
Agent-based Decentral Production Planning and Control:
A New Approach for Multi-resource Scheduling
Martin Krockert, Marvin Matthes and Torsten Munkelt
Faculty of Computer Science, Dresden University of Applied Sciences, Friedrich-List-Platz 1, Dresden, Germany
Keywords:
Multi-resource, Agent-based, Decentral, Job-Shop, Production, Scheduling, Planning.
Abstract:
Manufacturing jobs commonly require more than one resource in order to equip machines with tools and
process jobs. To achieve a feasible production plan and control its execution in an agent-based decentral
production we developed a new approach presented in this paper. We introduce a negotiation procedure, based
on the job priority and overlapping time slots across all resources. In addition, we provide simulative evidence
that our approach is superior, in terms of time-based key performance indicators, to commonly used queuing
procedures and the approach provides a more stable production under uncertain customer order arrivals and
deviating processing times.
1 INTRODUCTION
Looking at today’s productions, it is clear that due to
the increased demand for a higher variety of prod-
ucts and a shorter takt time, the production charac-
teristics of flexibility, robustness and scalability be-
comes more and more important. Nevertheless, while
creating more flexibility, constraints of the produc-
tion must be considered to obtain a feasible produc-
tion plan. In the field of flexible production planning
researchers have already proved to find suitable pro-
duction plans by using decentralization and aspects
of self-organization. (Rohloff, 1993; Gehlhoff and
Fay, 2020) Moreover, decentralized production plan-
ning and control (dPPC) is able to outperform cen-
trally planned and controlled production especially if
uncertain processing times are included (Munkelt and
Krockert, 2018).
However, previous publications mostly assume
that only one machine is needed for one job. In re-
ality, machines may have to be equipped with tools
by experts and monitored or operated by workers dur-
ing the production process (Miao and Zou, 2015). In
many publications, material dependencies are also not
taken into account to gain a feasible production plan.
In this paper, we introduce a new multi-resource
scheduling approach for agent-based decentralized
production planning and control, by handling time
slots from multiple resources, which can represent
employees, tools or machines. For this purpose we
extended the protocol (FIPA TC C, 2002; Guizzi
et al., 2019) to become interruptible by any partic-
ipant upon disruptive events like longer processing
times or canceled jobs. Furthermore, we combine
those obtained time slots to a best matching time slot
that is unique for each resource. Upon this time slot,
each resource plans its own schedule. Thus, for the
first time, we enable decentralized production plan-
ning and control for an unlimited number of parallel
required resources for one job and demonstrate how
this production performs compared to a production
using common queuing methods.
The paper starts with a problem classifaction and
a review of related work. Afterwards we introduce
the general concept of our multi-resource approach,
followed by a detailed description of the scheduling
procedure. Subsequently, we provide results of our
empirical study and close the paper with our conclu-
sion and an outlook on further work.
2 PROBLEM DESCRIPTION
2.1 Literature Research
Production planning and control can be done by ei-
ther dispatching or scheduling mechanisms. While
dispatching mechanisms mostly refers to a queuing
approach using priority rules, scheduling mechanisms
provide strict start and end times for each operation
to be processed (Gehlhoff and Fay, 2020). Produc-
442
Krockert, M., Matthes, M. and Munkelt, T.
Agent-based Decentral Production Planning and Control: A New Approach for Multi-resource Scheduling.
DOI: 10.5220/0010436204420451
In Proceedings of the 23rd International Conference on Enterprise Information Systems (ICEIS 2021) - Volume 1, pages 442-451
ISBN: 978-989-758-509-8
Copyright
c
2021 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

tion planning and control by dispatching rules are
well known and researched. For example, (Frazier,
1996) published an evaluation study comparing 14
priority rules within a manufacturing cell, considering
due, setup and processing times. (Montazeri and van
Wassenhove, 1990) compared 20 rules for a flexible
manufacturing system, considering material relations
and transportation times. (Kim, 1990) compared dis-
patching rules considering alternative routings. Even
the combinations of priority rules using fuzzy logic
are researched by (Grabot and Geneste, 1994). All
this research points out that the results depend heavily
on the production environment and which objectives
the production shall achieve. Due to the ongoing ad-
vances in the development of the Industrial Internet
of Things (Jeschke et al., 2017) and a high product
variety demand by customers (Mourtzis et al., 2012),
production systems change towards decentral produc-
tion systems. (Toivonen et al., 2017) summarized the
advantages of decentral over central production con-
trol to higher flexibility, faster decision-making pro-
cess, clearness of responsibilities as well as up to date
information. Besides that, the possibility of immedi-
ate reactions to disruptions in the production process
makes the decentral production planning and control
superior to a centrally planned production (Munkelt
and Krockert, 2018). Planning a set of jobs on a finite
set of resources in a fixed order is considered as a job
shop scheduling problem (JSP), which is well known
and proven as np-hard (Lenstra and A. H. G. Rinnooy
Kan, 1978). The problem has been extended multiple
times to consider transportation (JSPT) (Nouri et al.,
2016), dual resources constraints (Dhiflaoui et al.,
2018; He et al., 2016), and alternative routes through
the production, known as flexible job shop problem
(FJSP) (Chan et al., 2006). The literature research
for JSP including decentral production leads to agent-
based approaches such as (Shen et al., 2006; Akki-
raju et al., 2001; Adhau and Mittal, 2012; Gu et al.,
2018). Studies that consider decentral planning and
control are only available for project management,
which is considered a multi-project planning problem
(MPSP) like (Adhau and Mittal, 2012), who are using
a Multi-Agent-System utilizing negotiation and coop-
eration between agents. The approaches in the studies
of MPSP are not able to solve FJSP, due to different
domain constraints. In this paper, we provide an ap-
proach for decentral production planning and control
where multiple resources are required to process a job.
2.2 Planning of Lobs that Require
Multiple Resources at the Same
Time
In our production, a job consists out of a set of oper-
ations that require the same combination of resources
to be processed. How these operations are assigned
to the job is beyond the scope of this paper. There-
fore, in our production, a job is defined by a start, a
duration, a priority, and a combination of resources
that are considered as capability. Jobs that require the
same capability can be processed in sequence without
changing that capability (Sarkar and Šormaz, 2019).
