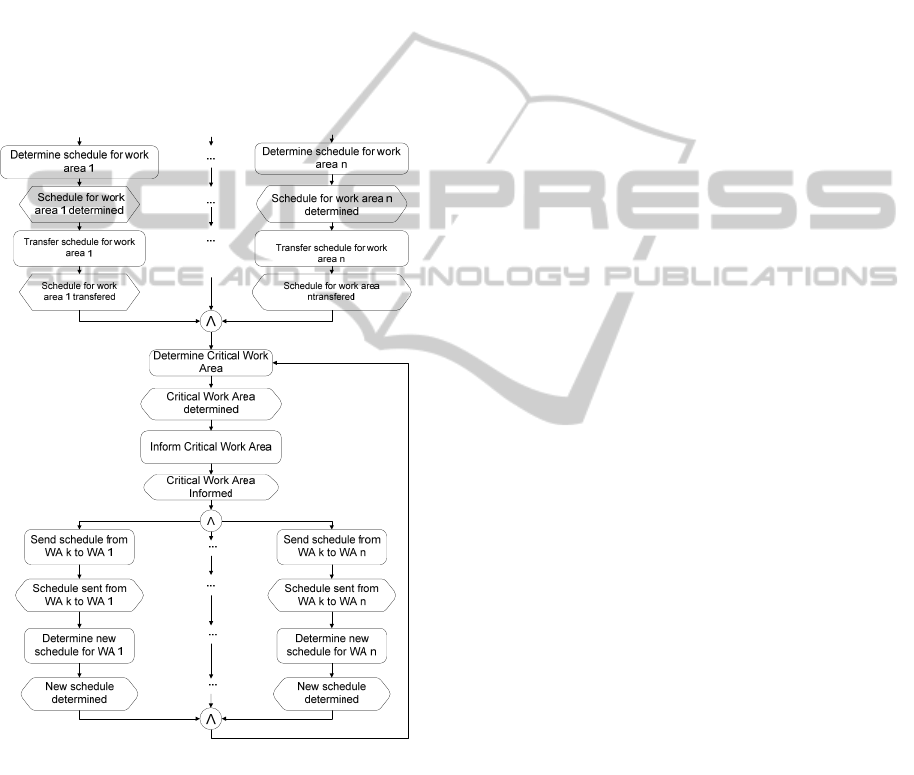
the researched scheduling scenario in Figure 2 and
Figure 3.
These process models can be used as a starting
point for identifying appropriate services, because
service-oriented architectures (SOAs) usually
distinguish between process, service, and technology
models (cf. Siedersleben, 2007). Figure 2 shows the
job planning step and major parts of the preparation
phase for the scheduling activities on the base-layer.
The iterative procedure that corresponds to the
decisions on the base-layer is shown by continuing
the EPC from Figure 2 in Figure 3. Only a single
iteration is depicted in this figure for the sake of
simplicity. Note that a simple process model is
provided by the EPC in Figure 2 and Figure 3.
Figure 3: Functionality of the top- and base-layer (Part 2).
3.2 Identification of Services
Next, we are interested in deriving a concrete service
model for the researched scenario. The basic idea for
identifying services consists in determining for each
function within an EPC or activity within an activity
diagram, respectively whether it has to be
implemented as an operation of a service or not. We
use the following five criteria to make this decision:
1. Degree of Automation (DA): If no manual
intervention is required between two consecu-
tive functions then the two functions can be
pooled together into one operation, otherwise,
the two functions have to be represented by
different operations.
2. Atomicity (A): When sub-functions of a certain
function can be used within different business
processes then it makes sense to implement the
sub-functions using different operations. When
the entire function can be re-used then a service
might be implemented by orchestrating the
services that correspond to the sub-functions.
3. Modularity (M): Functions are often carriers of
an algorithm. When different algorithms are
available to solve a problem, a situation-depen-
dent selection of one algorithm is often benefi-
cial. When such a selection is required, then an
implementation of the function within a service
is useful.
4. Reusability (R): When a function is applied in
different business processes, then the function
has to be implemented within a service.
5. Number of Users (NU): When a function is
used by different humans, a certain degree of
reusability is given. This function has to be
implemented within a service.
