
REAL-TIME SALES & OPERATIONS PLANNING WITH CORBA
Linking Demand Management with Production Planning
Elias Kirche, Janusz Zalewski
Florida Gulf Coast University, Ft. Myers, FL 33965-6565
Teresa Tharp
Argosy University, Sarasota, FL 34235
Keywords: Real-time planning, CORBA in manufacturing, Demand management.
Abstract: Several existing mechanisms for order processing, such as Available-to-Promise (ATP), Materials
Requirements Planning (MRP), or Capable-to-Promise (CTP), do not really include simultaneous capacity
and profitability considerations. One of the major issues in the incorporation of profitability analysis into
the order management system is the determination of relevant costs in the order cycle, and the real-time
access to production parameters (i.e., target quantities based on current cycle time) to be included in the
computation of planning and profitability. Our study attempts to provide insights into this novel area by
developing a Decision Support System (DSS) for demand management that integrates real-time information
generated by process control and monitoring systems into an optimization system for profitability analysis
in a distributed environment via CORBA (Common Object Request Broker Architecture). The model can
be incorporated into current enterprise resource planning (ERP) systems and dynamic use of real-time data
from various functional support technologies.
1 INTRODUCTION
The well-known Available-to-Promise (ATP)
mechanism is a powerful tool for order promising
and order date negotiation for many firms (Vollman,
Berry and Whybark 1997). ATP links manufacturing
and order management, thus synchronizing
production and sales/marketing activities.
Depending on the information technology used, ATP
implementation can simply use inventory position in
a single location or multiple locations. If the product
ordered is not currently available in any location,
customers may be promised delivery dates based on
when the product can be produced. In the typical
case, an additional materials requirements planning
(MRP) run with the added product demand can
determine a future availability date which then can
be used for order promising. However, as is well
known, MRP uses fixed lead times and does not
consider the current load at the shop level, and
therefore, does not necessarily provide accurate
promise dates.
A more contemporary approach to order
promising is to actually schedule the production in
the current manufacturing system in real-time
scheduling, through an Advanced Planning and
Scheduling (APS) software. This would result in a
more accurate, deliverable order promise date. Real-
time scheduling systems can manage instant priority
shifts when customer requirements or management
objectives change with resulting benefits of reduced
costs, reduced manufacturing cycle time, increased
throughput and better customer responsiveness
(Layden 1994). This concept is currently known as
Capable-to-Promise (CTP).
As far as CTP implementations exist in varying
degrees in practice, real-time CTP is yet to become
an integral part of supply chain management and
optimization. This is mainly due to the complexity
of exchanging information, in real time, between the
order management system, typically used by
customer service representatives, and the production
scheduling system, typically used by
schedulers/MRP controllers.
122
Kirche E., Zalewski J. and Tharp T. (2005).
REAL-TIME SALES & OPERATIONS PLANNING WITH CORBA - Linking Demand Management with Production Planning.
In Proceedings of the Seventh International Conference on Enterprise Information Systems, pages 122-129
DOI: 10.5220/0002528301220129
Copyright
c
SciTePress
While all of the above mentioned approaches
are primarily concerned with the understanding of
existing process constraints and the balancing of the
flow of materials through the production process in
order to meet customer requirements, they do not
consistently utilize profitability analysis as an input
into order promising decisions. Clearly, a truly
effective order management approach should include
both capacity and profitability considerations. This
approach, in practice, is referred to as Profitable-to-
Promise (PTP). PTP is the ability to respond to a
customer order by determining how profitable it is to
accept this order. Successful PTP applications are
the ‘holy grail’ of electronic commerce for
manufacturers and the next avenue for many of the
supply chain management/optimization software
developers.
One of the major issues in the incorporation of
profitability analysis into the order management
system is to determine which costs are relevant, and
to have real-time access of production parameter
(i.e., current cycle time) to be included in the
calculation of planning and profitability. Our study
attempts to provide insights into this novel area by
developing a Decision Support System (DSS) for
demand management that integrates real-time
information generated by process control and
monitoring systems into an optimization system for
profitability analysis in a distributed environment
via CORBA, Common Object Request Broker
Architecture (Bolton 2002). The model can be
incorporated into current enterprise resource
planning (ERP) systems and dynamically use-real
time data from various functional support
technologies as indicated in Figure 1.
2 THE DECISION SUPPORT
SYSTEM FOR DEMAND
MANAGEMENT
Many manufacturing environments use MRP,
material resource planning (MRPII) or ERP systems
for medium term planning. Such systems divide the
planning horizon into discrete time buckets and
require a medium term production plan for several
future time buckets, which is used to provide due
dates and release dates for detailed production
scheduling. Previous attempt to address an effective
sales and operations planning (S&OP) strategy to
react to changes in the demand has been difficult,
since there has been a lack of real-time information
concerning system status (Ovacsik and Uzsoy 1994).
However, the advent of computerized
information systems capable of tracking job and
machine status in real time has changed this
situation, and real-time performance measurement is
the next frontier of operational excellence. In many
of the process industries, information is generated in
real time by process control computers. In discrete
parts manufacture, computer systems for the entry
and distribution of data, such as video display units
and bar code scanners, are placed at various
locations on the shop floor, to record information
concerning the location and status of jobs and
resources, and to display this information for control
purposes. Feedback can be generated from several or
all work centers to track jobs and update their
progress. This technology is comparatively cheap
and very effective in many businesses and
manufacturing applications (Castillo 2001; Singh
2002).
