
A Dynamic Dial-a-ride Model for Optimal Vehicle Routing
in a Wafer Fab
Claudio Arbib
1 a
, Fatemeh Kafash Ranjbar
2 b
and Stefano Smriglio
2 c
1
Dipartimento di Ingegneria/Scienze dell’Informazione e Matematica, and Centre of Excellence DEWS,
Universit
`
a degli Studi dell’Aquila, via Vetoio, L’Aquila, Italy
2
Dipartimento di Ingegneria/Scienze dell’Informazione e Matematica,
Universit
`
a degli Studi dell’Aquila, via Vetoio, L’Aquila, Italy
Keywords:
Internal Logistics, Dial-a-ride, Optimization, Integer Linear Programming.
Abstract:
We consider the problem of moving production lots within the clean room of LFoundry, an important Italian
manufacturer of micro-electronic devices. The problem is modeled as dial-a-ride in a dynamic environment
with the objective of makespan minimization. This general objective is achieved by minimizing, at each
optimization cycle, the largest completion time among the vehicles, so as to locally balance their workloads.
A cluster-first route-second heuristic is devised for on-line use and compared to the actual practice through a
computational experience based on real plant data.
1 INTRODUCTION
LFoundry (http://www.lfoundry.com) is a company
that manufactures high-tech micro-electronic compo-
nents and devices in a plant located in Avezzano, Italy.
The heart of the plant is the clean room, equipped
with some 700 machines clustered according to group
technology with a layout as in the scheme of Figure 1.
Basically, a central aisle distributes production flows
between a warehouse and a machine area, and within
machine sub-areas. Machines are accessed via four-
teen dedicated aisles, that lay orthogonally to the main
one and are provided at their heads with a rack for in-
process inventory. Parts are moved from rack to rack
by a fleet of manually operated carts that commute
back and forth along the main aisle, and by individual
operators between the machines and the relevant head
racks.
Production is organized in small lots of identical
size. Depending on product type, a lot must undergo
a very large number of operations (roughly from 250
to 750). Machines can be tooled to perform specific
operations, and each lot typically has the same oper-
ation type repeated many times. This, broadly speak-
ing, gives the manufacturing system the aspect of a
a
https://orcid.org/0000-0002-0866-3795
b
https://orcid.org/0000-0002-4645-6818
c
https://orcid.org/0000-0001-8152-003X
warehouse
rack 1 rack 2 rack 3 rack 4 rack 5 rack 6 rack 13 rack 14
………
…
machine row 1
machine row 2
machine row 3
machine row 4
machine row 5
machine row 6
machine row 13
machine row 14
central aisle
Figure 1: Scheme of the clean room of LFoundry.
(very big and complex) flexible job-shop.
Due to changes in market positioning and end-
use of products, LFoundry has recently moved from
mass production with large inventory levels to one
oriented to individual customer needs, where smaller
batches of different types are due by specified time
ends. The objectives of production planning were
consequently reviewed and, in this perspective, the
production scheduling system is going to be com-
pletely redesigned.
Controlling work-in-process (WIP) is one among
the crucial issues to be considered in order to opti-
mize production. Lots not currently worked by some
machine, wait for operation in the racks positioned
in the main aisle. Radio frequency identification de-
vices (RFID) continuously feed the information sys-
tem with the actual position of every lot waiting for or
Arbib, C., Kafash Ranjbar, F. and Smriglio, S.
A Dynamic Dial-a-ride Model for Optimal Vehicle Routing in a Wafer Fab.
DOI: 10.5220/0010318402810286
In Proceedings of the 10th International Conference on Operations Research and Enterprise Systems (ICORES 2021), pages 281-286
ISBN: 978-989-758-485-5
Copyright
c
2021 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
281

worked by a machine. These conditions suggest that a
proper vehicle routing/scheduling could improve sys-
tem performance and reduce the WIP.
