
Analysis of the Message Queueing Telemetry Transport Protocol for Data
Labelling: An Orthopedic Manufacturing Process Case Study
Mangolika Bhattacharya, Reenu Mohandas, Mihai Penica, Mark Southern, Karl Vancamp
and Martin J. Hayes
University of Limerick, Limerick, Ireland
Keywords:
Data Cleaning, Digital Manufacturing, Industry 4.0., Internet of Things (IoT), Message Queuing Telemetry
Transport (MQTT) Protocol, Message-Oriented Middleware (MOM).
Abstract:
The recent paradigm shift in the industrial production systems, known as Industry 4.0, changes the work
culture in terms of human machine interaction. Human labours are assisted by smart devices and machines as
in human-machine cooperation and human-machine collaboration. For enhancing this process, data processing
and analyses are needed. Therefore, data collection has become one of the most essential functions of large
organizations. In this work, a data engineering experiment for a grinding process within a commercial orthotics
manufacturing company is presented. The data collection and labelling is assessed for time stamp latency using
the Message Queuing Telemetry Transport (MQTT) protocol. This step is necessary to determine if alarm
prediction or ‘front running’ is feasible. The paper analyses the procured dataset and discusses its merits
as an alarm predictor, using sparsity indicators and concludes that a new investment in sensor infrastructure
is necessary. This work highlights some of the limits of performance that exist for the use of MQTT with
existing sensor infrastructure when retrofitting machine learning based alarm prediction in an industrial use
case setting. A road-map for potential solution to this problem is provided which needs to be assessed by the
company management before further progress can be made.
1 INTRODUCTION
Data cleaning and labelling has now become a ma-
jor limiting factor in the application of digital tech-
nology within the manufacturing industries (Yin and
Kaynak, 2015). By integrating smart devices, apply-
ing self-learning solutions and self-directional capa-
bilities, development costs are reduced while flexibil-
ity, speed and quality of production is increased. With
the arrival of 5G, the Industrial Internet of Things
(IIoT) and intelligent sensor-cloud powered systems
are evolving swiftly. A sensor-cloud system is a blend
of wireless sensor networks with an integrated cloud
computing capability that is combined with universal
physical sensing ability, high-speed computation and
huge storage (Wang et al., 2017). IoT gateways are
used to communicate with sensors that are agnostic
with respect to physical layer connectivity. Subse-
quent pre-processing and filtering are applied to the
data being generated by the suite of sensors/devices to
optimise transmission load on the network. The pro-
cessed data is transmitted to the cloud servers with the
use of standard protocols, via. the Message Queu-
ing Telemetry Transport (MQTT) protocol. MQTT
has become popular in Industry 4.0 applications due
to its lightweight instruction set and low-power con-
sumption properties. This makes MQTT ideal for
battery powered sensors connected by wireless net-
works in a possibly ad hoc fashion. In this paper, data
is collected using a dedicated Programmable Logic
Controller (PLC) for a particular (orthotic grinding)
commercial orthopedics manufacturing process. Al-
though the MQTT protocol is well-suited for agile
access to process variables, we found that a number
of non-linear time varying artifacts are exhibited by
the collected data. The dataset comprises a set of
variables, associated values and cloud based times-
tamps that are validated in an irregular fashion by
process operators. Moreover, the dataset consists of
both input parameters to the machine and the alarms
that have been generated in response to performance
abnormalities that run outside established confidence
limits. The objective of the work is to create an intel-
ligent system that can use machine learning to capture
and ultimately predict alerts so that corrective action
can be taken before occurrence of catastrophic events
Bhattacharya, M., Mohandas, R., Penica, M., Southern, M., Vancamp, K. and Hayes, M.
Analysis of the Message Queueing Telemetry Transport Protocol for Data Labelling: An Orthopedic Manufacturing Process Case Study.
DOI: 10.5220/0010450402150222
In Proceedings of the 6th International Conference on Internet of Things, Big Data and Security (IoTBDS 2021), pages 215-222
ISBN: 978-989-758-504-3
Copyright
c
2021 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
215

thereby improving product quality and minimising
downtime. This paper focuses on the problems that
are caused by the latency issues in large databases due
to the application of MQTT and suggests potential so-
lutions. This paper is organized as follows. Section 2
discusses related work and concepts in this area of re-
search. Section 3 presents a case study on storage of
data in the industry and the problems associated with
it. Section 4 analyzes the MQTT experimental obser-
vations. Section 5 proposes a new system architecture
for real-time data analysis that works well in simula-
tion. Finally, Section 6 concludes the paper and sug-
gests a roadmap for installation of the architecture on
the actual commercial process.