Changing a capability affords time that is not pro-
ductive. Our goal is to find a feasible schedule for
jobs on the required resources while maintaining a
high capacity utilization and a high adherence to de-
livery dates. Each job is routed through the produc-
tion by planning time slots based on a given prior-
ity rule. As shown in Table 1, there are four differ-
ent combinations of resource types, and more than
one resource of a resource type may exist in a com-
bination. But, as our literature research points out,
there is a lack of decentral planning algorithms that
are capable of scheduling jobs which require two or
more resources for setup and/or processing. One ba-
sic approach to apply queuing mechanics in produc-
tion is described by (Liu and Sycara, 1996). This
can be extended for multi-resource planning and con-
trol by grouping jobs requiring the same resources
to be setup/processed. For each job taken from the
queue, the production waits until all resources are
ready to start setup/processing. However, this causes
idle times on resources. These idle times lead to time
slots, which are not filled by other possibly less pri-
oritized jobs. Furthermore, queueing systems do not
intend to fill these time slots with other jobs. In com-
parison to the queuing-based production control, we
present an approach that aims to enable flexible and
robust multi-resource scheduling in an agent-based
production.
3 OUR APPROACH TO
MULTI-RESOURCE PLANNING
3.1 Structure of Our Decentral
Production Planning and Control
Our decentral production and control operate event-
driven by utilizing a Multi-Agent-System, to allow
immediate (re)planning and control based on the feed-
back from production. This ensures the production
Agent-based Decentral Production Planning and Control: A New Approach for Multi-resource Scheduling
443
can react to changes immediately which is superior
to central planning algorithms(Munkelt and Krock-
ert, 2018). The production utilizes an agent-based
approach, in which workers and machines are rep-
resented as Resources-Agents, and production orders
are represented as Production-Agents. In addition,
we utilize Hub-Agents to allocate jobs to each re-
source, and Job-Agents to keep track of all activi-
ties that are related to their assigned job. This agent-
based approach is presented in more detail in our pre-
vious publications (Munkelt and Krockert, 2018). To
prove our concept of decentral multi-resource pro-
duction planning and control we implemented the ap-
proach into our production by extending the interac-
tion between Hub-Agents, Job-Agents, and Resource-
Agents to enable multi-resource planning and con-
trol. To allow jobs to be assigned to different resource
combinations, we assign a required capability to each
job. This capability can be fulfilled by different capa-
bility providers (Sarkar and Šormaz, 2019). Hereby,
each capability provider is a unique combination of
resources. While resources may be assigned to multi-
ple capability providers, resources can be used only
by one capability provider at the same time. How
the resource is used is defined by the element called
’setting’, that connects the resource and the capability
provider. This type of capability assignment allows
the alternative routing of jobs through production, to
provide high flexibility on how the job can be pro-
cessed, i.e., we assign a required capability to create
a hole with a specific diameter to a job, and a capabil-
ity provider holds the information how the hole can
be achieved and what resources are required. For in-
stance, there can be multiple capability providers that
are capable to create that hole either by drilling, cut-
ting, or punching it.
Table 1: Setup cases.
Resource type
Overlapping
Setup | Process
1 Machine
2
Operator
Machine
3
Operator
Machine
Worker
4
Machine
Worker
3.2 Job Synchronization by Utilizing
the Job-Agents
To perform jobs on multiple resources at the same
time, it is required to keep track of the resources and
synchronize their jobs to recognize when a job is fin-
ished and a new job can start. The synchronization
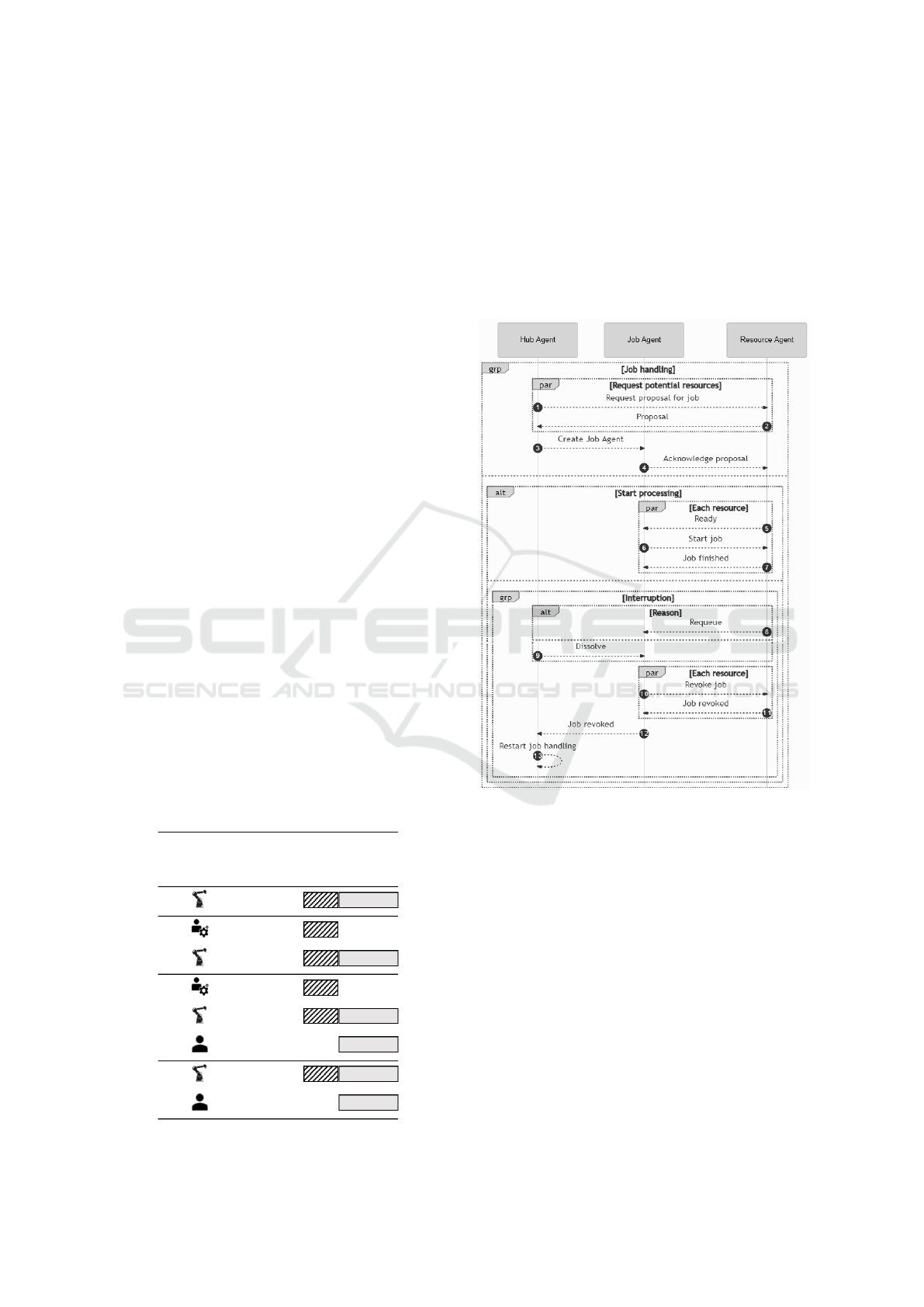
sequence is shown in Fig. 1. Once a job arrives, the
Figure 1: Messages during the processing of one job:
grp: is a grouping box
alt: is a box for alternative occurrences
par: is a box for send/recive by many participants.