Order
Fulfillment
Purchasin
g
Purchasing
Proces
s
Contr
ol
Proces
s
Contr
ol
Deman
d
Managemen
t
Demand
Management
MES
MES
Inventor
y
Managemen
t
Inventory
Management
MR
P
MRP
Plannin
g
Planning
Schedulin
g
Scheduling
Model Scope & Linkage
Figure 1: Model Interface with Enterprise Resource Systems (ERP)
REAL-TIME SALES & OPERATIONS PLANNING WITH CORBA: Linking Demand Management with Production
Planning
123
Real-time data are commonly used to improve
estimated values of processing parameters, such as
processing time or worker performance (Steele et al.
2001), but rarely used for demand management and
profitability analysis. In this study, we apply a DSS
for distributed environment utilizing CORBA to
interface with production, sales and financial
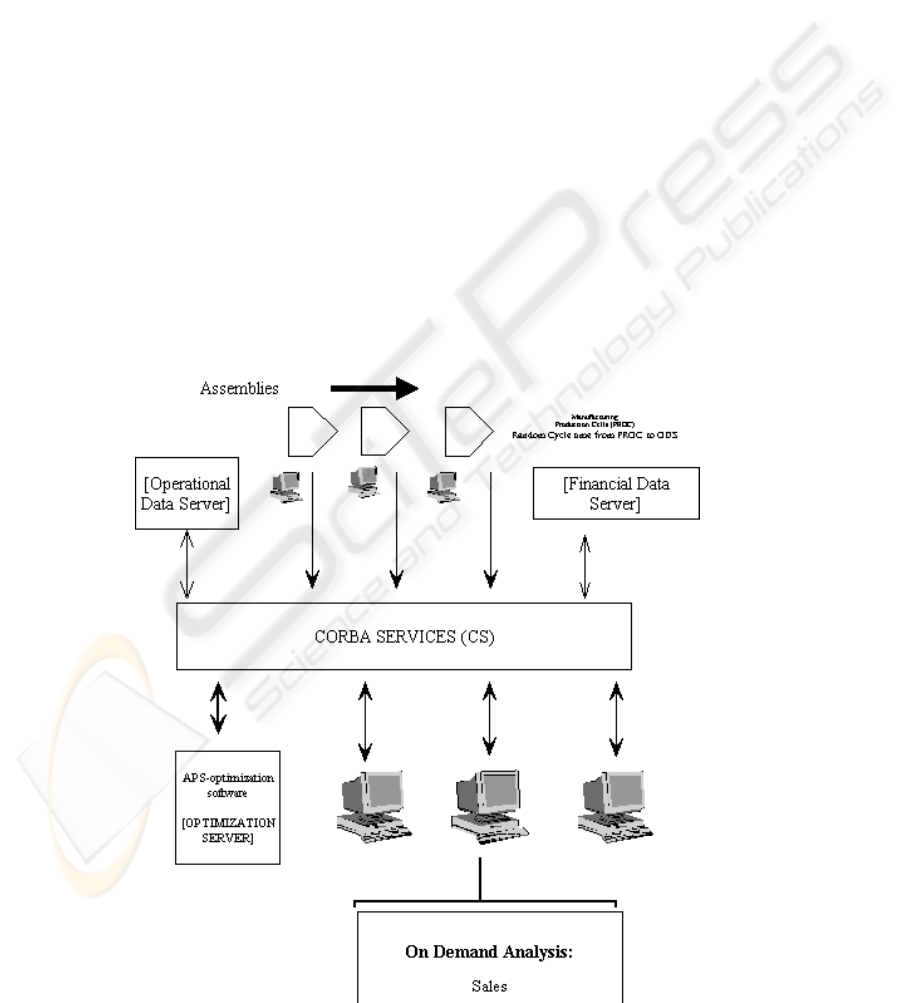
application technologies as shown in Figure 2.
The operational system continuously tracks
processing time at work centers and uploads
information to an operational data server,
performing immediate computations and display of
the production target based on current cycle time.
With instantaneous network access for monitoring
and reporting, it broadcasts production information
in real time to the entire factory floor. Concurrently,
the financial server maintains current cost and price
information on raw material, work center costs,
inventory, and other pertinent accounting data. An
advanced planning system (MIMI®, from Aspen
Technology Inc.) containing an optimizer module
(CPLEX) downloads on demand up-to-date
information from both operational and financial
servers via CORBA for evaluation and allocation of
resources to meet customer order request in the most
efficient manner.
The request can be made from various levels at
the organization but the primary use is in the support
sales for demand management to increase
profitability. The goal of the real-time system is to
dynamically integrate end-to-end processes across
the organization (key partners, suppliers and
customers) to respond with speed to customer
changes and market requirements. The real-time
CORBA framework enables employees to view
current process capability and load on the system
and provide immediate information to customers.