2 PRELIMINARIES AND
RELATED WORK
The work in this paper considers data engineering
challenges for Cyber Physical System (CPS) applica-
tions in Industry 4.0. Such applications require op-
timized manufacturing processes for smart allocation
of intelligent manufacturing subsystems for the pur-
pose of production. The objective is to support cus-
tomer optimized individual (so called ‘Batch size 0’)
product manufacturing. This intelligent control of
subsystem utilization enables cycle time, reliability,
security, logistics and circular economy/sustainability
considerations to be actively managed. Therefore, the
first objective of the the work is to select an informa-
tion transfer protocol that directly Industry 4.0 aims of
resource efficient production through the use of state-
of-the-art CPS infrastructure (M
¨
oller, 2016).
2.1 Industry 4.0
Industry 4.0 denotes the arrival of Internet of
Things(IoT), smart devices, sensor networks, and the
entire cyber-physical systems (CPS) which power the
cloud based manufacturing systems (Vaidya et al.,
2018). First industrial revolution was powered by the
invention of water and steam powered engines and
machines. Second industrial revolution or which can
be termed as “Industry 2.0” was made possible due
to the arrival of the mass production of goods using
electrical engines and machines. Third industrial rev-
olution or “Industry 3.0” marks the beginning of au-
tomation using PLCs and IT infrastructure. Industry
4.0 is an era of digital manufacturing. Digital manu-
facturing is a process of smart manufacturing, which
fuses the virtual world with the real world through the
cyber-physical infrastructure (M
¨
oller, 2016). This is
aimed to improve the quality and quantity of goods
being manufactured. Industry 4.0 dwells on the prin-
ciples of interoperability, virtualization, decentral-
ization, real-time capability, service orientation and
modularity (Khan et al., 2017).
2.2 MOM Protocols for Industry 4.0
Message-oriented middleware (MOM) is software
and/or hardware infrastructure that dynamically as-
sists the transmission and receipt of messages in
an IoT network. MQTT is a particular instance of
the MOM model based protocol (Banks and Gupta,
2014). MQTT was developed by Andy Stanford-
Clark of IBM in 1999 (Banks and Gupta, 2014)
(Luzuriaga et al., 2015). Other commercial exam-
ples of the MOM protocol include the Advanced Mes-
sage Queuing Protocol (AMQP), and the Data Distri-
bution Service (DDS) protocols. AMQP, created by
John O’Hara at JPMorgan Chase in London in 2003
(Kramer, 2009) (Luzuriaga et al., 2015), provides en-
cryption for the purpose of security(Luzuriaga et al.,
2015) (Novelli et al., 2018). This makes AMQP more
secure but at the same time more resource heavy and
not optimized in terms of power consumption. For
this reason AMQP is not seen as being appropriate
for industry 4.0 applications. DDS is an MOM based
protocol that does not employ a brokerage system
for event driven data flow. (Pardo-Castellote, 2003)
(Yang et al., 2012). DDS systems generally con-
sist of a “databus” which connects the publisher to
the relevant subscriber. A vector of parameters are
used to control the flow of information from the pub-
lisher to the subscriber thereby making it extremely
suitable for secure real-time access. It is necessar-
ily resource-heavy in its implementation and not suit-
able at present for deterministic low-power consum-
ing systems. DDS was initially developed for critical
military applications. DDS does not include a broker
but a set of parameters which control the quality-of-
service (QoS) through management of the informa-
tion flow from the publishers to the subscribers. This
fast and direct control of flow of information in DDS
protocol makes it an excellent choice for real-time
data analysis if it can be deployed in energy limited
low power devices and sensor networks. The use of
DDS is an on going research theme outside the scope
of this paper and will be considered in future work.
2.3 MQTT Fundamentals
MQTT has 3 types of QoS (Silva et al., 2018). QoS 0
denotes that the messages are delivered at most once,
and either the publisher or the subscriber stores the
message. QoS 1 means the publisher stores the mes-
IoTBDS 2021 - 6th International Conference on Internet of Things, Big Data and Security
216

sage, sends it at least once and keeps sending the mes-
sage until a confirmation is received from the sub-
scriber. QoS 2 denotes that both the publisher and the
subscriber store the message until both the parties re-
ceive confirmation that the message has been received
by the subscriber at least once. MQTT does not have
out-of-order delivery of messages, which creates la-
tency issues that need to be mitigated for real time
control applications. Separate factors such as network
congestion and packet-losses need to be managed dy-
namically to minimise latency. This work considers
a light-weight commercial implementation of MQTT
that makes it suitable for low-power applications. To
summarize, it can be said that AMQP is resource-
heavy, power consuming but a secure implementa-
tion. DDS is suitable for real-time applications but
not yet suitable for low-power and light-weight appli-
cations. MQTT is, at present, the only protocol that is
capable of being deployed in an Industry 4.0 suitable
for light-weight and low-power setting only when the
latency issues are small enough to allow a floor level
on information throughput. This paper considers how
this floor level on performance can be dynamically
assessed in a real time setting.