Hub-Agent starts to (1) request a proposal from each
Resource-Agent that is required to process that job.
Each Resource-Agent is responding (2) with a pro-
posal containing all available time slots, calculated
based on the priority of the request. Once all pro-
posals are received, the Hub-Agent determines the
best time slot combination from them and creates a
Job-Agent (3), which is a dedicated agent for one
job. The Job-Agents are responsible for forwarding
the acknowledgment to each selected resource (4) and
handle all events send by the participating Hub- and
Resource-Agents, such as ready signals and interrupt-
ing events, like a delay in the previous job. When
a Resource-Agent becomes ready to process a job
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
444
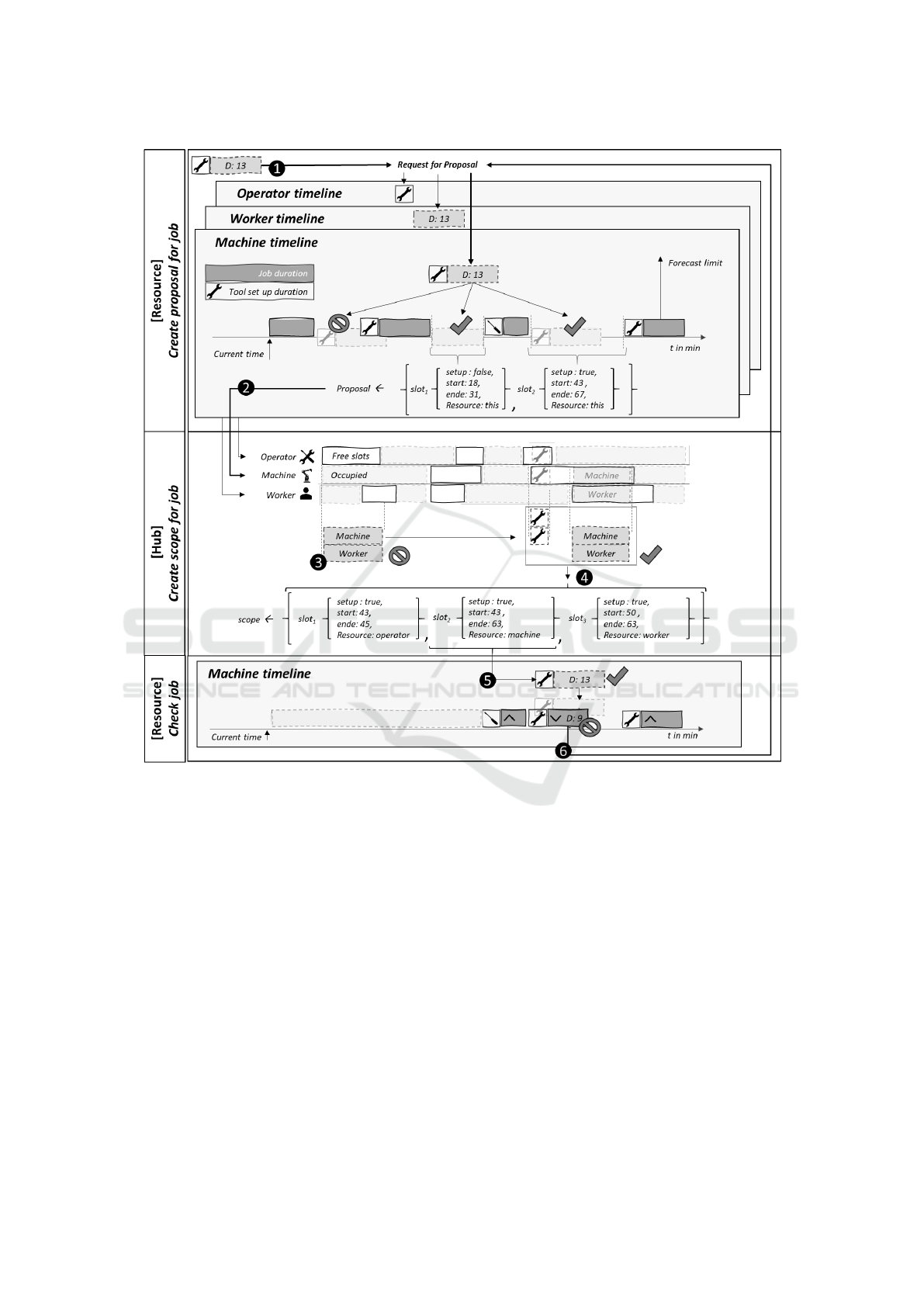
Figure 2: Overview from request proposal for job to obtained scope for job.
the Resource-Agent sends a ready to process mes-
sage (5) to the Job-Agent. When all resources are
ready and all material requirements are met, a job can
start and the Job-Agent will send a start signal (6) to
all Resource-Agents. Each Resource-Agent will fi-
nally return with a job finished message (7). Upon
the finished message, the Job-Agent will be dissolved.
However, if any unforeseen events occur, the affected
agent can request requeue (8) or dissolve (9) from
the Job-Agent. That request triggers the Job-Agent
to revoke (10) the job from all assigned resources’
schedules. If the processing has not started yet, the
resources will remove the job from their schedule and
acknowledge the revoke (11). Because the job still
has to be processed, the procedure will start over until
it finally succeeds with step number (7).
4 SCHEDULING PROCEDURE
4.1 Procedure Overview
The scheduling sequence for a job consists of three
procedures illustrated in Fig. 2. The first procedure
to find and ’create a proposal for job’ containing a vi-
able time slot is shown in the first lane in Fig. 2 using
a machine as an example. The procedure starts with
a request for proposal (1), which is created and sent
by the Hub-Agent to all Resource-Agents defined by
the required capability of the job. Depending on the
required capability, a resource is used for setup only,
for processing only or for both tasks. By receiving
the request for proposal for the given job, the ma-
chine determines a suitable time slot based on its local
Agent-based Decentral Production Planning and Control: A New Approach for Multi-resource Scheduling
445

knowledge about its own scheduled jobs and the setup
requirements for the requested job. In the next step,
all possible time slots for the job are wrapped into a
proposal (2). The created proposal is sent back to the
Hub-Agent and the procedure ’Create scope for job’
shown in the second lane starts, as soon as all propos-
als for that job are received. The Hub-Agent maps the
time slots (3), selects the first time slots that match
all requirements and merges them into one scope that
will be assigned to the job (4). In the last procedure
’Check job’ shown in the third lane, the Hub-Agent
sends a job acknowledgment containing the scope to
all selected resources, as mentioned in section 3.2.