The decision to employ CORBA is based on its
importance in complex control systems (Sanz and
Alonso 2001) and the integration capabilities it
offers for real-time and embedded systems (Sanz
2003). The CORBA open system has vast resource
scalability and potentially can serve an unlimited
number of players and virtually any number of
manufacturing processes and partners in the
production environment. It provides an integrated
view of the production process for an efficient
demand management. Other benefits include
continuous availability, business integration,
resources availability on demand, and worldwide
accessibility.
Figure 2: Process Description – Distributed Service
ICEIS 2005 - DATABASES AND INFORMATION SYSTEMS INTEGRATION
124
The optimizing server uses a mixed integer
program (MIP) to plan order and optimize resource
allocation to maximize profits as orders arrive in
each period. Orders are for different products,
quantities and for a specific due date. If the order is
unfeasible for the current production period (that is,
cannot be produced without delaying a previously
accepted order) it will have to be renegotiated with
the customer (in real time) for a later due date or a
reduced order that can fit in current production.
The optimizer accesses current production
parameters from the operational server to plan and
schedule accepted orders for the next production
horizon. Typically in productions systems,
unforeseen events such as unscheduled down times,
production losses, change orders, bottleneck
constraints, and other issues make difficult the
synchronization of planning and scheduling of work
centers. However, the integration and enterprise
visibility created by the real-time demand
management system will tune resourses and balance
workloads to maximize production efficiency and
adapt to dynamically changing environment.
3 CASE STUDY
The manufacturing environment consists of a firm
that has limited production capacity geared to
produce multiple product lines. Products within
each line are processed in batches of varying sizes
according to the demand load. Production
comprises of a sequence of activities with processing
times that may change with load and manufacturing
conditions such as unscheduled downtime. The
production activities are of two types:
1) a sequence of activities common to all product
lines, and
2) a sequence of activities specific to each
product line. Each product line includes several
variations (of finished goods).
The common activities precede the product line-
specific activities and take place in the Common
Part Cell (CPC). The final assembly cells (P
i
C),
where i sub-index denotes the product line, are
specific to product line and product lines assume
different identities only after product line-specific
activities are performed in their respective final
assembly cells. Any accumulation of inventory
(WIP) between the common and product line-
specific activities comprise of a homogeneous
intermediate product (Common Part – CP). This
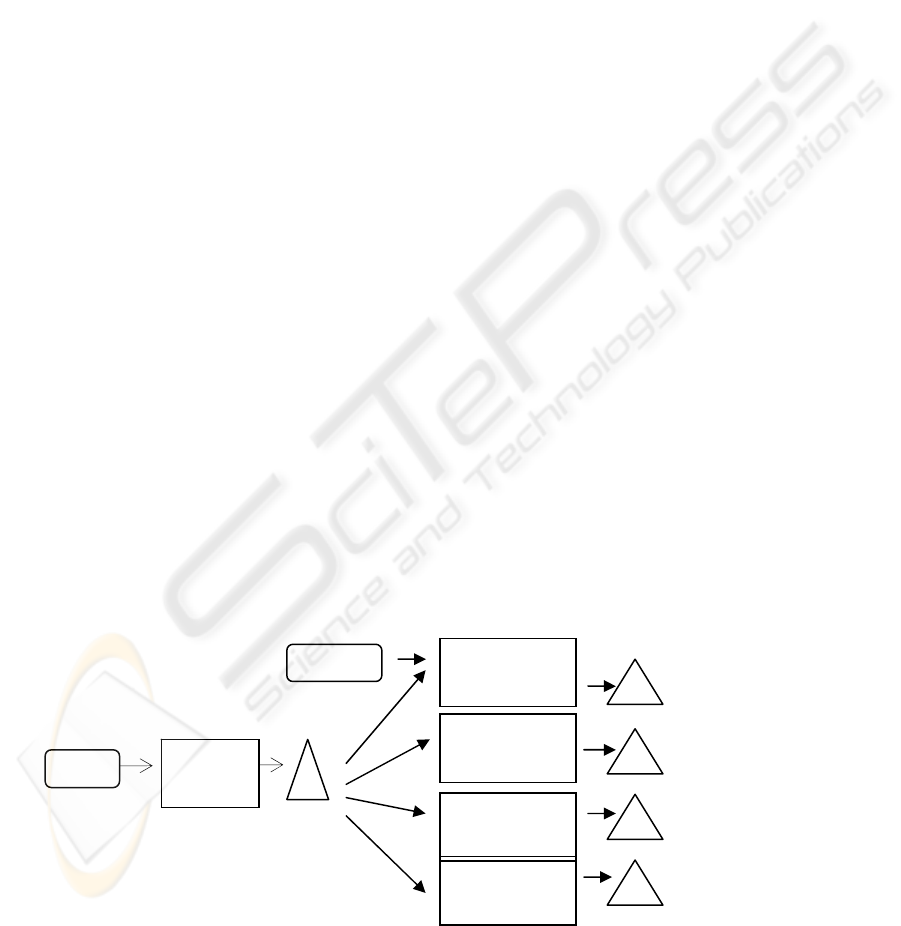
production environment is depicted in Figure 3 and
is similar to those used in other studies (O’Brien
1996; Umble et al. 2001).