Note that some of these criteria are also
contained in (Kohlborn et al., 2009 and Mönch and
Zimmermann, 2009).
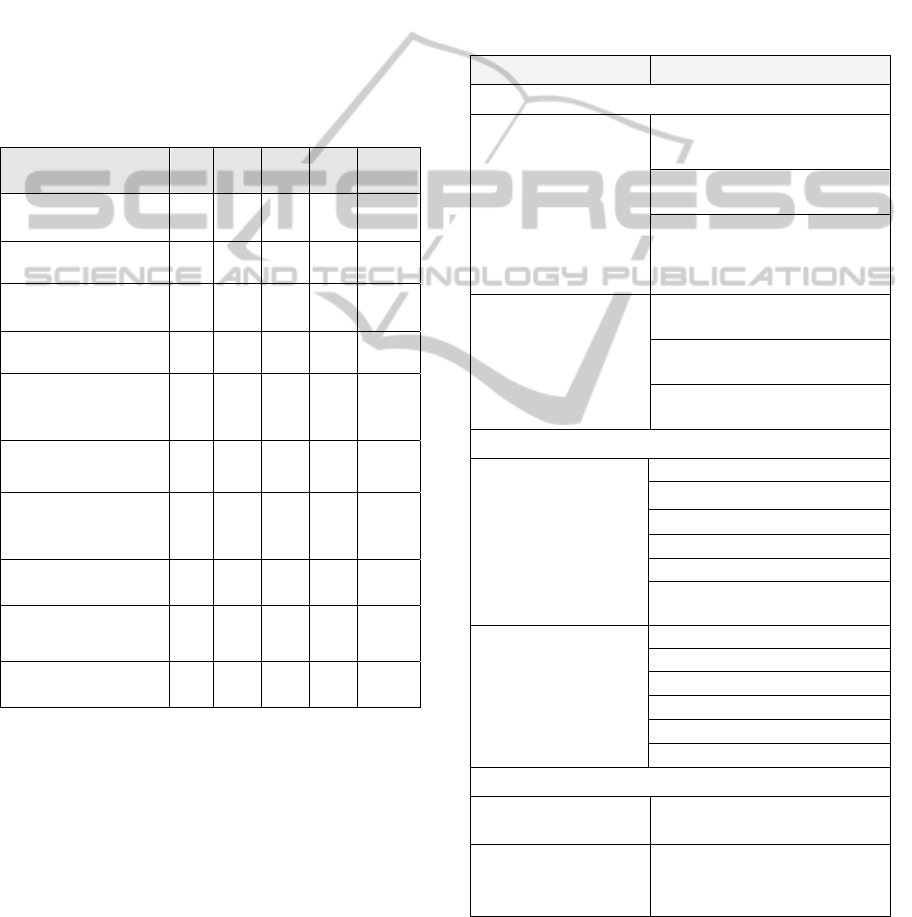
Applying these five criteria, we obtain a set of
operations that can be grouped into different
services. We differentiate between different types of
services according to Kohlborn et al. (2009). Object-
centric services are given by a set of operations that
are used to access business objects. Task-centric
services are formed by a set of operations that can be
carried out without a specific business object.
Hybrid services are somewhere between object- and
task-centric services, because they consist of
operations that are used to access data and perform
tasks. Finally, process-centric services are used to
support business processes using operations of other
services by means of service composition. The first
three service types correspond to basic operations
that cannot be further decomposed. The resultant
services are shown in Table 1. Here, we use the ab-
breviations PPC and PM for production planning
and control and preventative maintenance, respec-
tively.
Determining the necessary data for the job
planning functionality is important. Therefore, we
decompose the corresponding function into several
sub-functions that are implemented as operations of
DesignandImplementationofaService-basedSchedulingComponentforComplexManufacturingSystems
287
a service that is related to data management for job
planning. Several algorithms can be used to find
appropriate parameters for the algorithms used for
job planning. Therefore, this function is identified as
an own operation of a job planning-related service.
Because different job planning algorithms are
possible, we also identify the function that
determines job plans as an operation of the job
planning service. The function that transfers job
plans to work areas is only important in the context
of work area scheduling. However, within the flow
control, the job plans are available. Therefore, this
function is not identified as an operation of the job
planning service.