Then, each resource has to check if the slot still fits
into the current schedule. This check is necessary be-
cause of the asynchronous processing of requests and
the possibility of changes in the time between the pro-
posal for that job and the acknowledgement of the job.
Hereby all overlapping times from scheduled jobs are
compared with the acknowledged job. If there are
higher prioritized jobs scheduled the acknowledged
job or the lower prioritized job will be sent, to restart
the scheduling sequence.
4.2 Proposal Procedure
During the sequence described in chapter 3.2 and 4.1,
each resource creates a proposal prpsl based on its
scheduled jobs and the priority of the requested job.
Table 2: Symbol definition.
Symbol Definition
t type t ∈ {0, 1}
T is a tuple of {t
setu p
, t
processing
}
pt previous task required with pt in {0, 1}
s start s > 0, s ∈ N
e end e > s, e ∈ N
d duration d > 0 , d ∈ N
p priority determined by the priority rule
j, suc, pre job is a column vector with (p, s, e, d, c)
T
J is a set of jobs { j
1
,···, j
n
} ordered by s(j)
r is a resource r ∈ R
c capability is a set {cp
1
,···, cp
n
}
cp capability provider,
is a vector with
ST G ← {stg ∈ STG|stg(cp))}
d ← d ∈ D
slot scope is a column vector with (s, e, pt, r)
T
prpsl proposal is a set {slot
1
,···, slot
n
}
scp scope is an acknowledged set {slot
1
,···, slot
n
}
stg setting is a column vector with (cp, r, scp, T )
T
Algorithm 1: Request for proposal.
Input: jt p ← jobto propose
r ← thisresource
J ← scheduled jobs
Result: PRPSL ; // list of possible slots
Data: m f t ← maximum f orecasttime ; // latest end
time ← currenttime
1 PRPSL ← {
/
0} ; // emty store for slots
2 s ← max ∈ {e( job(r)) ∧ time} ; // earliest start
3 d ← 0 ; // save job duration
/* add setup time if required */
4 if t
setu p
(c(cp( jtp)) = 1 then
5 d ← d(cp( jtp))
/* add processing time if required */
6 if t
processing
(c(cp( jtp)) = 1 then
7 d ← d +d( jtp)
/* get all jobs with higher priority */
8 J ← { j ∈ J|p( j) < p( jtp)}
9 if J 6=
/
0 then
10 pre ← Dequeue(J)
11 s ← e(pre)
/* and check setup requirement */
12 pt ← stp(pre) = stp(jtp) ∨ t
processing
(c(cp( jtp)) = 0
/* then loop through remaining jobs */
13 while J 6=
/
0 do
14 if pt then
15 d
temp
= d −d(cp( jtp))
/* get next item from queue */
16 suc ← Dequeue(J)
/* check if the job fits between */
/* predecessor and successor */
17 if d
temp
≤ s(suc) − s then
/* create a new scope and add it to
possible scopes */
18 PRPSL ← PRPSL ∪
slot ←
s ← s
e ← s(suc)
pt ← pt
r ← r
19 pre ← suc ; // save predecessor as successor
20 s ← e(pre)
/* and check setup requirement */
21 pt ← stp(pre) = stp( jt p) ∨ t
processing
(c(cp( jt p)) = 0
end
/* add a final scope after the last job */
22 PRPSL ← PRPSL ∪
slot ←
← s
e ← m ft
pt ← pt
r ← r
Algorithm 1 describes how the Resource-Agent iter-
ates through the scheduled jobs J and creates a scope
scp upon a fitting time slot. Algorithm 2 shows how
the Hub-Agent finds the best schedule out of all pro-
posed scopes. Algorithm 3 shows the final check each
resource does to ensure its availability. Table 2 intro-
duces all variables used in all algorithms. Every time
a Resource-Agent receives a request for proposal al-
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
446

gorithm 3.2 is initialized with a maximum forecast
time, a time that a resource looks ahead to get valid
time slots. Next, the algorithm sets the earliest possi-
ble start to the end of the current job or, if currently,
no job is in process, to the current time. Furthermore,
an empty set of time slots is initialized as PRPSL and
the job duration temporarily set to zero (see lines 1-3).
Succeedingly, the Algorithm summarizes the duration
of the setup and processing depending upon the re-
source is used for either one or both (see lines 4-7).In
the following step, the Algorithm separates all sched-
uled jobs that are more important than the requested
job into a separate priority queue ordered by job pri-
ority (see line 8). If the created queue holds any jobs,
the Algorithm dequeues the first job and replaces the
earliest possible start (see lines 10-11), stores the job
as predecessor and determines if a setup is required,
because the predecessor job may differ from the cur-
rent setup on the Resource (see line 12). If the queue
is still containing jobs, the algorithms start to iterate
through the remaining jobs. For each remaining job,
the algorithm reduces the job duration by the defined
setup time if no setup is required (see lines 13-15).
Then the algorithm takes the next job from the queue
as the successor to the current job and checks if the
requested job fits between both jobs (see lines 16-
17). If the job fits, the algorithm creates a new slot
and adds that slot to the proposal (see line 18). After
that, the algorithm continues by assigning the succes-
sor to the predecessor, sets a new start, and checks the
setup condition for the next iteration (see lines 19-21).
Lastly, if the queue is empty, the algorithm will termi-
nate by creating the last scope and adding it to the list
of possible time slots to ensure that at least one feasi-
ble time slot is returned as a proposal for each request
(see line 22).
4.3 Create Scope
After receiving all proposals from each resource for
the requested job, the Hub-Agent creates a scope for
each setting of the capability provider from all re-
ceived proposals. Thus, each setting contains one re-
source and the set of scopes containing the returned
time slots. Depending on their purpose specified in
the setting, a resource can be used either for setup or
processing or both task types, setup and processing,
see Table 1. To determine the best proposal, the Hub-
Agent starts algorithm 2 for each capability provider
by creating an empty set of scopes and seperates the
list of settings into a list for setup and a list for pro-
cess (see lines 1-3). Both lists are sorted ascending
by the earliest start of the contained slots defined by
min(s(slot(scope(stg)))). As some resources, like
Algorithm 2: Create scope.