Production takes place under a demand-pull
system, i.e., a customer order initiates production
activity - the processing of raw material (RM) and
subsequent processing at the common and product
line-specific cells. If there is excess work in process
(WIP) inventory (of the CP), no production activity
is initiated in the CPC; the required CP quantity is
transferred to the specific product line-cell. We
assume that there were no delays for moving parts
and/or raw materials among cells. If there is
sufficient finished goods inventory to cover an order
request, production is not initiated. Inventory exists
because one batch (or multiple batches) may be
greater than the order quantity, and the units
produced in excess of order quantity are placed in
stock. The capacity utilization level for each cell is
set as suggested in (Yang and Jacobs 1999).
RM
Common
PartCell
(CPC)
P1 Workcell
(P1C)
P2 Workcell
(P2C)
P3 Workcell
(P3C)
P4 Workcell
(P4C)
Part B
Common
Part (CP)
Inventory
P1 Inventory
P2 Inventory
P3 Inventory
P4 Inventory
Figure 3: Manufacturing Process Flow
REAL-TIME SALES & OPERATIONS PLANNING WITH CORBA: Linking Demand Management with Production
Planning
125
The manufacturing time and cost parameters are
downloaded on demand in an advanced planning
system, MIMI®, Manager for Interactive Modular
Interface, Version 5.0 (from Aspen Technology,
Inc), which is utilized to optimize the production
scheduling. Reports can be generated for current
demand load, production sequence and profits.
4 PRODUCTION PARAMETERS
The production environment is for a supply chain
composed of several suppliers of raw material
serving a single plant and materials are delivered
assuming instantaneous lead-time. Within the plant,
there are several overhead activities to support
production, engineering, purchasing and marketing
operations. Order arrival rates (λ) and order size (q)
are set relative to an average capacity of the
Common Part Cell (CPC) to produce the common
part (CP), making the CPC cell the production
bottleneck by design. Yang and Jacobs (1999)
suggested a capacity utilization rate of 72% per
period without set time. In this research, we
designed the run time capacity (practical capacity)
for all work cells at 6 hours per period.
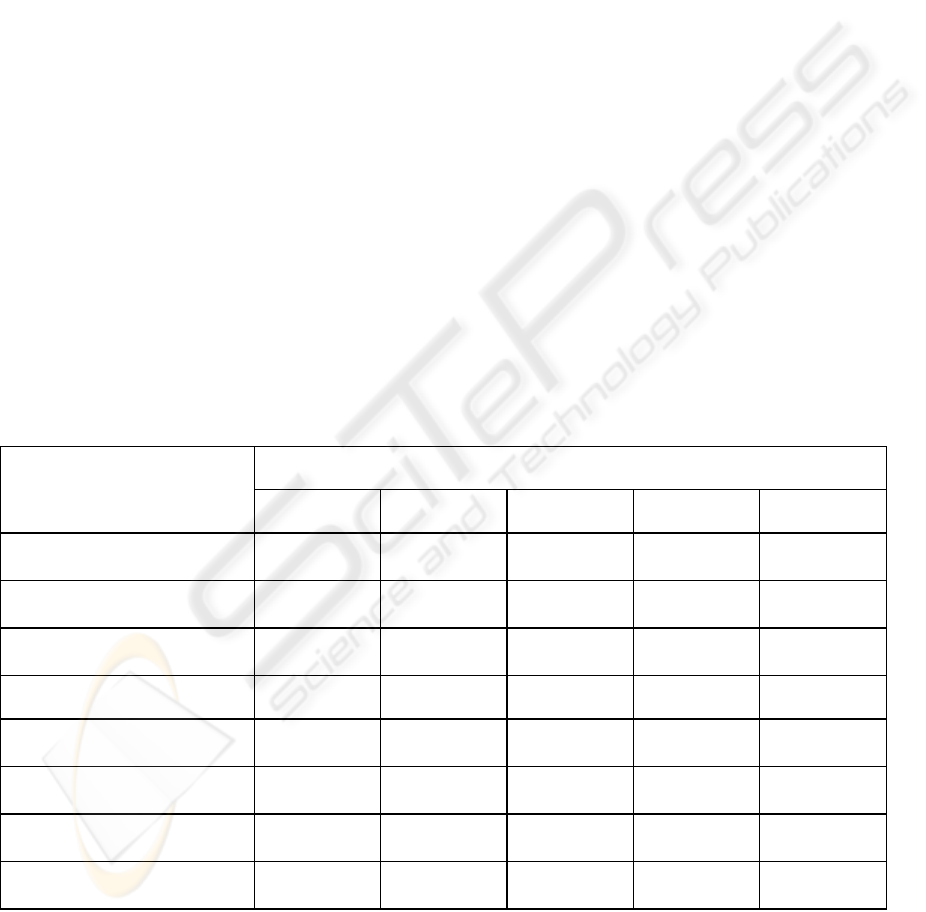
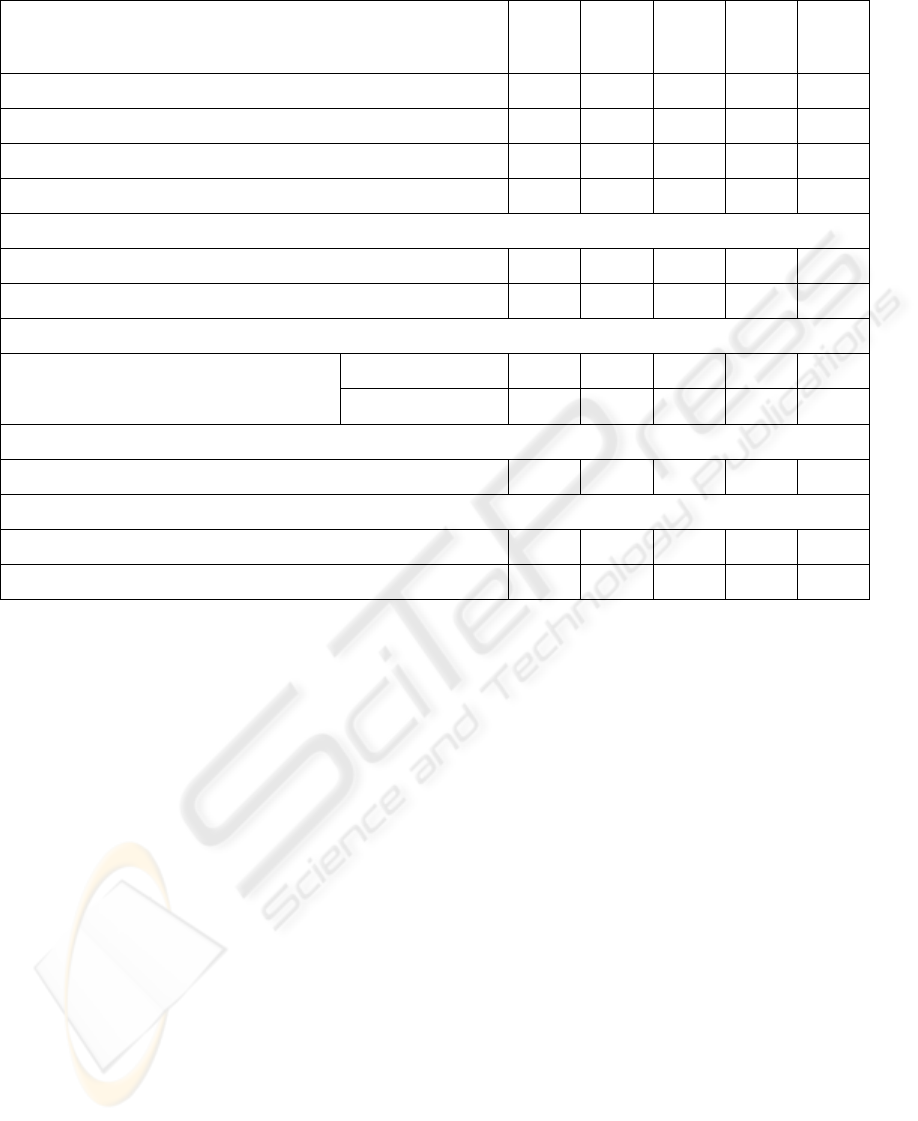
Table 1 indicates the parameters associated with
each cell and product type. Product P1 is made up
of two components - raw material A which is first
semi processed in CPC work center, and purchased
component B. Other products are made of only raw
material A, also processed in work center CPC.
