
MACHINE GROUPING IN CELLULAR MANUFACTURING
SYSTEM USING TANDEM AUTOMATED GUIDED VEHICLE
WITH ACO BASED SIX SIGMA APPROACH
Iraj Mahdavi, Babak Shirazi and Mohammad Mahdi Paydar
Department of Industrial Engineering, Mazandaran University of Science & Technology, Babol, Iran
Keywords: Tandem automated guided vehicle; ant colony optimization; six sigma; intra and inter-loop flow.
Abstract: Effective design of material handling devices is one of the most important decisions in cellular manufacturing
system. Minimization of material handling operations could lead to optimization of overall operational costs.
An automated guided vehicle (AGV) is a driverless vehicle used for the transportation of materials within a
production plant partitioned into cells. The tandem layout is according to dividing workstations to some non-
overlapping closed zones that in each zone a tandem automated guided vehicle (TAGV) is allocated for
internal transfers. Also, among adjacent loops some places are determined for exchanging semi-produced parts.
This paper illustrates a non-linear multi-objective problem for minimizing the material flow intra and inter-
loops and minimization of maximum amount of inter cell flow, considering the limitation of TAGV work-
loading. For reducing variability of material flow and establishing balanced loop layout, some new constraints
have been added to the problem based on six sigma approach. Due to the complexity of the problem, ant
colony optimization (ACO) algorithm is used for solving this model. Finally this approach has been compared
with the existing methods to demonstrate the advantages of the proposed model.
1 INTRODUCTION
The design of automated material handling systems
is one of the most important decisions in facility
design activities for cellular manufacturing system
(CMS). An automated guided vehicle (AGV) is a
driverless vehicle used for the transportation of
goods and materials within a production plant
partitioned into cells, usually by following a wire
guide-path. One of the most important issues in
designing AGV systems is the guide-path design.
Material handling operations cover nearly 20–50%
of the overall operational costs (Kim and Tanchoco,
1991and Laporte et al., 1996). Tandem automated
guided vehicle (TAGV) was firstly proposed by
Bozer and Srinivasan (1991, 1992) that most of the
researches are being referred to them. They used two
principals of division and possession for AGV
systems. The base of tandem layout is according to
dividing work stations to some non-overlapping
closed zones that in each zone an AGV system is
allocated for internal transfers. Also, among adjacent
loops some places are determined for exchanging
produced parts, that numerous mutual exchanges are
possible in these places. Some of the advantages of
the TAGV systems that Bozer and Srinivasan (1991)
proposed may be the simplifying control in any loop
due to using one AGV in each zone, elimination of
intercurrent and traffic problems, determination of
optimum facility location for each work station,
effective support of group technology execution,
increasing the flexibility due to increase and
decrease of work stations by variation in production
design, and simplification of production operations
in each loop. The most significant problem in AGVs
is designing algorithms to determine the optimal
moving path.
A number of algorithms for AGV guide path
design have been developed over the past 20 years
(Sinriech and Tanchoco, 1993 and Farahani and
Tari, 2001).
The AGV guide-path configurations
discussed in previous research include Conventional
(Kaspi and Tanchoco, 1990; Kouvelis et al., 1992;
Seo and Egbelu et al., 1995; Kaspi et al., 2002; Ko
and Egbelu, 2003; Rajagopalan etal., 2004; Hillier
and Lieberman, 2005; nriech and Tanchoco, 1994;
Laporte et al., 2006) Tandem (Gaskin and Tanchoco,
1987; Gaskin et al., 1989; Chhajed et al., 1992;
Venkataramanan and WilsonNav, 1991; Farahani
and Tari, 2002) Single loop (Tanchoco and Sinriech,
1992; Banerjee and Zhou, 1995) bi-directional
shortest path (Kim and Tanchoco, 1991; Sun and
261
Mahdavi I., Shirazi B. and Mahdi Paydar M. (2008).
MACHINE GROUPING IN CELLULAR MANUFACTURING SYSTEM USING TANDEM AUTOMATED GUIDED VEHICLE WITH ACO BASED SIX
SIGMA APPROACH.