Input: c j ← current job
ccp ← current capability provider
Result: SCP as list o f matching slots
1 SCP ← {
/
0}
2 process ← {stg ∈ ST G | stg(ccp) ∩ t
processing
(T (x)) = 1}
3 setup ← {stg ∈ ST G | stg(ccp) ∩ t
setu p
(T (x)) = 1}
4 f irst ← Dequeue(process)
5 while SCP 6= {
/
0} ∧ slot( f irst) 6= {
/
0} do
6 nextSlot ← Dequeue(slot( f irst))
7 if process 6= {
/
0} then
8 slot
comp
← GetMatches(d(c j), comp, process)
else
9 slot
comp
← nextSlot
end
10 latestend ← e(slot
comp
) − cd
11 SCP ← slot
comp
12 if slot
comp
6= {
/
0} ∧ pt(slot
comp
) then
13 slot
comp
←
s ← 0
e ← latestend
pt ← pt(slot
comp
)
r ← r
14 comp ← GetMatches(d(ccp), slot
comp
, setup)
15 if slot
comp
6= {
/
0} then
16 les ← max
s∈ slotes
{s(S), e(slot
comp
))}
17 slot
st p
←
s ← les − d(cpp)
e ← les
pt ← pt(slot
comp
)
r ← r
18 if slot
comp
6= {
/
0} then
19 es j ← max
s∈ slotess
{e(slot
st p
), s(SCP))}
20 SCP ← slot
st p
∪
s ← es j
e ← es j + d(c j)
pt ← pt(slot
comp
)
r ← r
else
21 SCP ← {
/
0}
end
end
Function GetMatches(d, slot
match
, ST G):
22 slot
reduced
← {
/
0}
23 while stg
temp
in STG ∧ slot
match
6= {
/
0} do
24 while slot
reduce
=
/
0 ∧ slot(stg
temp
) 6= {
/
0} do
25 slot
temp
← Dequeue(slot(stg
temp
))
26 slot
reduce
← Reduce(d, (slot
match
∩ slot
temp
))
end
27 slot
match
← slot
reduce
end
return slot
match
Function Reduce(d, SLOT
compare
):
28 slot
reduce
← {
/
0} s ← max
slot
∈ SLOT
compare
{s(slots)}
e ← min
slot
∈ SLOT
compare
{e(slots)}
29 if e − s ≥ d then
30 slot
reduce
← slot
s ← s
e ← e
pt ← ∃ pt(slot)
r ← r
return slot
reduce
Agent-based Decentral Production Planning and Control: A New Approach for Multi-resource Scheduling
447
the machine itself, must be used for setup and pro-
cessing, a setting from the resource appears in both
lists. After creating the two lists, the algorithm takes
the first setting from the list for processing (see line
4). Each of the time slots contained in the scopes
has to be compared with the scopes from the other re-
quired resources to determine possible matching time
slots for process and, if the scope for process requires
it, an additional time slot for setup. While iterating
through the list of time slots of the resource (see lines
5-21), possible time slots from the first resource and
all other resources from the list of process for the
given job duration are evaluated (see line 8), by call-
ing the function: "GetMatches" with the jobs’ dura-
tion, the time slot "nextSlot" and the remaining time
slots from "process". GetMatches shrinks all given
slots, by calling the function: "Reduce", until it finds
the first matching slot or no slot is found (see line 22-
27). Reduce returns a time slot that fits into both given
time slots by calculating the minimum end and the
maximum start of both (see lines 28-30). Depending
on whether the function returns a possibly reduced
time slot for all process resources or not, the algo-
rithm also checks if a setup for the time slot is re-
quired (see line 12). If no setup is required and a time
slot exists (see line 18), the algorithm creates the con-
crete time slot for all processing resources (see lines
19-20) and adds it to the returned scope. Otherwise, if
a setup is required, the algorithm creates a temporary
time slot and calls GetMatches again, this time with
the temporarily created time slot and the settings from
"setup". During the second call, the time slot must fit
before the latest start of the process (see lines 10 and
14). If any possible matches for setup exist, the al-
gorithm creates the concrete time scope for setup (see
lines 16-17) and finally adds all time slots to the re-
turned scope (see line 20). If no matches could be
found, the algorithm takes the next scope from the
first resource and tries to find matches until a match
has been found or all scopes for the first resource have
been checked. The result of Algorithm 2 can be either
the matching scope or an empty result, which is the
case if no suitable scope could be found. If Algorithm
2 returns a scope, the approach assigns the job to the
capability provider with the scope containing the ear-
liest start and acknowledges the job to the associated
resources of the settings in the capability provider. If
no capability provider can offer a scope for the re-
quested job, the job idles until the Hub-Agent repeats
the call for proposal. This repeated call is scheduled
after the current time plus maximum forecast time.
4.4 Check Acknowledged Job
After the resource has received a job acknowledgment
for a suggested time slot, the resource must check if
the time slot of that job fits into its current schedule, as
mentioned in section 4.1. The algorithm 3 shows the
procedure to check the acknowledged job and rejects
the acknowledged job or any job from the scheduled
jobs that have an overlapping time slot and therefore
needs to be rescheduled because of a lower priority.
For that purpose, the algorithm defines an empty set
of JOB
requeue
(see line 1) and a set of JOB
overlap
con-
taining all slots that overlap with the time slot from
the acknowledged job (see line 2). If JOB
overlap
con-
tains any higher prioritized jobs, the acknowledged
job will be rejected and set to requeue (see line 4).
Otherwise the job gets scheduled and, if there are any
jobs in JOB
overlap
, they will be requeued (see lines 6-
7).
Algorithm 3: Check Acknowledged Job.