Raw material A and purchased component B are
available from two suppliers, although the model in
the study allows for a flexible number of suppliers,
parts and components, and finished goods. These
parameters are stored in the operational server which
interfaces directly with plant floor machinery to
facilitate accurate, real-time data collection for better
business planning.
The system updates and stores all production
part numbers and desired quantities scheduled for
each period, so there is minimum operator
involvement. In addition to acquiring production
counts directly from production equipment, the
system updates current cycle time, inventory counts,
productivity and other production parameters. This
information, in addition to financial data stored in
the financial server, is uploaded to an APS via
CORBA for production optimization and profit
analysis on demand (as shown in Figure 2). The
financial data are displayed in Table 2.
Products
CP P1 P2 P3 P4
Manufacturing cell for
specific products
CPC P1C P2C P3C P4C
Mean run time per unit
(hours)
0.25 0.25 0.25 0.25 0.25
Batch size (units)
4 4 4 4 4
Setup time (hours) 0.5 0.333 0.333 0.25 0.25
Number of procurement
transactions per order
0 3 2 1 1
Max run time in each cell
(hours)
6 6 6 6 6
Max time for setups in each
cell (hours)
3 2 2 1.5 1.5
Total capacity in each cell
per period (hours)
9 8 8 7.5 7.5
Table 1: Production Parameters
ICEIS 2005 - DATABASES AND INFORMATION SYSTEMS INTEGRATION
126
Product
CP
P1 P2 P3
P4
Order cost per unit (average order size = 6) - 14.29
9.52
4.76
4.76
Batch cost per unit 6.25
4.17
4.17
3.13
3.13
Unit cost 2.92
2.08
1.67
0.83
0.83
sub-total 1
9.17
20.54
15.36
8.72
8.72
CP cost 9.17
9.17
9.17
9.17
sub-total 2
9.17
29.70
24.52
17.89
17.89
Raw material A
30.00
30.00
30.00
30.00
30.00
Cost of purchased material
Component B - 10.00
- - -
Total Manufacturing Costs (TMC) 39.17
69.70
54.52
47.89
47.89
Price ~(200 % over TMC) - 130.00
110.00
95.00
90.00
Inventory costs 0.01
0.05
0.05
0.05
0.05
5 SIMULATION ANALYSIS
According to Pritsker (1986), simulation models
must be verified and validated before relying on
their results. He states that verification is the
process of establishing that the computer program
executes as intended, whereas validation is the
process of establishing that a desired accuracy or
correspondence exists between the simulation model
and the real system. A pilot study is simulated to
provide parameter boundaries for a more
comprehensive experiment, evaluate the proposed
model formulations, and provide understanding of
how the model behaves in a real application.