In Proceedings of the Tenth International Conference on Enterprise Information Systems - AIDSS, pages 261-267
DOI: 10.5220/0001697602610267
Copyright
c
SciTePress
Tchernev, 1996) and segmented flow (Sinriech et
al., 1994; Sinriech and Tanchoco, 1995; Sinriech
and Tanchoco, 1997; Barad and Sinriech, 1998). As
it is realized from the definition of tandem layout,
unlike the traditional layouts, is a hybrid system of
the mutual shortest path systems and one path loop
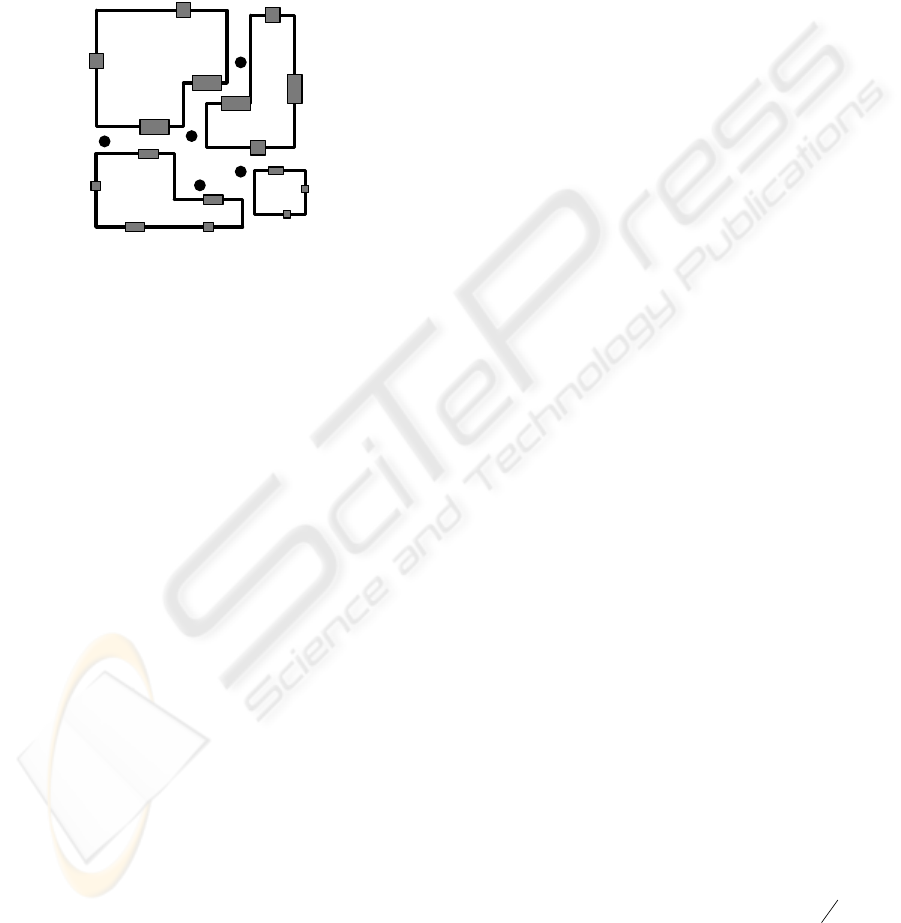
which is discussed in AGV system. Nonetheless,
the number of required TAGV in this system is
equal to the number of the loops as it is shown in
Figure 1.
Figure 1: Architecture of TAGV in cellular manufacturing.
In tandem systems different problems such as
machine partitioning, machine sequencing in each
loop, movement direction and pickup/deposit
(transfer) point determination are proposed in
literature (Gaskin and Tanchoco, 1987; Gaskin et al.,
1989; Banerjee and Zhou, 1995; Asef-Vaziri et al.,
2000; Asef-Vaziri et al., 2001; Farahani et al., 2005).
After Bozer and Srinivasan many researchers tried
on varied problems in tandem systems. One of the
most significant subjects in TAGV system is
partitioning machines to different zones. Machine
division in TAGV systems initially was proposed by
Bozer and Srinivasan with an analysis model. They
analyzed one AGV in one loop in that exploration.
They discussed a layout designation of a variable
path for AGV system and indicated that machine
partitioning in tandem AGV system have a direct
affect on the performance of the system. They
developed a heuristic division algorithm for AGV
system based on variable path in each zone and
identified the transfer location among zones during
that process by simulation.
This paper investigates the problem of machine
partitioning to specified number of loops (L). It
models a non-linear multi-objective problem for
minimizing the material flow intra and inter-loops and
minimization of maximum amount of inter cell flow,
considering the limitation of TAGV work-load. For
reducing variability of material flow and establishing
balanced loop layout some constraints add to problem
based on six sigma approach. Because of the
complexity of the problem ant colony optimization
(ACO) algorithm is used for solving this model. The
goal of proposed algorithm is to minimize problem
objectives along with the attainment of six sigma
compliance. Finally some test problems will be solved
by the ACO based designed program that is written
by using MATLAB 7 software, and compared
according to previous methods.