Input: j
ack
← jobto check
J ← scheduled jobs
Result: JOB
requeue
; // jobs to requeue
1 JOB
requeue
← {
/
0}
2 JOB
overlap
← { j ∈ J|(e( j) < e( j
ack
) ∧ e( j) > s( j
ack
)) ∨ (s( j) >
s( j
ack
) ∧ s( j) < e( j
ack
))}
3 if ( ∃ j ∈ JOB
overlap
|p(JOB
overlap
) < p( j
ack
) ) then
4 JOB
requeue
← { j
ack
}
5 else
6 J ← J \ JOB
overlap
∪ { j
ack
}
7 JOB
requeue
← JOB
overlap
5 EXPERIMENTAL STUDY
5.1 Experiment Description
To evaluate our approach we implemented the algo-
rithms of the proposed approach in our agent-based
production planning and control. The production con-
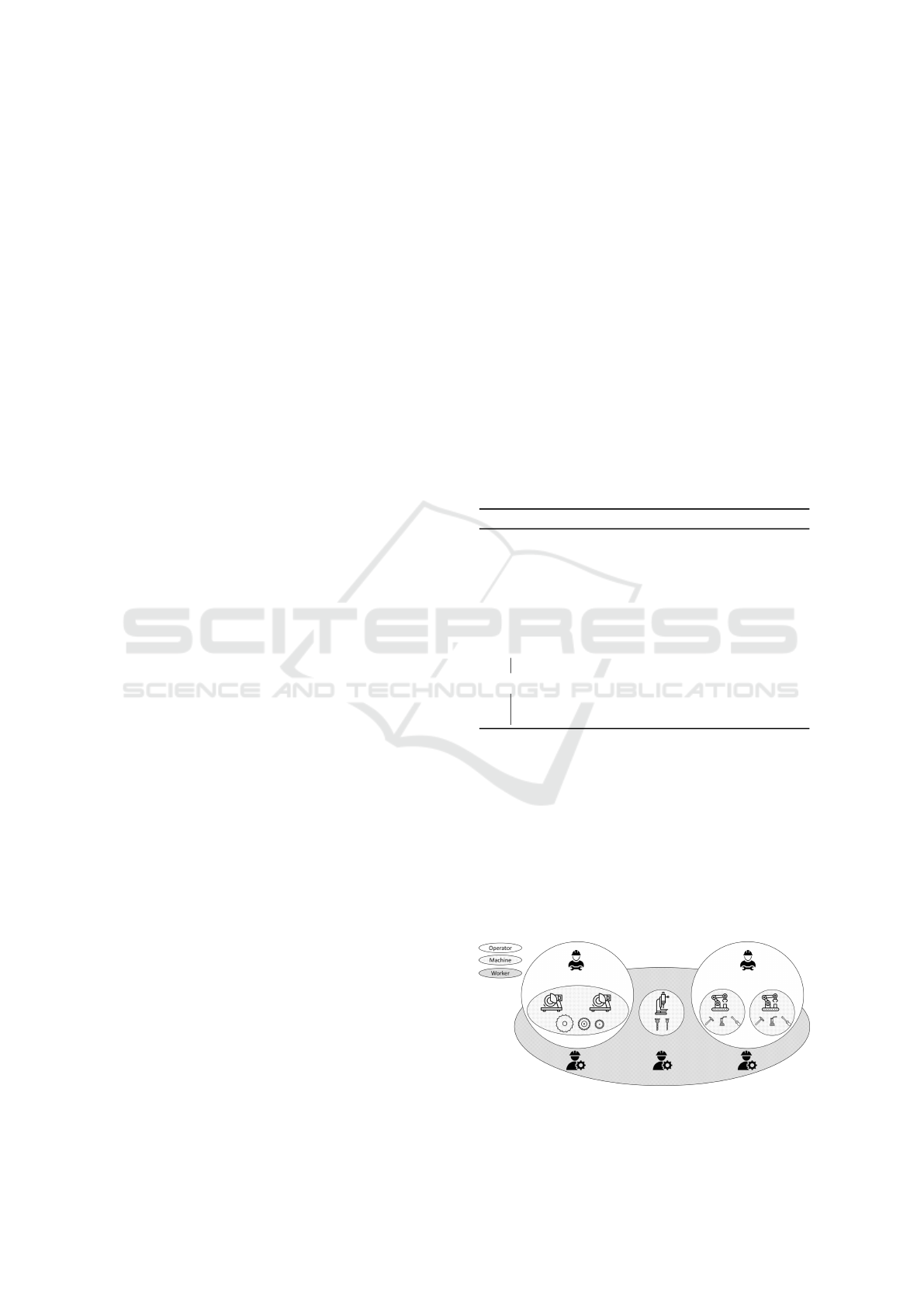
figuration is shown in Fig. 3.
Figure 3: SSOP.
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
448

It includes three work centers with two sewing ma-
chines, one drilling machine and two assembly sta-
tions. Moreover, we introduced two groups of em-
ployees. The first group are operators, who are re-
sponsible for equipping tools onto machines. The sec-
ond group consists of workers, who are responsible
for processing jobs using one of the machines. With
this configuration, we produce two products consist-
ing of 15 assemblies with two to three operations
each. Each operation requires a different capability
with a different set of resources. The operations are
grouped by their capability to jobs. This production
configuration ensures that the machine resources have
to change their setting frequently. For the evalua-
tion, we simulated four weeks of nonstop production,
where new customer orders arrive log normally dis-
tributed at the production. Additionally, we varied the
processing time of the jobs to cover uncertainty in the
production process to evaluate stability and flexibility.
We compared our approach for a decentral production
planning and control with a central queueing-based
production planning and control and combine each of
the production planning and control approaches with
each of the following dispatching rules: FIFO, LST,
MDD and SPT (see equations 1, 2, 3, 4).
t = current time at the shop f loor
j
i
= job f or which the priority is determined
a
ji
= release (arrival) time o f job j
on the shop f loor
dt
ji
= due time o f the job
j
in the shop f loor
d
ji
= processing duration f or job j
i
j
ik
= all successor jobs k f rom job j
i
d
jik
= processing duration f or all sucessor jobs
k f rom job j
i
Least Sack Time (LST ) = dt
ji
−t − d
ji
− d
i jk
(1)
Modi f ied Due Date = max{dt
ji
,t −(d
ji
+d
i jk
)} (2)
First In First Out(FIFO) = a
ji
(3)
Shortest Processing Time (SPT ) = d
ji
(4)
To achieve comparability between both approaches
regarding the underlying production environment, we
implemented an additional behavior into our simula-
tion by developing a new hub-agent that allows cen-
tral queue-based production planning and control as
described in chapter 2. Now, for the central queue-
based production planning, the hub agent determines
the next job with the highest priority and waits until
all necessary resources are available. In addition, all
jobs with the same setup requirements that are ready
for processing are also assigned to these resources.
This procedure is called exhaustive behavior and is
well known to improve the overall performance of
the production by reducing the number of setups and
ultimately reducing the overall setup time. (Frazier,
1996) All simulation parameters we applied are sum-
marized in Table 3.
Table 3: Simulation parameters.
Value Unit Description
28 days simulation end time, asuming 24/7 worktime
2 days settling time
1 hour average customer order arival time
36 hours average time from order placement to delivery
20 and 0 % deviation of estimated operation processing time
5.2 Experimental Results
In order to evaluate our approach, we performed
experiments based on all possible combinations
of simulation types and priority rules. Combining
simulation type decentral production planning and
control and central queueing with the four priority
rules, FIFO, LST, MDD, SPT results in eight different
simulation experiments. By adding log-normally
distributed deviations for the processing time of jobs,
we simulate uncertainties to evaluate the flexibility
and robustness of our algorithm in the presented
production. Therefore the results are split into two
sections and sum up to 16 experiments in total,
where the top section shows all simulation results
without deviation of the job’s processing time, while
the bottom section shows all results applying 20%
deviation. Each experiment consists of ten simulation
runs. While each simulation run has been using a
different seed to create the sequence of order arrivals
and delivery dates, each experiment has been using
the same seeds, to share the same sequence of events
for each experiment. The presented results are the
arithmetic mean values over the simulation runs
of each experiment based on the equations 5-10,
which are common key performance indicators for
production (Jodlbauer, 2007). The statistical error for
all experiment results was below 0.5%.