In the past, in fact, a production with slow changes
recommended to decide for a fixed cart routing, ob-
tained via statistics identifying the most frequent
transportation requests. On this basis, three static
routes were defined: the longest, covering all the four-
teen stations in the main aisle; the shortest, covering
its central part; and an intermediate one, strictly con-
tained in the former and strictly containing the latter.
The cart fleet was then three-partitioned and statically
assigned to those routes.
With the new situation, the LFoundry technical
staff agreed to redesign the system so as to dynam-
ically adapt cart routes and schedules to requests
changes over time. Then, a problem arises to find op-
timal routes and schedules. A detailed description of
the problem is given in the following §2. The solution
method developed is described in §3. The outcome of
a wide numerical test using real operation data is re-
ported in §4. Finally, conclusions are drawn in §5.
2 THE PROBLEM
The problem input consists of three sets, see Figure 2:
K set of m carts, that form the fleet used to move
parts in the clean room: cart k can carry at most c
lots.
I set of n stations, corresponding to the racks
headed at each machine aisle and used to tem-
porarily host production lots.
R ⊆ I
2
, set of the service requests that arrive over
time in a given planning horizon T : request r con-
sists of picking up l
r
lots in station p
r
and deliver-
ing them to station d
r
∈ I; also, request r is asso-
ciated with the time t
r
∈ T from which the associ-
ated lots are available in p
r
.
We wish to solve the following problem:
Problem 1. Find cart routes and schedules to deliver
all the lots requested, minimizing the largest comple-
tion time of any request, and also respecting possible
restrictions on cart capacity and operation.
This is a special Dial-a-ride problem, see e.g. (Ho
et al., 2018), with a rectilinear layout of the vehicle
stations. The problem has also the operational con-
straint that a cart cannot drop a lot at a station that
differs from the destination, thus originating a new
request to be fulfilled by other carts. Although not
very common in vehicle routing problems, the simple
rack 1 rack 2 rack 3 rack 4 rack 5 rack 6 rack 13 rack 14
………
cart 1 cart 3 cart 2 cart 4
cart 5
request 2
request 1
request 5
request 4
request 3
rack
capacity
WIP levels
cart
capacity
K
I
R
Figure 2: Problem elements.
linear layout has been investigated elsewhere for its
interesting features. (Guan, 1998) considers the prob-
lem of transporting a set of items, each with a spe-
cific origin and destination, along a path; the Author
observes that minimizing the tour length is NP-hard
if items cannot be dropped at intermediate stations,
while it can be solved in linear time otherwise. (Wang
et al. 2006) propose polynomial-time algorithms to
solve a single-commodity pick-up and delivery prob-
lem on a path using a single cart with unit, or general
finite, or unlimited capacity. Both studies do not cap-
ture the complexity of our case, where a fleet of carts
is given, each requests involves a separate commodity,
and items cannot be dropped at intermediate stations.
However, in the remainder of the paper we show
how to exploit the rectilinear layout to develop a
math-heuristic algorithm that, cyclically repeated in
the planning horizon, solves Problem 1 in two stages.
3 A MATH-HEURISTIC
Let R
t
⊆ R be the set of requests that, at some time
t ∈ T , (i) are not yet picked up and (ii) have lots avail-
able at the respective stations. The linear topology
of the central aisle naturally associates every subset
P ⊆ R
t
with a minimal interval that spans between the
leftmost and rightmost station involved in P, that we
indicate as
a(P) = min
r∈P
{p
r
, d
r
} b(P) = max
r∈P
{p
r
, d
r
}
For example, consider the requests of Figure 2, as-
suming P = {1, 4, 5}: stations d
1
= 2, p
4
= 5, d
5
= 3
are the leftmost involved in these requests, stations
p
1
= 5, d
4
= 14, p
5
= 4 are the rightmost; then a(P) =
2, b(P) = 14.
We will in short call any such interval a span.