In this orthotics use case, the process relates to
grinding of particular knee orthotics, to provide knee
replacement solutions, with a comprehensive suite of
orthopaedic knee implant products and instruments. It
is an ultimate objective that last minute setpoint data
can be transmitted to the process so that personalised
medical applications can be supported.
MQTT is used to send data collected by a number
of PLC supported sensors to the cloud (Silva et al.,
2018). MQTT utilizes a publish-subscribe standard
for the transmission of data. In (Silva et al., 2018)
the authors dynamically investigated the latency in
transmission of data using the MQTT protocol and
reported significant real time control issues.
In order to address the latency issue that has been
identified as the key limiting factor for performance,
the authors of (Peralta et al., 2017) presented a ’fog’
based computing scheme that also analysed the over-
all network energy consumption for a cluster of IIoT
nodes and performed simulations on real data-sets us-
ing machine learning algorithms. They then com-
pared the results with traditional MQTT schemes.
The authors of (Khan et al., 2017) considered the
data engineering challenges presented by the use of
MQTT in real-time digital manufacturing processes.
This work actively considered the problem of data
transformation wherein raw heterogeneous data is
made suitable for interoperability with a number of
different machines acting within a particular process.
This approach enabled the prediction of machine fail-
Figure 1: IoT architecture.
ure that is considered here. Other problems that were
considered include data integration and modelling,
real-time access to the data, privacy and security, and
data presentation. This work assesses the impact of
latency issues on prediction. Other DDS type pro-
tocols have not been implemented as yet but will be
considered in future work.
3 DATA STORAGE AND
LABELLING CHALLENGES
A generalised diagram of the cloud architecture con-
sidered in this work is given in Fig. 1. The PLC is any
industrial computer which is adapted for the direct
control of a component of the manufacturing process
and provides process fault diagnosis where appropri-
ate for real time feedback (Bolton, 2015). The Open
Platform Communication Unified Architecture (OPC
UA) server is the software platform considered here
for access to all PLC data and and is the MQTT broker
in this use case. The data is transferred from the OPC
UA client, and from there to the cloud. The Gate-
way in this setting is an industrial grade computer,
containing an application which connects to the OPC
UA server section 3.1. The critical data is filtered out
at this level and sent to the cloud using a standard-
ised MQTT protocol. The data visualisation is written
in java using a spring boot framework in conjunction
with NoSQL database and MongoDB.
3.1 OPC UA
The OPC UA standard, here controls all the commu-
nication that takes place on devices within machines,
between machines, and from machines to systems in
a convergence of Information Technology (IT) and
Operational Technology (OT) for the grinding pro-
cess within a commercial orthotics setting. The OPC
UA is used with any software platform, i.e. it is scal-
able from minimum embedded controllers to massive
Analysis of the Message Queueing Telemetry Transport Protocol for Data Labelling: An Orthopedic Manufacturing Process Case Study
217

cloud infrastructures, but the Java platform is used
here for reasons of convenience in relation to inter-
facing in real time with the NoSQL database.
3.2 Application of MQTT Protocol: The
Methodology
As discussed in the previous section, this MQTT in-
stance runs with a relatively small data packet size in
order to keep the consumption of the power supply
low (Atmoko et al., 2017). The physical layer pro-
tocol is ‘data-agnostic’, i.e. data can be transmitted
in a variety of heterogeneous formats such as binary,
text, XML, or JSON that is specified by the particular
sensor that is employed on the machine. The PLC is
responsible for individual sensor handshaking proto-
cols.
This instance of MQTT requires two main soft-
ware components:
• MQTT Client is the web platform developed to
obtain the data.
• MQTT Broker is required to handle publish and
subscribe data. A Linux platform handles the free
available brokers (mosquitto and HiveMQ in this
use case).
The data obtained from the process resulted in
dataframes of two types of data, namely telemetry and
alarm variables. More details on the dataset is dis-
cussed in sections 4.1 and 4.2.
MQTT protocol follows First-In-First-Out (FIFO)
method. When an event occurs in the machine which
raises an alarm, the MQTT protocol does not allow
the event to be recorded in the server instantly but
awaits it in a queue. Since the PLC contains over
500 telemetry variables, the queue at a certain time
can be filled with a lengthy stream of data. This may
cause significant delay in the recording of the alarm
into the server. This time lag can vary depending on
many factors such as the PLC being offline, number
of awaiting notifications etc. Another probable rea-
son for this random offset is the inbuilt clock in PLC
which gets out-of-sync with the internet time.