2 MATHEMATICAL MODEL
FOR MACHINE GROUPING TO
L PARTITIONS
In this section the objective is to identify machines
that should be allocated to each loop i.e. loops
formations are in a way that intra-loop and inter-
loop flow are minimum. The structure of machine
partitioning problem is similar to the structure of
CMS problems. The reason of using six sigma
constraints is to achieve a balanced flow with the
minimum fluctuations of inter-loop and intra-loop
flows.
Hence, the latter strategy is used to transform
the multi-objective function of the problem to a
single one because for problem optimization the
intra-loop and inter-loop flow are approximately
close to each other. In this paper a mathematical
model is represented that the objective is allocating
m machines to L loops in a way to close the flow
among varied loops rather than inter-loop flow
minimization and limitations satisfaction. Decision
variable and model parameters definitions are
coming next and then the mathematical model is
accompanied with its limitations.
2.1 Decision Variable
{
1 if machine is allocated to loop
0 otherwise
ij
X
ij
2.2 Parameters
m Machines predefined number
L Loops predefined number
i,k Machine counter i,k =1,2,..,m
,lj
Loop counter j = 1,2,..,L
α
Flow tolerance coefficient,
1
0.1
L
α
≤ p
ik
ϕ
Flow among machines i and k
(
)
x
j
ϕ
Intra-loop flow for loop j
ICEIS 2008 - International Conference on Enterprise Information Systems
262

()
xΦ
Total inter-loop flow
T Total working time of TAGV in planning
period
i
p
Average time of load, unload, processing
of each part on machine i per unit time
Bj
t
Time of bottleneck in loop j
L
ik
ϕ
Upper bound of flow coefficient in each
loop,
1
L
L
ik
ϕ
α
=−
U
ik
ϕ
Upper bound of flow coefficient in
each loop,
1
L
U
ik
ϕ
α
=+
i
ϕ
Total flows from varied machines to
machine i,
1
i
m
iij
j
ϕϕ
=∀
=
∑
C
p
, C
pk
Capability indices
The range of flow changes in each loop would
be small by choosing small
α
; therefore the flow in
loops will be closer to each other and vice versa by
taking large value of
α
.It is supposed that
α
varies
between 0.1 and
1
L
(
1
0.1
L
α
≤ p
). For the
Capability indices, If C
p
=2 and C
pk
=1.5 the
probability of conformance can be shown to be
0.9999966. Thus C
p
>2 and C
pk
>1.5 imply six sigma
logic.
2.3 Mathematical Model
The objective is to minimize inter-loop and intra-
loop flows based on cellular manufacturing systems
(CMS) and minimization of TAGV maximum
workload for minimizing the material flow costs.
According to the previous descriptions the following
model is represented:
()
11
mm
M
in x x x
j
ik ij kj
ik
ϕϕ
=
==
∑∑
, ik≠
(1)
()
1111
mLmL
M
in x x x
ik ij kl
ijkl
ϕ
Φ=
====
∑∑∑∑
, ,ikjl≠≠
(2)
S.t.
1, 1, 2, ..., ,
1
xi m
L
ij
j
==
=
∑
(3)
2, 1, 2,...,
1
x
jL
m
ij
i
≥=
=
∑
(4)
()
1111 11
mLmL mm
U
x
xxx
ik ij kl ik ij kl
ik
ijkl ik
ϕϕϕ
≤
==== ==
∑∑∑∑ ∑∑
(5)
()
1111 11
mLmL mm
L
x
xxx
ik ij kl ik ij kl
ik
ijkl ik
ϕϕϕ
≥
==== ==
∑∑∑∑ ∑∑
(6)
()tpx
B
jiiij
ϕ
≥
(7)
()
1
n
txT
Bj ij
i
≤
=
∑
(8)
(1)
1111
mLmL
x
xmm ki
ij kl
ijkl
=
−≠
====
∑∑∑∑
(9)
2
x
xxx
ij kl ij kl
+≥
(10)
L
U
ik
ik ik
ϕ
ϕϕ
pp
(11)
6( )
11
LL
UL
ik ik
x
x
ik ij kl
C
pk ik
jl
ϕϕ
σ
⎛⎞
−
⎜⎟
=
⎜⎟
⎜⎟
⎝⎠
==
∑∑
(12)
22
11
mm
c
ik
ik
σ
σ
=
==
∑
∑
(13)
6
UL
ik ik
C
pk
c
ϕ
ϕ
σ
−
=
(14)
01{0,1}xx or
ij kl
=∈
(15)
Constraint (11) indicates that the flow is
confined within an interval. Equation (12) evaluates
the standard deviation for flow between machine i to
machine k. By incorporating C
pk
in the evaluation of
standard deviation, the effect of loads and unloads
from the mean flow process has been taken into
account.