There are no more spans than pairs of stations in-
volved in R
t
, i.e. no more than
q(q−1)
2
= O(q
2
), where
q = min{n, 2|R
t
|}: in our case n = 14 implies 91 pos-
sible spans in the worst case. We let S denote the
ICORES 2021 - 10th International Conference on Operations Research and Enterprise Systems
282

set of all those spans, and indicate by w
s
= b
s
− a
s
=
b(P) − a(P) the width of the s ∈ S associated with
P ⊆ R
t
. For example, the span s = [2,14] previously
determined has w
s
= 14 − 2 = 12.
Our heuristic algorithm attempts to solve Problem
1 in two stages that, according to a cluster-first route-
second logic, are cyclically repeated at different time
instants t:
1. Assign all the requests of R
t
to m spans s ∈ S (as
many as the carts in K);
2. Given the set S
∗
of spans obtained from the previ-
ous stage, assign a cart k ∈ K to each s ∈ S
∗
and
schedule its requests.
In stage 1 we cluster requests into spans of con-
venient width — the larger the span the fewer the re-
quests — so that the estimated operation time (travel
+ load/unload) is balanced as far as possible.
In stage 2 we consider simple scheduling poli-
cies where the cart “sweeps” the assigned span from
end to end, changing direction a minimum amount of
times. A relevant feature of those simple policies is
that a solution can easily be reconfigured at run time
against possible cart capacity reduction, as well as ur-
gent deliveries or other exceptions. Under the policy
adopted, carts are scheduled with the goal of balanc-
ing operation time.
Details on the two stages are given below.
3.1 Span Selection, Request Allocation
A rough indication of the time a cart would take to
cover a span s is given by
(i) the total volume l
s
of requests assigned to s: large
l
s
correspond to long time spent in load/unload
operations;
(ii) the span width w
s
: the larger the w
s
, the longer
will supposedly be the transfer time required to
cover its requests.
While w
s
only depends on s, the total volume depends
on the requests assigned to s. Let R
s
t
denote the set of
requests subsumed by s, i.e., all the r whose pick-up
and delivery stations fall within the ends of s. Then:
l
s
=
∑
r∈R
s
t
l
r
x
s
r
where x
s
r
= 1 if r is assigned to s and 0 otherwise.
Using these variables, plus y
s
∈ {0, 1} with y
s
= 1 if
and only if s ∈ S is chosen, we can select the m spans
via the following integer linear program:
min
z∈R
z (1)
z −
w
s
v
y
s
− 2u
∑
r∈R
s
t
l
r
x
s
r
≥ 0 s ∈ S
∑
s∈S
r
x
s
r
= 1 r ∈ R
t
x
s
r
≤ y
s
s ∈ S, r ∈ R
s
t
∑
s∈S
y
s
≤ m
∑
r∈R
s
t
l
r
x
s
r
≤ c s ∈ S
x
s
r
, y
s
∈ {0, 1} s ∈ S, r ∈ R
s
t
where S
r
⊆ S contains all the spans that can accom-
modate request r, v is the average cart speed and u
the nominal load/unload time. Together with the ob-
jective function, the first set of inequalities defines z
as the largest among the estimations of the comple-
tion time required to fulfill the requests assigned to a
span. The second set of inequalities ensures that ev-
ery requests is assigned to one span. The third set of
inequalities activates a span when assigned a request.
The remaining inequalities ensure that activated spans
do not exceed available carts, and that cart capacity is
in turn never exceeded.
In its first four lines, program (1) has a form close
to an m-centre model, where spans corresponds to fa-
cilities, or centroids, and requests to demand points.
In few words, an m-centre is a set of m points (the
centroids) that minimizes the largest distance between
any demand point and the closest point that belongs
to that set. For a survey on m-centre problems, the
reader is referred to (Calik et al., 2015). Our model
differs from this problem in the distance function, that
includes centroid costs (span lenghts) and, as said, for
the additional knapsack constraints (cart capacities).
Program (1) returns:
• a set S
∗
of m spans;
• a partition {R
s
: s ∈ S
∗
} of the requests set to be
assigned to carts in the subsequent stage 2;
• a lower bound z
∗
to the minimum time necessary
to schedule all the requests in R
t
.