Makespan is calculated from production start until the
job finishes.
Makespan =
∑
j∈J
C
j
− S
j
|{ j ∈ J}|
(5)
Tardiness is the overdue of all jobs divided by the jobs
that are overdue.
Agent-based Decentral Production Planning and Control: A New Approach for Multi-resource Scheduling
449
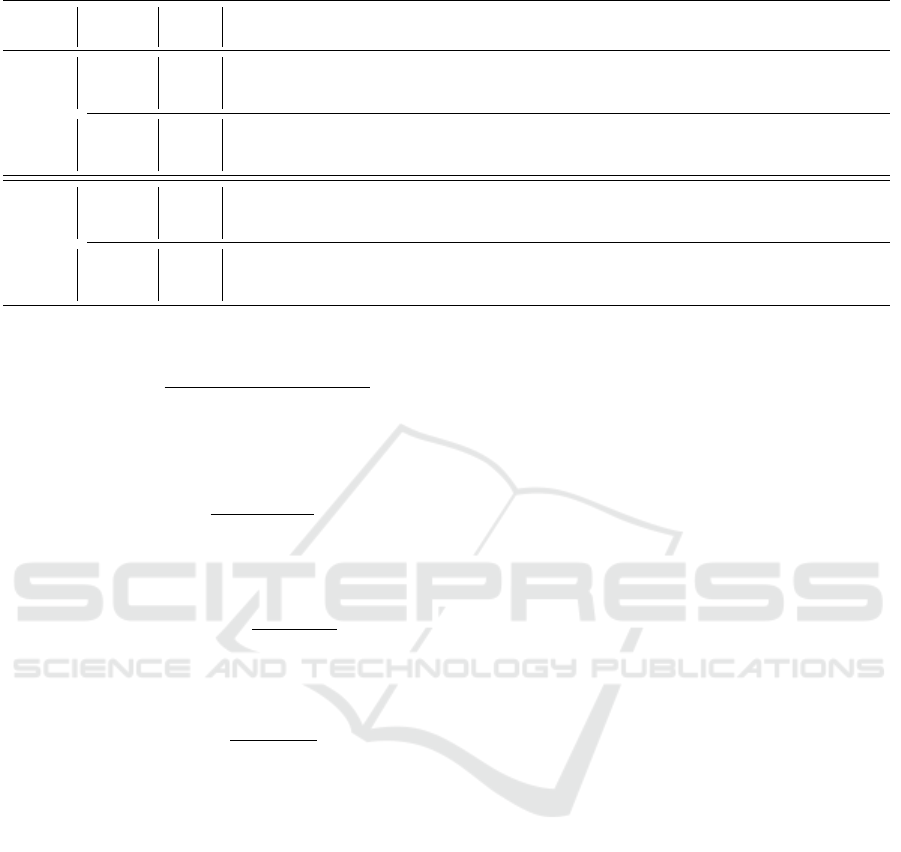
Table 4: Results.
Deviation
in %
Simulation
Type
Priority
Rule
Makespan
in min
Orders
processed
in pcs.
Orders
over due
in pcs.
Adherance
to due in %
Tardiness
in min
Lateness
in min
Processing
time in %
Setup
time in %
Workload
time in %
0
DPPC
FIFO 1470 596 17 97.08 81 -929 73.01 16.36 89.37
LST 1480 596 36 93.96 130 -919 73.03 16.39 89.42
MDD 1466 599 40 93.32 159 -926 73.43 16.22 89.65
SPT 1756 596 84 85.92 388 -643 73.01 15.86 88.86
Queuing
FIFO 2356 592 270 54.39 419 -43 71.96 9.77 81.73
LST 2298 594 241 59.41 401 -101 71.94 9.77 81.71
MDD 2307 593 238 59.87 445 -92 72.06 9.69 81.75
SPT 4037 562 470 16.37 2006 1637 71.52 9.87 81.38
20
DPPC
FIFO 1621 596 47 92.11 200 -778 74.51 15.50 90.01
LST 1603 596 53 91.11 222 -796 74.42 15.66 90.07
MDD 1614 596 68 88.59 298 -785 74.38 15.72 90.09
SPT 1950 596 146 75.50 488 -449 74.42 14.83 89.25
Queuing
FIFO 2482 592 273 53.87 507 83 71.98 9.18 81.17
LST 2476 589 308 47.66 505 76 73.01 9.25 82.26
MDD 2502 588 292 50.32 572 102 72.98 9.27 82.25
SPT 4142 551 483 12.34 2047 1742 72.71 9.34 82.05
Tardiness =
∑
j∈J
max(0, due
j
−C
j
)
|{ j ∈ J|(due
j
−C
j
) > 0}|
(6)
Lateness is the total late or earlyness divided by
amount of jobs.
Lateness =
∑
j∈J
C
j
− due
j
|{ j ∈ J}|
(7)
Productive time is the time a resource is generating
value.
Productive Time =
∑
j∈J
C
j
− S
j
|R| ∗ T
r
(8)
Setup time is the time a resource is blocked to set-up.
Setup Time =
∑
e∈E
C
e
− S
e
|R| ∗ T
r
(9)
Workload is the total time a resource is bussy.
Workload = Setup Time + Productive Time (10)
se = simulation
end
− simulation
start
j = job j ∈ J
due
j
= due time o f job j
C
j
= completition time o f job j
S
j
= releasetime o f job j
T = total planned availability time
R = all resources r ∈ R
k = number o f processed jobs
e = tool exchange (setup) e ∈ E
All experiments were able to keep the workload in
the production around 82%. Only the DPPC is able
to increase the workload to 90% due to more frequent
set-ups, which results in a higher set-up time than the
other methods. Although all experiments were able to
complete 562 to 596 customer orders, the SPT queu-
ing is clearly the least viable solution in terms of ad-
herence to due. This confirms that SPT queues are
not practical for continuously arriving jobs that may
depend on each other. While the job duration does
not deviate the applied time-dependent based queuing
mechanics LST, MDD and FIFO show an adherence
to due of about 54 − 60% and drop to 47 − 53% by
considering 20% deviation. Only DPPC outperforms
the queueing approaches in all values and shows its
superiority. The dPPC was able to reduce the mean
tardiness to 23% of the central queueing approach.