UL
ik ik
ϕ
ϕ
− is the tolerance range of the flow i
to k . Equation (13) is used in evaluating the
standard deviation of the entire system. Equation
(14) helps in determining capability index C
pc
to
check whether flow in system is six sigma compliant
or not. The objective of any tolerance synthesis
problem is to reduce the variation and obtain a
probability of non-conformance of at most 3.4 ppm.
This is guaranteed when the value of process
capability index of the entire CMS is higher (C
p
>=2
and C
pk
>=1.5). Thus by taking C
p
=2 and C
pk
=1.5 in
MACHINE GROUPING IN CELLULAR MANUFACTURING SYSTEM USING TANDEM AUTOMATED GUIDED
VEHICLE WITH ACO BASED SIX SIGMA APPROACH
263

calculating the value of σ
ik
andσ
c
, it can be ensured
that each process in the CMS is six sigma compliant.
3 ANT COLONY OPTIMIZATION
BASED SIX SIGMA
CONSTRAINED ALGORITHM
Because of the time that these kinds of problems
occupy, meta-heuristic algorithms are used for solving
such problems. Ant colony optimization methods
have been successfully applied to diverse
combinatorial optimization problems including
traveling salesman, quadratic assignment, vehicle
routing. The ant systems emulate the behavior of real
ants. Ants deposit a substance called pheromone on
the path that they have traversed from the source to
the destination nest and the ants coming at a later
stage apply a probabilistic approach in selecting the
node with the highest pheromone trail on the paths.
Thus the ants move in an autocatalytic process
(positive feedback), favoring the path along which
more ants have traveled and by traverse all the nodes.
In the proposed ant System, ants are defined as simple
computational agents having some memory, they are
not completely ‘‘blind’’ like real ants and live in an
environment where time is discrete.
This paper presents an ant colony algorithm
with programming by MATLAB7. The structure of
the suggested algorithm is explained as follows:
4 INITIAL FEASIBLE SOLUTION
GENERATION BY K-MEANS
CLUSTERING (KMC) METHOD
One of the significant points for using all meta-
heuristic algorithms is generating initial feasible
solution for starting the optimization stages. In this
paper, for using ant algorithm, firstly the k-mean
model should be renovated. A k-means clustering
procedure is applied to generating initial solutions
(Laporte, 2006). By applying the KMC method to
clustering the m machines into L partitions, ensures
that no intersections will occur among the created
loops subject to 6 sigma constraints. On the other
hand, the workstations in a loop should be
reasonably close to each other, so that unnecessary
vehicle trips are avoided.
5 SOLVING THE PROBLEM
(ENCODING) (P ANTS
BETWEEN M MACHINE IN L
PARTITION)
For each ant p,let AL(p) be the set of nodes the p-th
ant allowed to meet at the next step. The selected p-
th ant node is added to the tabu list TL(p) for ant p.
For each ant, to be able to meet all m machines,
two information structure as AL(p) and TL(p) are
supposed, that TL(p) save the machines which are
met by each ant in time t and prohibit it to meet the
latter machine again before a complete tour. When a
tour of the algorithm is completed (m repetitions), to
compute the existing solution of each ant (P ants)
tabu list is used i.e. the flow that each ant passed all
machines is achieved by tabu list. Then the tabu list
is evacuated ant the ants are free to choose whatever
it wants. The flow amount of the p-th ant is reached
by TL(p) elements. TL
s
(p) is the s-th element of the
former list i.e. the s-th machine which is met by p-th
ant in the existing tour.
At the end, the sequence of the nodes visited by
the ant given by the tabu list specifies the solution
proposed by ant p. The node selection procedure is
purely probabilistic. Each ant selects the machine to
meet by the probability of remained pheromone trail
value function on the related arc between machines.