One drawback of program (1) lies in the estima-
tion of transfer time, which is assumed proportional
to the span width w
s
: this estimate is reasonable if
the cart covers the span in one direction only, but be-
comes very poor if it has to go back and forth. To
obtain a better estimate, we modify program (1) by
distinguishing the requests in R
s
t
according to whether
they require a transfer from left to right (forward re-
quests, F
s
t
) or from right to left (backward requests,
A Dynamic Dial-a-ride Model for Optimal Vehicle Routing in a Wafer Fab
283

B
s
t
). Precisely
F
s
t
= {r ∈ R
s
t
: p
r
< d
r
} B
s
t
= {r ∈ R
s
t
: p
r
> d
r
}
We then add 0-1 variables f
s
, b
s
, subject to
x
s
r
≤ f
s
≤ y
s
r ∈ F
s
t
(2)
x
s
r
≤ b
s
≤ y
s
r ∈ B
s
t
for any s ∈ S. That is, span s is used if a cart uses it
either in forward or in backward direction (or both);
conversely, if not used in forward (backward) direc-
tion, the span cannot be assigned any forward (back-
ward) request. The constraint of model (1) that en-
sures to use ≤ m spans is maintained, but the first set
of inequalities, defining the max completion time, is
replaced by
z −
w
s
( f
s
+ b
s
)
v
− 2u
∑
r∈R
s
t
l
r
x
s
r
≥ 0 (3)
for any candidate span s ∈ S. Thus, if the span is as-
signed requests in one direction only, the estimated
travel time is proportional to w
s
as in model (1), oth-
erwise is proportional to 2w
s
.
3.2 Cart Assignment and Schedule
Recall that by our assumption on scheduling (stage
2 of our method), unless an exception occurs, every
cart moves end-to-end in the assigned span minimiz-
ing direction changes. This simple idea can be imple-
mented by different policies, for example:
• Policy 1: the cart picks up parts in the same order
as it finds them in the travel, and delivers them in
the same order as destinations are encountered.
• Policy 2: the cart first operates all the pick-ups in
the order found in the travel; once all parts are col-
lected, the cart delivers them in the order in which
destinations are encountered.
Policy 1 also aims at minimizing the part stack in the
cart, while the goal of Policy 2 is to minimize the
work-in-process at the racks and the time each cart
waits for another: in fact with Policy 2 the pick-up
operations precede every delivery, so we use from
the very beginning the whole cart capacity available
to free racks as far as possible. The best scheduling
method adopted in our experiments follows Policy 1
and works as described next.
In a dynamic context with requests arriving over
time, cart k is in general available from some time
t
k
≥ t on, as it is supposed to conclude the deliveries
assigned in the previous time lap. At that time, the
cart will have a particular position ξ
k
in the aisle and
a particular residual capacity ¯c
k
. For any s ∈ S
∗
, let
K
s
contain the carts whose residual capacity is suf-
ficient to accommodate all the pick-ups in s. Sup-
pose then that span s is assigned to cart k ∈ K
s
. To
describe the scheduling algorithm implemented for k,
we partition again R
s
into forward and backward re-
quests F
s
, B
s
as in §3.1. If F
s
is non-empty, let p
F
(d
F
) denote the leftmost (rightmost) pick-up (drop)
station among its requests. Similarly, for non-empty
B
s
, let p
B
(d
B
) denote the rightmost (leftmost) pick-up
(drop) station among its request. For example, with
the requests shown in Figure 2 one has p
F
= 1, d
F
=
14, p
B
= 13, d
B
= 2.
Assume both F
s
and B
s
non-empty. Then
• if ξ
k
< a
s
(that is, the cart starting point lies to the
left of s), k will first fulfill forward requests, then
backward ones;
• if ξ
k
> b
s
, k will first fulfill backward requests,
then forward ones.