We first validate and verify results of the
simulation through an illustrative example. The
models used in this experiment were verified by
testing them as a whole and in subsections. For
example, each manufacturing cells were completely
evaluated individually to match orders and cost
considerations.
The orders were traced from suppliers to
production timing, bottleneck influence of other
activities, inventory quantities generated by the
order and conformance to due date restrictions. All
costs incurred during the production cycle were also
verified to correspond to each specific activity.
Through debugging, refining, and redesigning, all
models were completely verified. As a result, it has
been concluded with confidence that all models are
performing as intended.
Validation is the process of establishing that the
desired accuracy or correspondence exists between
the simulation model and the real system being
simulated. The performance criterion in this
validation process is the general knowledge and
logical intuition of how the system should behave.
For example, in the stage of randomly generated
product orders, a specific number and type of orders
was generated for specific due dates and quantities.
This ensures that these products are the only inputs
and expected outputs of the system. Table 3
indicates a typical order set to be operationalized by
the model.
Table 2: Product Cost and Pricing
REAL-TIME SALES & OPERATIONS PLANNING WITH CORBA: Linking Demand Management with Production
Planning
127
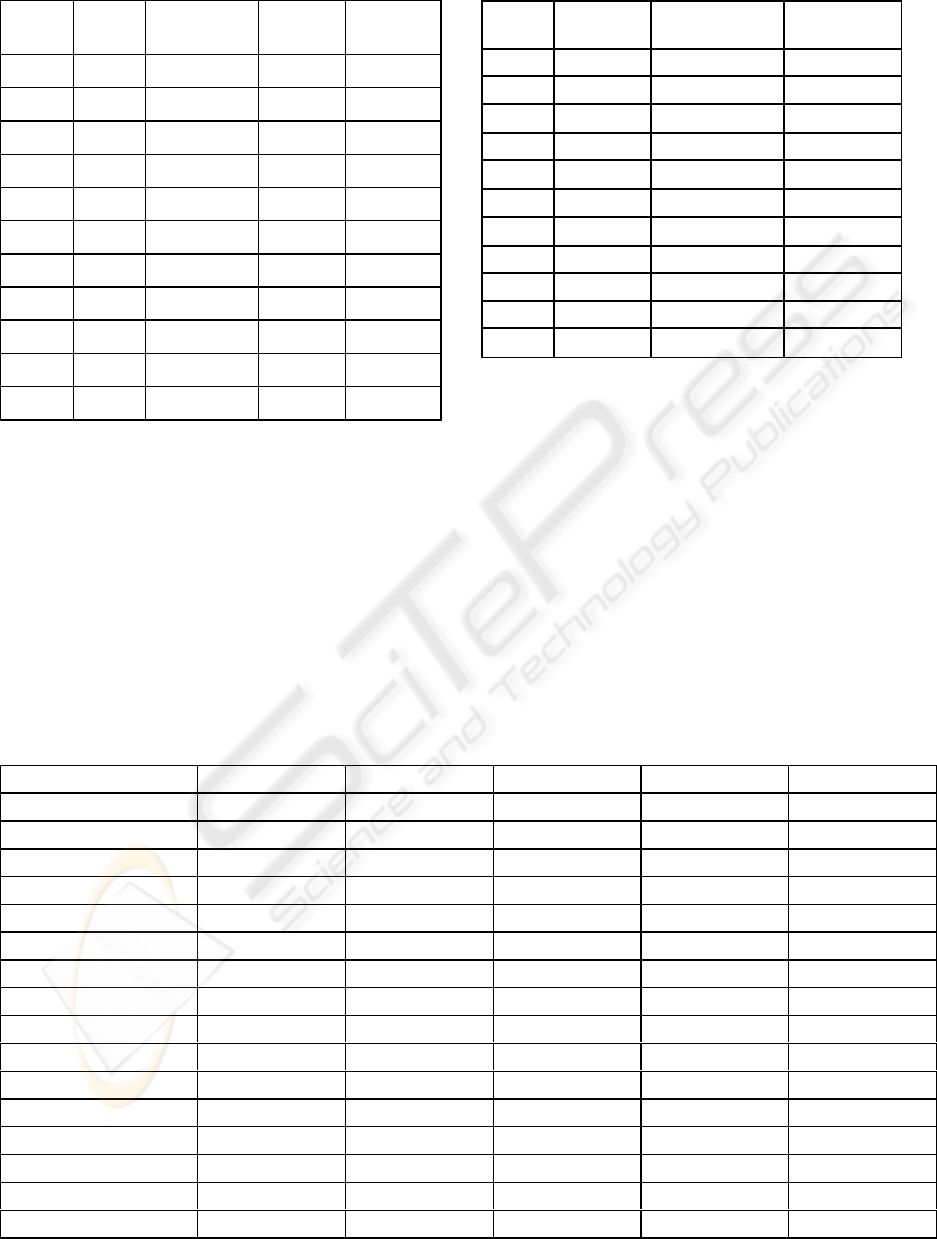
Table 3: Demand Information
Part #
PO # Delivery
date
Order
quantity
Order
date
P1 10 1/15/04 14 1/13/04
P1 11 1/24/04 11 1/13/04
P2 12 1/26/04 15 1/13/04
P3 12 1/17/04 17 1/14/04
P2 14 1/29/04 5 1/14/04
P1 15 1/20/04 6 1/15/04
P3 16 1/29/04 5 1/15/04
P4 17 1/30/04 9 1/16/04
P4 18 1/29/04 19 1/16/04
P3 19 1/27/04 3 1/16/04
P4 21 1/22/04 9 1/16/04
Order management applications interface with
the user in sales through the demand information
(Table 3), which is stored in the financial server. It
can be accessed via CORBA by the salesperson for
order confirmation and input of the new orders.