Let
)(t
ik
τ
be the intensity of the pheromone
trail between machine i and k on the edge (i,k) at the
time t. After choosing the next node, it will be time
(t+1). Therefore, if each ant similarly chooses its
next node, then all P ants (total number of ants) will
choose the next node to move in this interval, called
an iteration of the ACO algorithm, in time (t ,t+1)
After every m iterations, each ant has completed a
tour. At this point, the trail intensity is updated
according to the rule:
)(.)(
ikikik
tmt
τ
τ
ρ
τ
Δ+
=
+
Where ρ is a coefficient that shows the trail
persistence between time t and t+
θ. In order to avoid
unlimited accumulation of the trail, the value of ρ
should lie in the range (0, 1). Also,
∑
=
Δ=Δ
P
p
p
ikik
1
ττ
Where P is the total number of ants and
p
ik
τ
Δ
is the quantity per unit time of the pheromone trail
laid on the edge (i,k) by p-th ant between times t and
t+ θ, and
ICEIS 2008 - International Conference on Enterprise Information Systems
264

⎪
⎭
⎪
⎬
⎫
⎪
⎩
⎪
⎨
⎧
+−
ℜ
=Δ
otherwise
tandttimebetweenkiedgetheonantthp
p
ik
p
ik
0
))(,(
θ
ϕ
τ
Where
ℜ is a positive constant value which
denotes the remained ant's pheromone and
p
ik
ϕ
is
the amount of flow among machine i and k, by the p-
th ant. The transition probability of moving from
node i to node k for the given ant is as follows:
[()].[]
()
[()].[]
()
()
0
t
ik ik
if k AL p
p
t
ip ip
pt
ik
pALp
otherwise
αβ
τη
αβ
τη
⎧⎫
⎪⎪
∈
⎪⎪
=
⎨⎬
⎪⎪
∈
⎪⎪
⎩⎭
∑
Parameters α and β control the relative
importance of the trail versus the visibility in
which
α
means relative significance of pheromone
which is more than or equal to zero and
β
means
relative significance of visibility area which is more
than or equal to zero. The coefficient
ρ
means the
stability of pheromone
10 <
<
ρ
, (
ρ
−1
) could be
assumed as the amount of pheromone evaporation in
unit time.
Where AL(p) represents the set of nodes to
which ant p can move from the present state and
ik
η
, the visibility from node i to node k (AL(p) = all
ants – TL(p)).
This information is called heuristic information
that is specific in any problem and is determined
regarding to the erudity of the programmer and
provides useful information from the beginning of
the problem to the ants. The value of it is constant
till the end of the problem.
After m repetitions all ants have completed one
tour and their tabu list is filled. Then the value of
p
ik
ϕ
is computed for each p-th ant and according to
equation --- the amount of
p
ik
τ
Δ is updated. Also
they found minimum flow by ants
(
min , 1,..., , 1,...,
p
p
Pandi k m
ik
ϕ
==) is saved and the
whole tabu lists are cleaned. This process is
continued till the completed tours counter which is
defined by the algorithm user, reach its maximum
value or all ants use a same completed tour.
5.1 Neighborhood Exchange Operator
The resulting clusters of ant-cycle algorithm could
be checked for six sigma constraints by comparing
to the level of cp & cpk,. In case of infeasibility ( in
6sigma), a simple search method is used by moving
some machines, following the defined neighborhood
evaluation method and based on the objective
function. The neighborhood of a solution is simply
obtained by removing a stochastic machine from
partition j and adding it to partition l, provided that it
does not create intersection (NEO (j,l)). Subjecting
to six sigma constraint, all
()
x
j
ϕ
’s are computed
(j=1, 2,.., N),j-th partition is the partition with more
than two machines that has the most intra-loop flow,
and l-th partition is the one that has the least intra-
loop flow.
Step 1 – Initialize
Set t: =0; {t is the time of counter}
Generate initial feasible solutions by KCM.
Set NC: =0; {NC is the cycles counter}
For every edge (i,k) between machine i and
k , assign trial intensity
ikik
t
ϕ
τ
=:)( ;
0=Δ
ik
τ
;
Place the P ants on m machines (nodes)
Step 2 – Tabu list initialization
Set s: =1; {s is the tabu list index}
For p: =1 to P do
Place the starting machine
of the p-th ant in TL
s
(p);
Step 3- Ant movement on machines (this step
repeated m-1 times)
Repeat until tabu list is full
Set s: =s+1;
For p: =1 to P do
Choose the machine k
to move to, with probability
)(tp
p
ik
;
{At the time t the p-
th ant is on machine i= TL
s-1
(p)}
Move the p-th ant to
the machine k;
Insert machine k to
TL
s
(p);
End {For};
End {Repeat};
Step 4-
For p:=1 to P do
Move the p-th ant from TL
m
(p) to
TL
1
(p);
Compute the
p
ik
ϕ
of the tour described
by p-th ant between machine i,k (for all P);
Update minimum flow among machine
i,k by finding min
p
ik
ϕ
;
MACHINE GROUPING IN CELLULAR MANUFACTURING SYSTEM USING TANDEM AUTOMATED GUIDED
VEHICLE WITH ACO BASED SIX SIGMA APPROACH
265
For every edge (i,k)
For p:=1 to P do
(, ) ( )
0
if i k tour described by TL p
p
p
ik
ik
otherwise
τ
ϕ
ℜ
⎧⎫
∈
⎪⎪
Δ=
⎨⎬
⎪⎪
⎩⎭
1
P
p
ik
ik
p
τ
τ
Δ= Δ
=
∑
;
Step 5-
For every edge(i,k) assign
ikikik
tmt
τ
τ
ρ
τ
Δ+=+ )(.)(
;
Set t:=t+ m;
Set NC:=NC+1;
For every edge (i,k) set
ik
τ
Δ :=0;
Step6-
If (NC < NC
max
) & (stagnation
behavior)
then
Empty all tabu list;
Print all
ik
ϕ
(using
klij
xx ,
);
Compute
2
c
σ
, C
p
, C
pk
;
If (C
p
<2) & (C
pk
< 1.5)
then NEO(j,l);
Goto Step 2;
Else
Print minimum flow;
Step 7- Stop;
If the algorithm is stoped after NC repetitions,
the complexity order of ant-cycle algorithm is from
O(NC.m
2
.P). In reality in the first stage complexity
is from O(m
2
+ P) order, in the second stage it is
O(P), in the third stage it is O(m
2
.P), in the fourth
stage it is O(m
2
.P), in the fifth stage it is O(m
2
), and
in the sixth stage it is O(m.P).