Even the queuing LST, MDD and FIFO approaches
with a lateness close to the due date were not able to
compete with the dPPC in the other performance in-
dicators. The makespan was also reduced to 56% by
dPPC compared to the central queuing.
6 CONCLUSION AND OUTLOOK
The target of our research was to create an multi-
resource scheduling solution in a highly diverse pro-
duction characterized by uncertainty. For this pur-
pose, we developed a negotiation protocol based on
the contract net protocol, the job’s priority, and the
time slots of all resources as well as three algorithms,
one to offer a proposal with free time slots on re-
sources, one to evaluate the best matching time scopes
from a given set of proposals and one to check the ac-
knowledged scope. We deployed our approach onto
our self-organizing production and we are able to ver-
ify our concept through various simulation runs with
and without consideration of uncertainty in the pro-
duction process. The experiments also showed a great
improvement versus common central queueing ap-
proaches. An extensive testing and a comparison to
ICEIS 2021 - 23rd International Conference on Enterprise Information Systems
450

common centralized scheduling solutions is still out-
standing and will be done in the near future. Next, we
want to extend the solution to handle more than the
two task types setup and processing steps, like load-
ing and unloading materials for a job, and evaluate
how the developed solution is performing with these
new constraints.
ACKNOWLEDGEMENTS
The authors acknowledge the financial support by
the German Federal Ministry of Education and Re-
search within the funding program "Forschung an
Fachhochschulen" (contract number: 13FH133PX8).
REFERENCES
Adhau, S. and Mittal, M. L. (2012). A multiagent based
system for resource allocation and scheduling of dis-
tributed projects. International Journal of Modeling
and Optimization, pages 524–528.
Akkiraju, R., Keskinocak, P., Murthy, S., and Wu, F. (2001).
An agent-based approach for scheduling multiple ma-
chines. Applied Intelligence, 14(2):135–144.
Chan, F. T. S., Wong, T. C., and Chan, L. Y. (2006).
Flexible job-shop scheduling problem under resource
constraints. International Journal of Production Re-
search, 44(11):2071–2089.
Dhiflaoui, M., Nouri, H. E., and Driss, O. B. (2018). Dual-
resource constraints in classical and flexible job shop
problems: A state-of-the-art review. Procedia Com-
puter Science, 126:1507–1515.
FIPA TC C (03.12.2002). Fipa contract net interaction pro-
tocol specification.
Frazier, G. V. (1996). An evaluation of group scheduling
heuristics in a flow-line manufacturing cell. Inter-
national Journal of Production Research, 34(4):959–
976.
Gehlhoff, F. and Fay, A. (2020). On agent-based decentral-
ized and integrated scheduling for small-scale manu-
facturing. at - Automatisierungstechnik, 68(1):15–31.
Grabot, B. and Geneste, L. (1994). Dispatching rules in
scheduling: a fuzzy approach. International Journal
of Production Research, 32(4):903–915.
Gu, M., Gu, J., and Lu, X. (2018). An algorithm for multi-
agent scheduling to minimize the makespan on m par-
allel machines. Journal of Scheduling, 21(5):483–492.
Guizzi, G., Revetria, R., Vanacore, G., and Vespoli, S.
(2019). On the open job-shop scheduling problem:
A decentralized multi-agent approach for the manu-
facturing system performance optimization. Procedia
CIRP, 79:192–197.
He, J., Li, Q., and Xu, D. (2016). Scheduling two par-
allel machines with machine-dependent availabilities.
Computers & Operations Research, 72:31–42.
Jeschke, S., Brecher, C., Song, H., and Rawat, D. B., ed-
itors (2017). Industrial Internet of Things. Springer
Series in Wireless Technology. Springer International
Publishing, Cham.
Jodlbauer, H. (2007). Produktionsoptimierung: Wertschaf-
fende sowie kundenorientierte Planung und
Steuerung. Springer Vienna.
Kim, Y.-D. (1990). A comparison of dispatching rules for
job shops with multiple identical jobs and alternative
routeings. International Journal of Production Re-
search, 28(5):953–962.
Lenstra, J. K. and A. H. G. Rinnooy Kan (1978). Complex-
ity of scheduling under precedence constraints. Oper-
ations Research, 26(1):22–35.
Liu, J. and Sycara, K. (1996). Multiagent coordination in
tightly coupled task schedulingmultiagent coordina-
tion in tightly coupled task scheduling. Proceedings
of the Second International Conference on Multiagent
Systems, pages 181–188.
Miao, C. and Zou, J. (2015). Parallel-machine schedul-
ing with time-dependent and machine availability con-
straints. Mathematical Problems in Engineering,
2015:1–6.
Montazeri, M. and van Wassenhove, L. N. (1990). Analy-
sis of scheduling rules for an fms (flexible manufac-
turing system). International Journal of Production
Research, 28(4):785–802.
Mourtzis, D., Doukas, M., and Psarommatis, F. (2012).
Design and planning of decentralised production net-
works under high product variety demand. Procedia
CIRP, 3:293–298.
Munkelt, T. and Krockert, M. (2018). An approach to a self-
organizing production in comparison to a centrally
planned production. In Tagungsband ASIM 2018 – 24.
Symposium Simulationstechnik, pages 299–306. AR-
GESIM.
Nouri, H. E., Driss, O. B., and Ghédira, K. (2016). A clas-
sification schema for the job shop scheduling problem
with transportation resources: State-of-the-art review.
In Silhavy, R., Senkerik, R., Oplatkova, Z. K., Silhavy,
P., and Prokopova, Z., editors, Artificial Intelligence
Perspectives in Intelligent Systems, volume 464 of Ad-
vances in Intelligent Systems and Computing, pages
1–11. Springer International Publishing, Cham.
Rohloff, M. (1993). Decentralized production planning and
design of a production management system based on
an object-oriented architecture. International Journal
of Production Economics, 30-31:365–383.
Sarkar, A. and Šormaz, D. (2019). Ontology model for
process level capabilities of manufacturing resources.
Procedia Manufacturing, 39:1889–1898.
Shen, W., Wang, L., and Hao, Q. (2006). Agent-based dis-
tributed manufacturing process planning and schedul-
ing: a state-of-the-art survey. IEEE Transactions on
Systems, Man and Cybernetics, Part C (Applications
and Reviews), 36(4):563–577.
Toivonen, V., Järvenpää, E., and Lanz, M. (01.11.2017 -
03.11.2017). Managing production complexity with
intelligent work orders. In Proceedings of the 9th In-
ternational Joint Conference on Knowledge Discov-
ery, Knowledge Engineering and Knowledge Manage-
ment, pages 189–196. SCITEPRESS - Science and
Technology Publications.
Agent-based Decentral Production Planning and Control: A New Approach for Multi-resource Scheduling
451