Table 1: Applying the criteria to the scheduling functions.
Criterion
DA A M R NU
Data Gathering
Job Planning
0 X 0 X None
Parameter Setting Job
Planning
X 0 X X PPC
Calculate Job Plans X 0 X X PPC
Transfer Job Plans to
Work Areas
0 X 0 0 None
Data Gathering for
Scheduling a Work
Area
0 X 0 X None
Parameter Setting
Job Planning
X 0 X X PC
Determine
Schedule for Work
Area
X 0 X X
PC,
PM
Transfer Schedule
to Top-Layer
0 X 0 0 None
Determine Critical
Work Area
X 0 X X PPC
Inform Critical
Work Area
0 X 0 0 None
The data management service for work area-
related scheduling is justified in a similar manner as
the data management service for job planning. Again,
a refinement into several sub-functions is performed.
Due to different possible algorithms for parameter
setting within work area scheduling algorithms, we
identify a corresponding parameter setting operation
for the work area scheduling service. Different
scheduling algorithms, e.g., decomposition- or local-
search-based approaches, can be used to determine
schedules for jobs in each single work area.
Therefore, this function is represented by an operation
of the work area-related scheduling service. Because
the work area schedules are available within the flow
control, we do not identify a separate operation to
transfer schedules to the top-layer of the hierarchy.
Several methods are available to determine a critical
work area. Therefore, this function is identified as an
operation of the job planning-related service. It is
reasonable to inform the decision-making entity of a
critical work area. Therefore, we include this
functionality into the operation that determines the
critical work area.
Table 2: Identified services for the scheduling process.
Service
/
Operation
Object-centric
DataManagement-
JobPlanning
ReadCapacityMS()/
ChangeCapacityMS()
ReadJobsMS()/
AddJobsMS()
ReadAggregatedRoutes-
MS()/AddAggregated
RoutesMS()
DataManagement-
SchedulingWork-
Area
ReadMachinesWA()/
AddMachinesWA()
ReadJobsWA()/
AddJobsWA()
ReadPartialRouteWA()/
AddPartialRoute()
hybrid
JobPlanning
InitializeJP()
SetParametersJP()
ReadDataJP()
DetermineJP()
EvaluateJP()
DetermineCriticalWA()
SchedulingWA
InitializeSWA()
SetParameterSWA()
ReadDataSWA()
DetermineScheduleWA()
EvaluateScheduleWA()
IsWACritical()
process-centric
Data Manage-
mentScheduling
DetermineAggregatedCapa-
cities()
AutomatedSche-
dulingManufacturing
System
StartProcess()
After the identification of operations, they have
to be grouped into appropriate services as discussed
before. We show the results of this second step in
Table 2.
ICEIS2012-14thInternationalConferenceonEnterpriseInformationSystems
288
Note that two process-centric services are
described in Table 2. The first service is related to
data management issues of an automated scheduling
process. This service is based on operations of the
DataManagementSchedulingWorkArea service. For
example, the single machine capacities are determi-
ned using the ReadMachinesWA() operation. They
are aggregated to capacities of certain work centers
that are used within the job planning approach. The
second process-centric service represents the auto-
mated hierarchical scheduling process. It contains
only a single operation to launch this process. Note
that the SchedulingWA service allows for the in-
tegration of problem specific scheduling approaches
for different work areas.
4 IMPLEMENTATION OF THE
PROTOTYPE
4.1 Implementation Issues
In this section, we will discuss our technology
model. A prototype is designed and coded to check
the feasibility of the proposed component. A client
application implemented in the C# programming
language provides a graphical user interface for
calling the services and therefore, serves as a test
driver. Web services, implemented in C#, are run on
an ASP .NET development server. They implement
the services described in Section 3.
We do not use a real MES for our prototype
because we do not have access to an MES. Instead
of that, the MES is simulated by a so called black-
board service, basically a SQL Server database.
Within the prototype, we implement the Automated-
SchedulingManufacturingSystem service and the
DataManagementScheduling service.