6 COMPUTATIONAL
EXPERIMENTS
The proposed algorithm was coded in MATLAB.
The program was executed on the 5 test problem
using an IBM compatible PC with Pentium IV
processor and 1024MB of RAM. In all computations
examples are performed 10 times, based on six
sigma constraint ant cycle, by the designed software
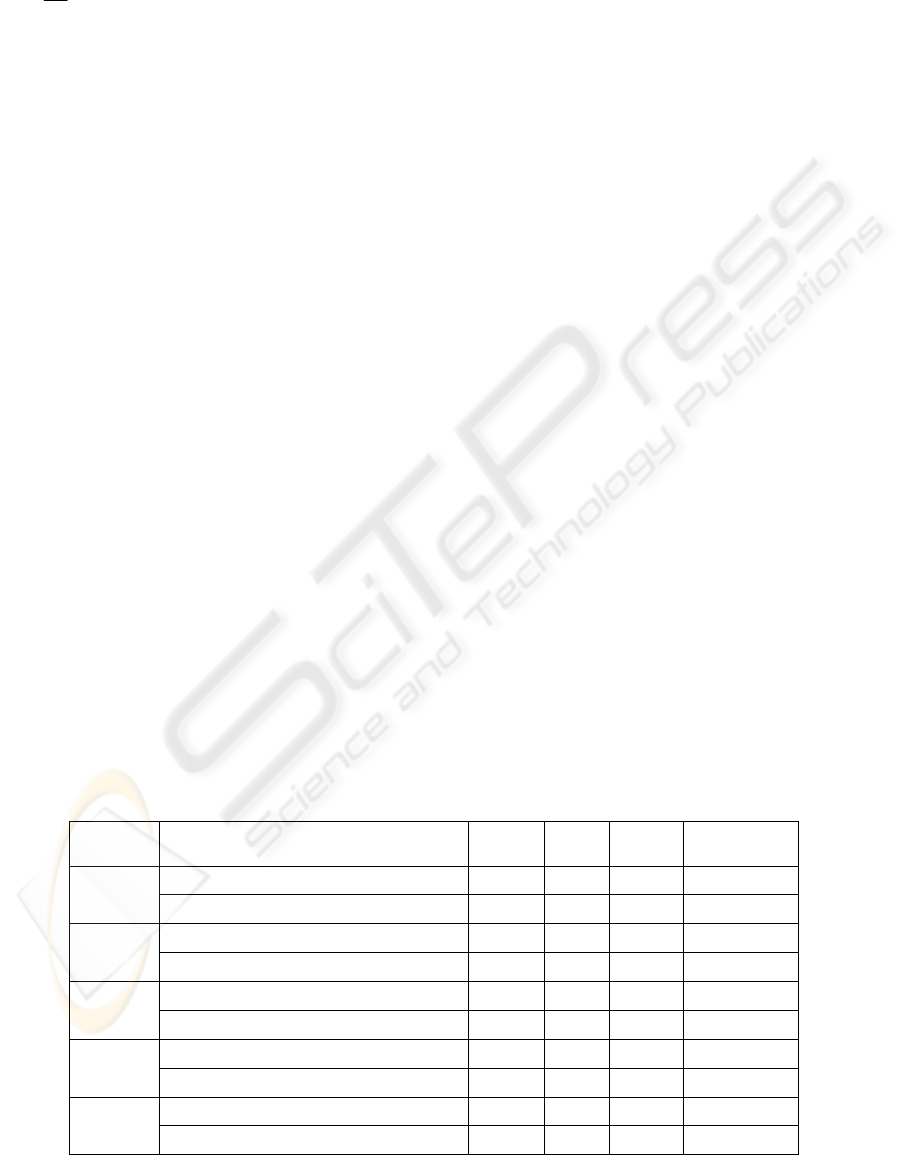
and the best result is reported. Considering to the
computational results that are presented in Table 1 it
is observed that the ant algorithm based designed
software most of the time find answers which are
equal to Lingo8 or better than it in less time. The
ACO parameters
ℜ
,
α
,
β
and
ρ
should be chosen
carefully as they might lead to poor performance of
the algorithm. Always the number of ants is equal to
the number of m machines. Varied values are tested
for a parameter while other parameters are fixed.