4 MQTT DATASET
OBSERVATIONS
This section deals with problems associated with the
analysis of the MQTT data. Most data errors are
detected during the processing of the downloaded
dataset from the cloud. We present the data cleaning
in a step-by-step process, involving cycles of screen-
ing, diagnosing, and editing of suspected data abnor-
malities.
Initially the data is downloaded from MongoDB in
CSV files and imported into a pandas dataframe.
There are over 500 variables in the PLC. The size of
our database is over 30 GB, collected for a period of
3 months. Fig. 2 illustrates the first five rows of the
data received from the database after initial cleaning.
4.1 Telemetry Variables
The telemetry variables refer to the process variables
which generate values during the operation of the
PLC, such as the speed of a spindle. Telemetry vari-
ables have:
• id: an identifier,
• variable: a variable name,
• dateTime: time at which the variable is uploaded
to the cloud,
• dataStatus: True/False i.e. live/cached data,
• alias: description of the variable.
Once the telemetry variables are downloaded from
the database as given in fig. 2, they are restructured
with variable IDs in the columns and cloud times-
tamps in the rows. The data that is received from the
database, has True/False tags. This is because, IoT
cloud service broadcasts data at a predefined inter-
val, which in this use case is 1 second. However, due
to the issues defined in section 3.2, MQTT protocol
broadcast cached data which are tagged as false. As
given in fig. 3, the false data is filtered out for analysis
purposes, which makes the resultant variable matrix
quite sparse. The condition number, κ, of the variable
matrix (A), is calculated as
κ =
σ
max
(A)
σ
min
(A)
≈ 10
10
(1)
where σ
max
and σ
min
are the maximum and minimum
values obtained after singular value decomposition of
A. The high value of κ makes the post processing of
the variable matrix quite difficult.
4.2 Alarm Variables
The alarm variables refer to the occurrence of differ-
ent alarms during the operation of the PLC. The alarm
data is similar to the telemetry variables except for the
presence of one additional parameter i.e. the alarm
timestamp. Alarm variables have:
• id: ordinal number of an alarm,
• variable: acknowledgement criterion for an
alarm,
IoTBDS 2021 - 6th International Conference on Internet of Things, Big Data and Security
218
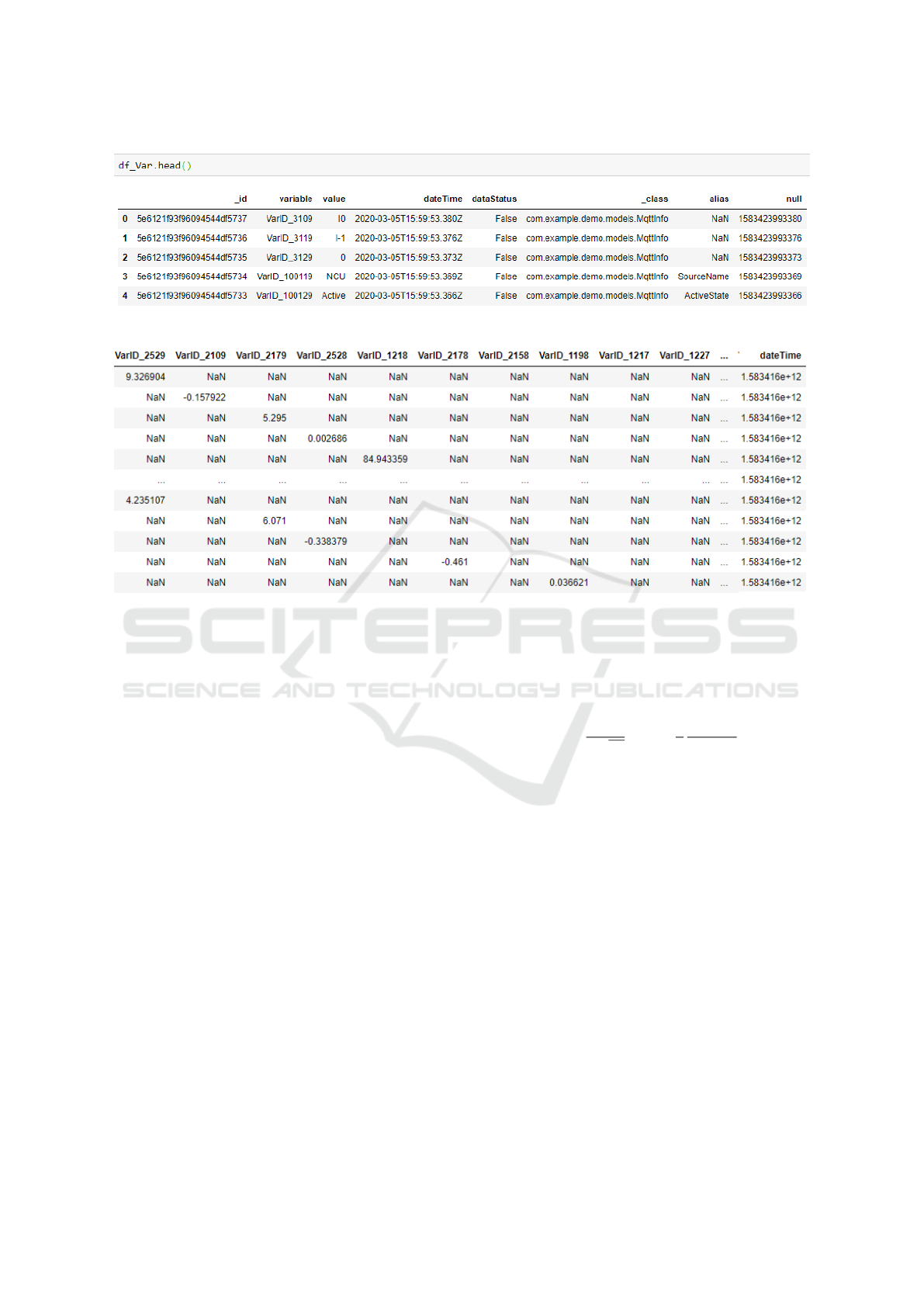