However, we are not interested in evaluating
concrete scheduling algorithms for the scheduling
scenario in this paper because this was done in
previous research (cf. Mönch and Driessel, 2005 and
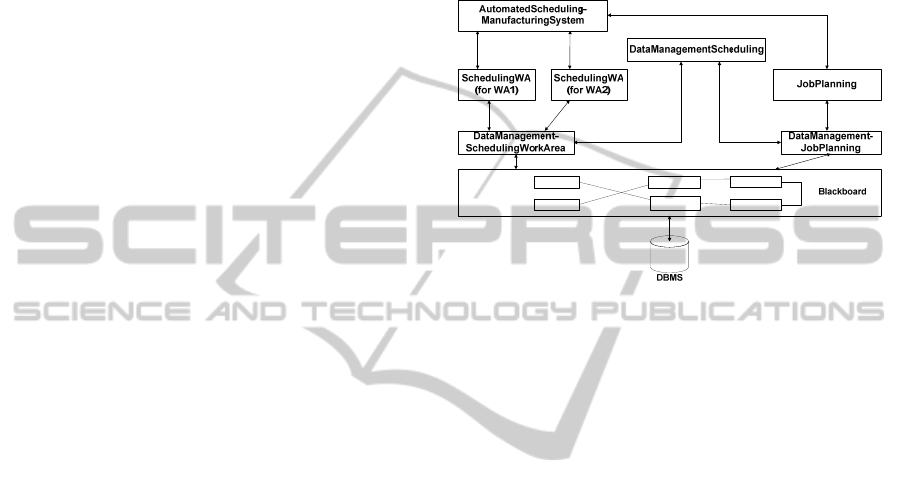
Mönch et al., 2006). Our main interest is related to
the process flow. The architecture of the prototype is
depicted in Figure 4.
4.2 Orchestration of the Services
An orchestration is required to implement the process-
centric services. Orchestration of the services is
performed using the BPEL engine of the Oracle
BPEL process manager. The Oracle BPEL process
manager runs on a J2EE application server. The
decision to use Oracle BPEL is based on the fact that
we used this tool for several previous prototypes.
Because web services are stateless, we compose
them into a BPEL process that owns state variables
that can be used to manage the state of the system.
We can see from Figure 4 that the AutomatedSche-
dulingManufacturingSystem and the DataManage-
mentScheduling services are implemented as BPEL
processes.
Figure 4: Architecture of the Prototype.
SOAP messages are used to exchange data between
the different web services. This approach requires
that appropriate XML data structures for routes,
aggregated routes, job plans, and work area
schedules are defined because SOAP is XML-based.
Because we also have to write data, we use SOAP-
and not REST-based web services.
4.3 Limitations of the Approach
There are some limitations of the proposed
approach. Task objects, goals, and solution methods
are the main building blocks of an enterprise task
(cf. Ferstl and Sinz, 2006). Business processes work
on task objects and change the attributes of these
objects. Therefore, we can conclude that business
processes are always related to persistency issues.
Many object-centric services are the consequence
(see Table 2). A tight coupling using joint master
data is typical for scheduling and more generally for
the production planning and control domain.
This may lead to undesirable side effects of
services, such as problems with the global state
consistency of the distributed application. The state
of the art master data management in MESs has to
be extended to fulfill the SOA requirements. We can
see this requirement from Figure 4, where the
blackboard service is used to represent the master
data from the MES.
The second limitation is also related to data
management in the service-based prototype. A certain
DesignandImplementationofaService-basedSchedulingComponentforComplexManufacturingSystems
289

number of XML-based SOAP messages have to be
exchanged between the different operations of the
services that form the scheduling component. A loss
of performance might be the result of this situation.
5 CONCLUSIONS
In this paper, we described a scheduling component
for complex manufacturing systems that is based on a
hierarchical decomposition of the overall scheduling
problem. We discussed the identification of
appropriate services. The orchestration of these servi-
ces is shown. The implementation of a prototype for
such a component based on web services is also
discussed.
There are some directions for future work. While
it is possible to design and implement such a
component, there is still much more effort required to
integrate the resultant component into a real-world
MES. A rigor assessment of the performance of the
overall application, especially with respect to compu-
ting time, is also necessary.