Almost 20 simulations are done to achieve a same
performance level with these parameters:
{1,100, 1000} , {0, 0.5,1 , 2 ,5} ,
{0, 1, 2, 5} , {0.3,0.5,0.7, 0.9,0.999}
α
βρ
ℜ
∈∈
∈∈
The values of objective functions were
observed to select the best combination of these
values
100, 0.5, 1, 1
ρ
βα
ℜ
====
.
The combinations
( 1, 1), ( 1, 2),
α
βαβ
=
===
(1,5),(0.5,5)
α
βα β
=
===cause the same
performance level. The whole tests are done
for
max
10000NC
=
.
Table1: Comparing Six Sigma based with Lingo solutions.
Software
Time
(Sec)
(
)
xΦ
(
)
x
j
ϕ
Decision variable
Iterative
Number
Lingo 7 1324 530
,,,,
11 21 32 42 52
x
xxxx
MATLAB 1.33 1324 530
,,,,
11 22 32 41 52
x
xxxx
1
Lingo 33 1523 544
,,,,,
12 21 31 41 52 62
x
xxxxx
MATLAB 1.85 1523 544
,,,,,
11 22 32 41 51 62
x
xxxxx
2
Lingo 207 1875 583
,,,,,,
12 22 31 41 52 61 72
x
xxxxxx
MATLAB 2.56 1793 583
,,,,,,
12 22 32 41 52 61 72
x
xxxxxx
3
Lingo 1568 2013 611
,,,,,,,
11 21 32 42 51 62 71 81
x
xxxxxxx
MATLAB 3.01 1983 598
,,,,,,,
11 21 32 41 51 62 71 81
x
xxxxxxx
4
Lingo 17658 2352 1452
,,,,,,,,
11 21 31 41 51 61 72 82 92
x
xxxxxxxx
MATLAB 3.02 2125 1261
,,,,,,,,
11 22 32 41 51 62 71 81 92
x
xxxxxxxx
5
ICEIS 2008 - International Conference on Enterprise Information Systems
266

7 CONCLUSIONS
In this paper by the means of six sigma strategy, a
non-linear mathematical model for machine
partitioning in TAGV systems is considered with
bi-objectives that are minimizing the material flow
intra & inter-loops and minimization of maximum
amount of inter cell flow. Regarding to the NP-hard
complexity of the problem, ant colony meta-
heuristic method is applied. Then in different test
problems the computational time and the objective
functions value of ant method is being compared
with traditional methods.
REFERENCES
Asef-Vaziri, A., Dessouky, M., Sriskandarajah, C., 2001.
A loop material flow system design for automated
guided vehicles. Int. J. Flex. Manuf. Sys. 13, 33–48.
Asef-Vaziri, A. Laporte, G. Sriskandarajah, C., 2005. The
block layout shortest loop design problem. IIE Trans.
32, 724–734.
Banerjee, P., Zhou, Y., 1995. Facilities layout design
optimization with single loop material flow path
configuration. Int. J. Prod. Res. 33, 183–203.
Barad, M., Sinriech, D., 1998. A Petri net model for the
operational design and analysis of segmented flow
topology (SFT) AGV system. Int. J. Prod. Res. 36,
1401–1426.
Bozer, Y.A., Srinivasan, M.M., 1991. Tandem
configuration for automated guided vehicle systems
and the analysis of single vehicle loops. IIE Trans. 23,
72–82.
Bozer, Y.A., Srinivasan, M.M., 1992. Tandem AGV
systems: a partitioning algorithm and performance
comparison with conventional AGV systems. Eur. J.
Operat. Res. 63, 173–191.
Chhajed, D., Montreuil, B., Lowe, T., 1992.Flow network
design for manufacturing systems layout. Eur. J.
Operat. Res. 57 - 145–161.
Farahani, R.Z., Tari, F.G., 2001. Optimal flow path
designing of unidirectional AGV systems. Int. J. Eng.