Figure 2: Data downloaded from database after initial cleaning.
Figure 3: Variable matrix (A) with True values.
• dateTime: time at which the variable is uploaded
to the cloud,
• dataStatus: True/False i.e. live/cached data,
• Time stamp: the time of the alarm occurring in
the PLC, as per the PLC clock.
• alias: description of the alarm.
Fig. 4, denotes a snippet of the alarm variables
and fig. 5 denotes the extracted alarm timestamps.
As given in fig. 5, the alarm timestamp contains
the time of the alarm according to the clock inside
PLC, denoted by the column value. However, the
actual/internet time of uploading of the alarm to the
cloud by MQTT, is given by the column timestamp1,
i.e. the unix time value of column timestamp2.
Fig. 6 denotes our alarm matrix created to front-
run the alarms with the variables (fig. 3). However,
due to the sparsity in the variable matrix and the valid-
ity of the alarm timestamps as discussed next, ‘front-
running’, i.e., prediction of alarms is simply not pos-
sible. The alarms have a cloud timestamp and a ma-
chine timestamp, while the telemetry variables only
have a cloud timestamp. For the alarm variables the
time window between the machine time tags versus
the cloud time tags is non linear and time varying.
There exists a mean and standard deviation of 35 min-
utes each on this window. This is a major limiting
factor on the utility of this sparse dataset for alarm
prediction. Fig. 7, displays the gaussian distribution
g(x) of the delay in between the machine and cloud
timestamps. Here,
g(x) =
1
σ
√
2π
exp
−
1
2
(x −µ)
2
σ
2
(2)
where x denotes the distribution, µ and σ denote the
mean and standard deviation of the distribution re-
spectively.
Any attempt to clean this data amounts to the cre-
ation of a synthetic dataset from raw data. Synthetic
tag timestamping injects error into the creation of the
synthetic data that renders it useless for alarm front
running. This is due to the inability to produce a cor-
relation function between the telemetry variables and
alarms with any certainty due to the sparsity in the
alarm and telemetry data. The outcome of this study
is therefore that the alarms cannot be predicted us-
ing existing PLC based interfaces and that new sen-
sor hardware needs to be deployed in order to predict
alarms. This is useful intelligence in its own right for
the company involved in this work. The initial design
brief was to determine the limit of performance of the
existing setup.