After a new order is entered into the table, the user
can run the optimizer (APS) to update and confirm
the feasibility of the order. If the order can produce
a capacity feasible schedule, the information is
stored in the financial server and the profitability of
the order can by be generated as indicated in data
presented in Table 4.
Table 4: Profit Analysis
PO # Order
quantity
Order date
Profit
10 14
1/13/2004
11 11
1/13/2004
12 15
1/13/2004 2401.60
13 17
1/14/2004
14 5
1/14/2004 3434.00
15 6
1/15/2004
16 5
1/15/2004 4184.98
17 9
1/16/2004
18 19
1/16/2004
19 3
1/16/2004
20 9
1/16/2004 5778.32
The production schedule and profitability analysis is
possible because the APS accesses real-time data
from the financial and the operational servers via
CORBA to generate reports. The APS, when
producing the updated schedule, will also generate
several reports to support production in the shop-
floor (Table 5), and other required accounting
transactions to meet the new customer order. Table
6 indicates the required purchasing order to be
placed with vendors to maintain a feasible schedule
and guarantee the contractual delivery date with the
customer. The purchasing requirements can be
electronically sent to vendor via CORBA and stored
in the financial server for later retrieval.
Table 5: Production Scheduling.
Production period Part # P1 Part # P2 Part # P3 Part #P4 Part # CP
1/15/2004 16 0 4
0 20
1/24/2004 0 0 4
0 4
1/26/2004 0 0 12 0 12
1/17/2004 0 0 0
4 4
1/29/2004 0 0 0
0 0
1/20/2004 4 0 0
0 4
1/29/2004 0 0 0
0 0
1/30/2004 12 0 0
8 20
1/29/2004 0 0 0
0 0
1/27/2004 0 0 0
0 0
1/22/2004 0 0 0
0 0
1/29/2004 0 16 0
0 16
1/26/2004 0 0 0
0 0
1/27/2004 0 4 8
0 12
2/04/2004 0 0 0
16 16
2/01/2004 0 0 0
12 12
ICEIS 2005 - DATABASES AND INFORMATION SYSTEMS INTEGRATION
128
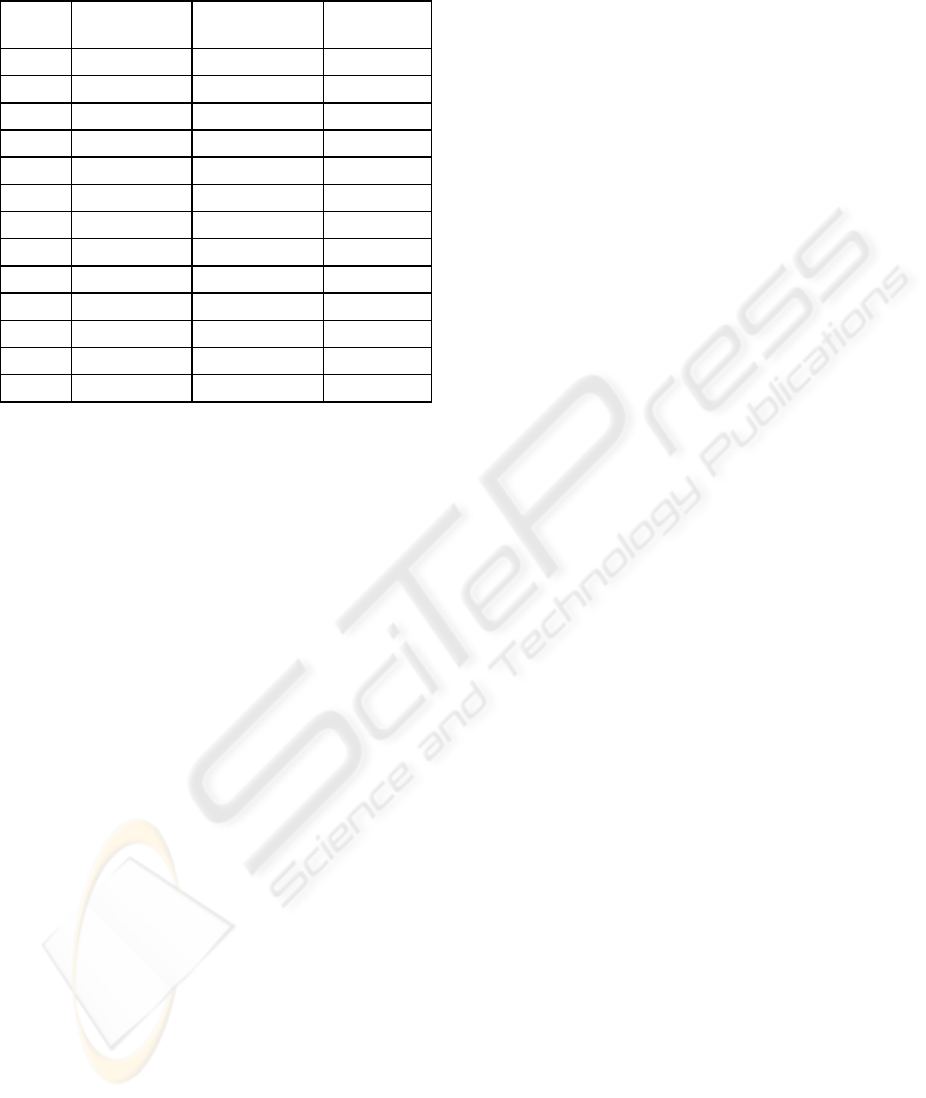
Table 6: Purchasing Orders.