Furthermore, it seems fruitful to combine software
agents with service-oriented computing techniques as
proposed by Huhns (2008). It is highly desirable to
enrich the multi-agent-system FABMAS (cf. Mönch
et al., 2006) that implements a similar hierarchical
scheduling approach as described in the present paper
by web services. It is differentiated between decision-
making and staff agents in FABMAS. Staff agents
support the decision-making agents. It seems possible
to replace the staff agents by web services as
discussed in the present paper. The decision-making
agents can be used to carry out a more sophisticated
orchestration of these services.
ACKNOWLEDGEMENTS
The author would like to thank Daniel Kaiser for
implementing the prototype and for interesting dis-
cussions on the topic of this paper.
REFERENCES
Brehm, N., Marx Gomez, J., 2007. Web service-based
specification and implementation of functional compo-
nents in federated ERP-systems. In Proceedings Busi-
ness Information Systems (BIS) 2007, LNCS 4439, 133-
146.
Ferstl, O., Sinz, E. J., 2006. Grundlagen der Wirtschafts-
informatik. Oldenbourg, München, Wien, 5th Edition.
Fordyce, K., Bixby, R., Burda, R., 2008. Technology that
upsets the social order - a paradigm shift in assigning
lots to tools in a wafer fabricator - the transition from
rules to optimization. In Proceedings of the 2008
Winter Simulation Conference, 2277-2285.
Framinan, J., Ruiz, R., 2010. Architecture of
manufacturing scheduling systems: literature review
and an integrated proposal. European Journal of
Operational Research, 295, 237-246.
Gaxiola, L., Ramirez, M. D. J., Jimenez, G., Molina, A.,
2003. Proposal of holonic manufacturing execution
systems based on web service technologies for
Mexican SMEs. In Proceedings HoloMAS 2003,
LNAI 2744, 156-166.
Huhns, M. H., 2008. Services must become more agent-
like. WIRTSCHAFTSINFORMATIK, 50(1), 74-75.
Kellogg, D., Walczak, S. 2008. Nurse scheduling: from
academia to implementation or not? INTERFACES,
37, 355-369.
Kohlborn, T., Korthaus, A., Chan, T., Rosemann, T.,
2009. Identification and analysis of business and
software services – a consolidated approach. IEEE
Transactions on Services Computing, 2(1), 50-64.
McClellan, M., 1997. Applying Manufacturing Execution
Systems. St. Lucie Press, Boca Raton.
Meyer, H., Fuchs, F., Thiel, K., 2009. Manufacturing
Execution Systems: Optimal Design, Planning, and
Deployment. McGraw-Hill.
Mönch, L., Driessel, R., 2005. A distributed shifting
bottleneck heuristic for complex job shops. Computers
& Industrial Engineering, 49, 673-680.
Mönch, L., Zimmermann, J., 2009. Providing production
planning and control functionality by web services:
state of the art and experiences with prototypes. In
Proceedings of the 5th Annual IEEE Conference on
Automation Science and Engineering, 495-500.
Mönch, L., Stehli, M., Zimmermann, J., Habenicht, I.,
2006. The FABMAS multi-agent-system prototype for
production control of wafer fabs: design, implement-
tation, and performance assessment. Production Plan-
ning & Control, 17(7), 701-716.
Pfund, M., Mason, S. J., Fowler, J. W., 2006. Semi-
conductor manufacturing scheduling and dispatching.
Chapter 9 in Handbook of Production Scheduling,
Herrmann, J.W. (ed.), Springer, New York, 213-241.
Qiu, R. G., 2007. A service-oriented integration frame-
work for semiconductor manufacturing systems. Inter-
national Journal Manufacturing Technology and
Management, 10(2-3), 177-191.
Siedersleben, J., 2007. SOA revisited: Komponenten-
orientierung bei Systemlandschaften. WIRTSCHAFTS-
INFORMATIK, 49, 110-117.
Tarantilis, C. D., Kiranoudis, C. T., Theodoadoakopoulos,
N. D., 2008. A web-based ERP system for business
services and supply chain management: application to
real-world process scheduling. European Journal of
Operational Research, 187, 1310-1326.
Winkler, V., Buhl, H. U., 2007. Identifikation und Gestal-
tung von Services: Vorgehen und beispielhafte An-
wendung im Finanzdienstleistungsbereich. WIRT-
SCHAFTSINFORMATIK, 49, 257-266.
ICEIS2012-14thInternationalConferenceonEnterpriseInformationSystems
290