Analysis of the Message Queueing Telemetry Transport Protocol for Data Labelling: An Orthopedic Manufacturing Process Case Study
219
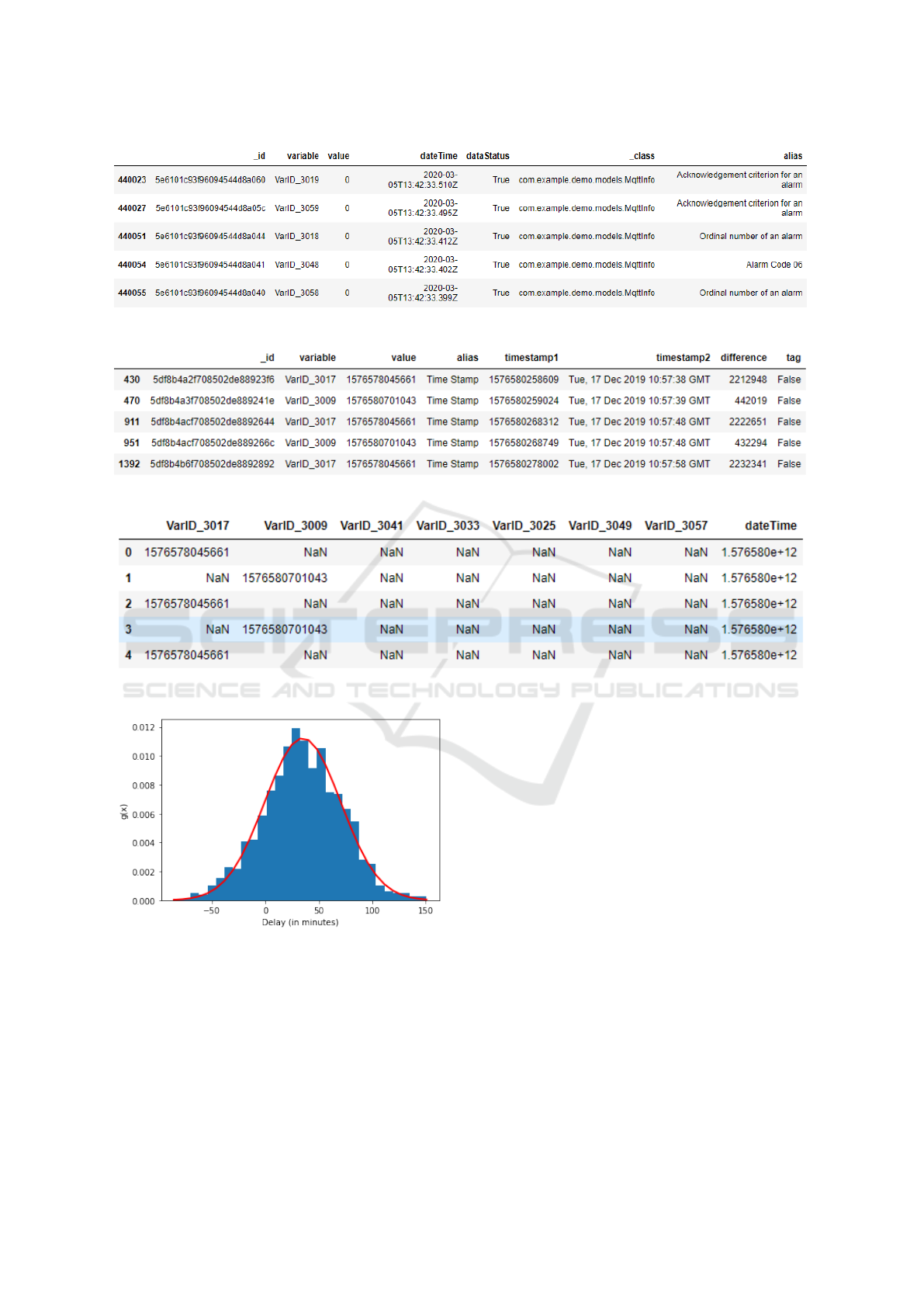
Figure 4: Alarm Values.
Figure 5: Alarm Timestamps.
Figure 6: Alarm matrix with True values.
Figure 7: Probability density function of the delay.
5 PROPOSED SYSTEM FOR
REAL-TIME DATA ANALYTICS
In order to advise the company on the next steps that
are necessary to make the dataset suitable for any
alarm throwing analysis/post processing, an architec-
ture has been proposed for the upgrade of the existing
data collection system. This availability of the data is
often, in the authors experience, not known a priori by
the industrial client and a project such as this is often
very useful in terms of educating a company as to the
limit of performance for a particular machine learn-
ing experiment. It is often the case that, just because
a large quantity of data is being collected, there is an
expectation that these vast quantities of data will per
force lead to actionable manufacturing intelligence.
However, studies such as these can often need to be
carried out in order to once again confirm the law of
garbage in leading to garbage out. For many client
companies their current system architecture needs to
be health checked in terms of the time syncing of
timestamps before new investments will be made in
sensor infrastructure. This is a necessary stage before
proper post processing and then real-time data analy-
sis can be performed.