Sci. 12 , 31–44.
Farahani, R.Z., Tari, F.G., 2002. A branch and bound
method for finding flow-path designing of AGV
systems. IIE Trans. 15 , 81–90.
Farahani, R.Z., Laporte, G., Sharifyazdi, M., 2005 A
practical exact algorithm for the shortest loop design
problem in a block layout. Int. J.Prod. Res. 43, 1879–
1887.
Gaskin, R.J., Tanchoco, J.M.A., 1987. Flow path design
for automated guided vehicle system. Int. J. Prod. Res.
25, 667–676.
Gaskin, R.J., Tanchoco, J.M.A., Taghaboni, F., 1989.
Virtual flow paths for free ranging automated guided
vehicle systems. Int. J. Prod. Res. 27, 91–100.
Hillier, F.S., Lieberman, G.J., 2005. McGraw-Hill
International Edition, Eight edition. Operations
Research.
Kaspi, M., Tanchoco, J.M.A., 1990. Optimal flow path
design of unidirectional AGV systems. Int. J. Prod.
Res. 28, 1023–1030.
Kaspi, M., Kesselman, U., Tanchoco, J.M.A., 2002.
Optimal solution for the flow path design problem of a
balanced unidirectional AGV system, Int. J. Prod.
Res. 40, 349–401.
Kim, C.W.. Tanchoco, J.M.A., 1991. Conflict-free
shortest-time bi-directional AGV routing. Int. J. Prod.
Res. 29, 2377–2391.
Ko, K.C., Egbelu, P.J., 2003. Unidirectional AGV guide
path network design: a heuristic algorithm. Int. J.
Prod. Res. 41, 2325–2343.
Kouvelis, P., Gutierrez, G.J., Chiang, W.C., 1992.
Heuristic unidirectional flow path design approach for
automated guided vehicle systems. Int. J. Prod. Res.
30, 1327–1351.
Laporte, G., Asef-Vaziri, A., Sriskandarajah, C., 1996.
Some application of the generalized traveling
salesman problem. J. Oper. Res. Soc. 47,1461–1467.
Laporte, G., Farahani, Z.R., 2006. Elnaz Miandoabchi,
Designing an efficient method for tandem AGV
network design problem using tabu search. Applied
Mathematics and Computation.
Lin, J.T., Chang, C.C.K., Liu, W.C., 1194. A load routing
problem in a tandem-configuration automated guided
vehicle system, Int. J. Prod.Res. 32, 411–427.
Rajagopalan, S., Heragu, S.S., Taylor G.D., 2004. A
Lagrangian relaxation approach to solving the
integrated pick-up/drop-off point and AGV flow path
design problem. Appl. Math. Model. 28, 735–750.
Seo, Y., Egbelu, P.J., 1995. Flexible guide path design for
automated guided vehicle systems. Int. J. Prod. Res.
33, 1135–1156.
Sinriech, D., Tanchoco, J.M.A., 1991. Intersection graph
method for AGV flow path design, Int. J. Prod. Res.
29, 1725–1732.
Sinriech, D., Tanchoco, J.M.A., 1993. Solution methods
for the mathematical models of single loop AGV
systems. Int. J. Prod. Res. 31, 705–726.
Sinriech, D., Tanchoco, J.M.A., 1994. SFT – segmented
flow topology, in: J.M.A. Tanchoco (Ed.), Material
Flow System in Manufacturing, Chapter 8. Chapman
and Hall, London, 200–235.
Sinriech, D., Tanchoco, J.M.A., 1995. An introduction to
the segmented flow approach to discrete material flow
systems. Int. J. Prod. Res. 33, 3381–3410.
Sinriech, D., Tanchoco J.M.A., 1997. Design procedures
and implementation of the segmented flow topology
(SFT) for discrete material flow systems. IIE Trans.
29, 323–335.
Sun, X.-C., Tchernev, N., 1996. Impact of empty vehicle
flow on optimal flow path design for unidirectional
AGV systems. Int. J. Prod. Res. 34, 2827–2852.
Tanchoco, J.M.A., Sinriech, D., 1992. OSL – optimal
single loop guide paths for AGVs. Int. J. Prod. Res.
30, 665–681.
Venkataramanan, M.A., Wilson, K.A., 1991. A branch-
and bound algorithm for flow path design of
automated guided vehicle systems. Nav. Res. Logist.
Q. 38, 431–445.
MACHINE GROUPING IN CELLULAR MANUFACTURING SYSTEM USING TANDEM AUTOMATED GUIDED
VEHICLE WITH ACO BASED SIX SIGMA APPROACH
267