Part# Vendor Delivery date Order
quantity
A SUP1 1 20
A SUP1 2 4
A SUP1 3 12
A SUP1 4 4
A SUP1 6 4
A SUP1 8 20
A SUP1 12 16
A SUP1 14 12
A SUP1 15 16
A SUP1 16 12
B SUP2 1 16
B SUP2 6 4
B SUP2 8 12
6 CONCLUSION
In order to remain competitive in the global market,
companies need to establish a well connected supply
chain to synchronize production and order decisions
in through information technology.
This study introduced an application of a
decision support model with CORBA for
synchronized sales and operations planning in a
multi-stage manufacturing environment. Our
objective was to gain insights into how real-time
order management decisions could be used to
maximize profitability while ensuring that the firm
has adequate resources to satisfy the demand. The
model interfaces in real time with enterprise-wide
planning systems to directly access financial and
plant floor machinery data for better business
planning.
The model presented considers availability and
cost of supply chain resources (including raw
material, work-in-process, finished goods inventory
and production and distribution capabilities) and
allocates these scarce resources to incoming orders
to maximize profitability. It suggests that the
synchronization of resource utilization across the
supply chain and the real-time cost of resource
information provided by the CORBA environment
can lead to more reliable order commitment and
increased profitability. By synchronizing the
organization’s cycle times with those of key
suppliers and customers, the company can order and
produce the exact quantity at the right time. The
heightened visibility and accuracy bring about more
streamlined process and greater adaptability to
changing customer requirements.
The added benefits of the real-time model
includes increased customer relationships through
fast and reliable deliveries, lower operation costs
(buying and producing only what is needed at the
right time), and increased flexibility in order
management.
REFERENCES
Bolton, F., 2002. Pure CORBA: A Code Intensive
Premium Reference, Sams Publ., Indianapolis, Ind.
Castillo, I., C. Roberts, 2001. “Real-time control and
scheduling for multi-purpose batch plants”. Computers
and Industrial Engineering, Vol. 41, pp. 211-225
Layden, J., 1994. “Real-time factory floor scheduling
enhances responsiveness”, Industrial Engineer, Vol.
26, No. 11, p. 20
O’Brien, J., K. Sivaramakrishnan, 1996. “Coordinating
order processing and production scheduling”. J. of
Management Accounting Res., Vol. 8, pp. 151-170
Ovacik, I, R. Uzsoy, 1994. “Exploiting shop floor status
information to schedule complex job shops”. Journal
of Manufacturing Systems, Vol. 13, No. 2, pp. 73-84
Pritsker, A.A.B., 1986. Introduction to Simulation and
SLAM II, Halstead Press
Sanz, R., 2003. “A CORBA-based Architecture for
Strategic Process Control”. Annual Reviews in
Control, Vol. 27, pp. 15-22
Sanz, R., M. Alonso, 2001. “CORBA for Control
Systems”. Annual Reviews in Control, Vol. 25, pp.
169-181
Singh, R., G. Gilbreath, 2002. “A real-time information
systems for multivariate statistical process control”.
International Journal of Production Economics, Vol.
75, pp. 161-172
Steele, J., Y. Son, R. Wysk, 2001. “Resource modeling for
the integration of the manufacturing enterprise”.
Journal of Manufacturing Systems, Vol. 19, No. 6, p.
407
Umble, M., E. Umble, L Deylen, 2001. “Integrating
enterprise resource planning and theory of
constraints.” Production & Inventory Management J.,
2nd Quarter, pp. 43 – 48
Vollmann, T.E., W.L. Berry, C. Whybark, 1997.
Manufacturing Planning and Control Systems,
Irwin/McGraw-Hill.
Yang, K.K., F.R. Jacobs, 1999. “Replanning the master
production schedule for capacity-constrained job
shop”. Decision Sciences, Vol. 30, No. 3, pp. 719-748
REAL-TIME SALES & OPERATIONS PLANNING WITH CORBA: Linking Demand Management with Production
Planning
129