For this client the following architecture has been
proposed to enable predictive modelling. Fig. 8 illus-
trates the proposed system architecture in form of a
flow chart. The steps of the flow chart are discussed
as follow:
IoTBDS 2021 - 6th International Conference on Internet of Things, Big Data and Security
220
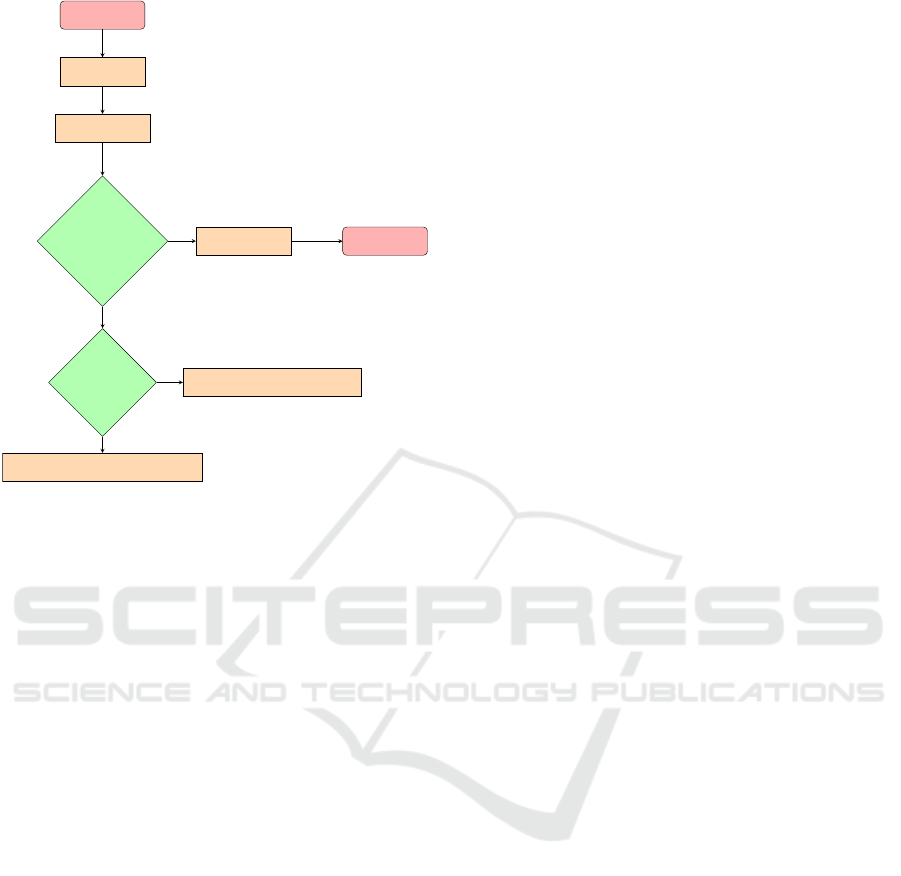
Start
Sync the data
Timestamp the data
Is data feasible
for real-time
data analytics?
Post processing only
Stop
Edge/Cloud Edge processing (suitable with MQTT)
Cloud processing (not suitable with MQTT)
no
yes
Figure 8: Proposed system.
• Maintenance of PLC clocks in the factory floor so
that they are synced with internet time.
• For all variables, telemetry and alarm, the data
needs to be time tagged by the machine when it
is captured. Currently, the telemetry variables are
not time tagged by the machine.
• Once the above steps are completed, it is checked
if the data is feasible for real-time analytics or
if the data is suitable only for post-processing.
MQTT batches up the data before sending it to
the cloud. This prevents real-time data analysis,
as it requires a constant stream of data. However,
when the data is batched up before sending, such
as in the case study presented in this paper, post
processing with a feasibility study can be done as
long as it has associated time tags denoting when
the measurements are made.
• For real-time data analysis batching has to be re-
moved between the act of capturing the data and
the act of processing because processing is done
in the cloud or at the edge.
Real-time data analysis can be done in two ways:
– Edge Computing: For processing at the edge,
the data and time tags are captured, processed,
and then batched prior to being sent to the
cloud. However, edge processing can only be
performed in form of a closed loop correction.
This means that to perform real-time data anal-
ysis, the processing of the data takes place at
the edge and the result is notified to the operator
to make changes in the PLC, before the data is
uploaded in the cloud. Edge processing is suit-
able with MQTT as the corrective action takes
place before the data is batched up and sent to
the cloud.
– Cloud Computing: For processing in the
cloud, the data and time tags can be captured,
sent to the cloud, and processed in real-time,
then saved in the cloud, with batching removed.
Cloud processing requires a constant stream of
data and therefore MQTT may not be used for
real-time data analysis via cloud. Other IoT
protocols, such as DDS, can be useful to facili-
tate cloud computing.
The initial deployment cost of option 1. above
is more significant than its cloud based alternative.
There is a significant opex cost associated with the
data transfer to the cloud. It is up to the business con-
cerned to make a decision regarding which option best
suits its business model. Once this decision is made
we will revisit this analysis in order to determine the
alarm tagging that is necessary for real-time process
control.
6 CONCLUSION
Predictive modelling and real-time data analysis use
cases are gaining popularity as the cost of data collec-
tion and transmission from sensors continue to drop.
This paper has considered the application of MQTT
in one such data streaming application for a grinding
process within a commercial orthotics manufacturing
company. Significant problems have been highlighted
in the application of the MQTT protocol to this pro-
cess as poor time tagging was exhibited within the
dataset. The current setting of time tagging leads to
the creation of sparse matrices for alarm prediction.
Therefore, reliable front running of the grinding pro-
cess is not possible with the present sensor infrastruc-
ture. Two design solutions have been presented to the
company to mitigate this fundamental problem. We
are presently awaiting a decision to be made that is
dependent on the current post COVID 19 climate that
is still taking shape. In future work, an Edge based
MQTT protocol will be considered and its perfor-
mance will be benchmarked against the correspond-
ing DDS protocol to determine which approach is the
most useful for alarm prediction in this commercial
process.
Analysis of the Message Queueing Telemetry Transport Protocol for Data Labelling: An Orthopedic Manufacturing Process Case Study
221

REFERENCES
Atmoko, R., Riantini, R., and Hasin, M. (2017). Iot real
time data acquisition using mqtt protocol. Journal of
Physics Conference Series, 853(1).
Banks, A. and Gupta, R. (2014). Mqtt version 3.1. 1. OASIS
standard, 29:89.
Bolton, W. (2015). Programmable logic controllers.
Newnes.
Khan, M., Wu, X., Xu, X., and Dou, W. (2017). Big data
challenges and opportunities in the hype of industry
4.0. In 2017 IEEE International Conference on Com-
munications (ICC), pages 1–6.
Kramer, J. (2009). Advanced message queuing protocol
(amqp). Linux Journal, 2009(187):3.
Luzuriaga, J. E., Perez, M., Boronat, P., Cano, J. C.,
Calafate, C., and Manzoni, P. (2015). A comparative
evaluation of amqp and mqtt protocols over unstable
and mobile networks. In 2015 12th Annual IEEE Con-
sumer Communications and Networking Conference
(CCNC), pages 931–936.
M
¨
oller, D. P. (2016). Digital manufacturing/industry 4.0. In
Guide to Computing Fundamentals in Cyber-Physical
Systems, pages 307–375. Springer.
Novelli, L., Jorge, L., Melo, P., and Koscianski, A. (2018).
Application protocols and wireless communication
for iot: A simulation case study proposal. In 2018 11th
International Symposium on Communication Systems,
Networks Digital Signal Processing (CSNDSP), pages
1–6.
Pardo-Castellote, G. (2003). Omg data-distribution service:
architectural overview. In 23rd International Confer-
ence on Distributed Computing Systems Workshops,
2003. Proceedings., pages 200–206.
Peralta, G., Iglesias-Urkia, M., Barcelo, M., Gomez, R.,
Moran, A., and Bilbao, J. (2017). Fog computing
based efficient iot scheme for the industry 4.0. In 2017
IEEE International Workshop of Electronics, Con-
trol, Measurement, Signals and their Application to
Mechatronics (ECMSM), pages 1–6.
Silva, D. R. C., Oliveira, G. M. B., Silva, I., Ferrari, P., and
Sisinni, E. (2018). Latency evaluation for mqtt and
websocket protocols: an industry 4.0 perspective. In
2018 IEEE Symposium on Computers and Communi-
cations (ISCC), pages 01233–01238.
Vaidya, S., Ambad, P., and Bhosle, S. (2018). Industry 4.0–
a glimpse. Procedia Manufacturing, 20:233–238.
Wang, T., Li, Y., Chen, Y., Tian, H., Cai, Y., Jia, W., and
Wang, B. (2017). Fog-based evaluation approach for
trustworthy communication in sensor-cloud system.
IEEE Communications Letters, 21(11):2532–2535.
Yang, J., Sandstr
¨
om, K., Nolte, T., and Behnam, M. (2012).
Data distribution service for industrial automation. In
Proceedings of 2012 IEEE 17th International Confer-
ence on Emerging Technologies Factory Automation
(ETFA 2012), pages 1–8.
Yin, S. and Kaynak, O. (2015). Big data for modern indus-
try: challenges and trends [point of view]. Proceed-
ings of the IEEE, 103(2):143–146.
IoTBDS 2021 - 6th International Conference on Internet of Things, Big Data and Security
222