If instead a
s
≤ ξ
k
≤ b
s
, the schedule is constructed
distinguishing three cases
i) ξ
k
< d
B
: the cart first fulfills the backward re-
quests lying to its left, then changes direction and
fulfills all the forward requests, then finally gets
back to the remaining backward ones;
ii) ξ
k
> d
F
: the cart first fulfills the forward requests
lying to its right, then changes direction and ful-
fills all the backward requests, then finally gets
back to the remaining forward ones;
iii) d
B
≤ ξ
k
≤ d
F
: we try both the above schedules
and select for the cart the shortest one.
Finally, if F
s
=
/
0, then k has only to fulfill back-
ward requests, so it first moves to p
B
and then pro-
ceeds to fulfill all requests. A similar schedule with
first pick-up in p
F
is constructed if B
s
=
/
0.
Once, via the rules described above, we have col-
lected the scheduling times τ
s
k
for each s ∈ S
∗
and
k ∈ K
s
, we match carts and spans (and therefore carts
and schedules) once for all, seeking to minimize the
largest completion time C
max
of all the requested ser-
vices. This corresponds to solve a bottleneck match-
ing problem (Garfinkel, 1971), (Burkard and Derigs,
1980): unlike ordinary matching, where the weight of
a matching is the sum of the arc weights it consists
of, a matching is here weighted by the largest of its
arc weights. In our case, the problem is defined on
a bipartite graph with node sets K, S
∗
, and arcs (k, s)
defined for every s ∈ S
∗
, k ∈ K
s
and weighted by τ
s
k
.
An optimal solution to this problem can be found in
O(m
3
) time (Pundir et al., 2015).
ICORES 2021 - 10th International Conference on Operations Research and Enterprise Systems
284
4 RESULTS
LFoundry provided us with very large and detailed
data samples on clean room operation. Each sample
describes a work shift of over 6 hours, and is formed
by a series of snapshots (one per minute) of request
status. Besides other information, a snapshot gives
the requests pending, those in process and newly ar-
rived ones, all recorded according to the actual prac-
tice of cart routing and scheduling.
On average, 55.7% of the requests are short-
distance, that is, cover < 6 stations in the aisle, and
only 1.8% are long-distance, that is, range over all the
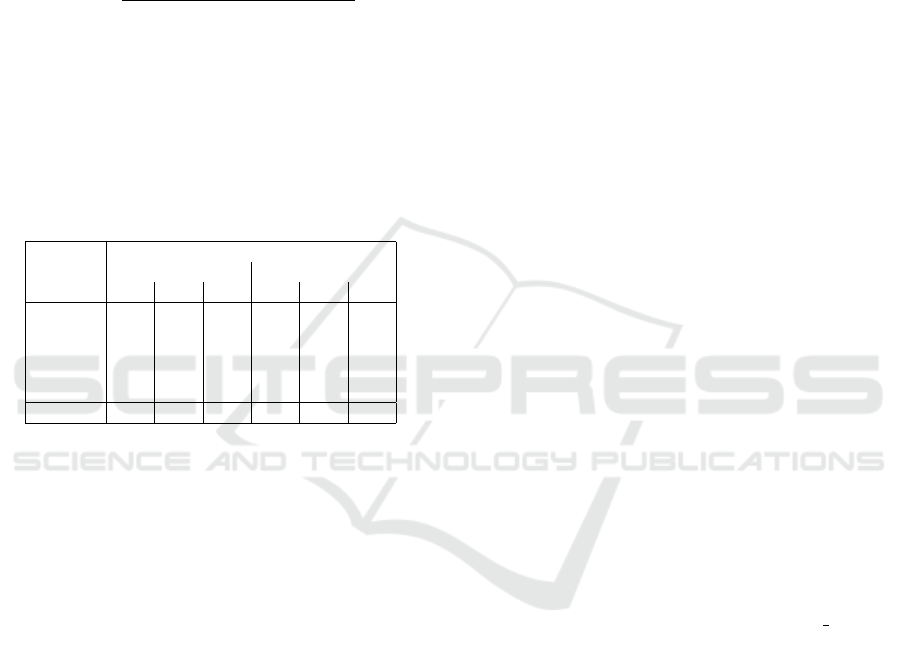
14 stations. More features are given in Table 1 for the
five samples used in the numerical experience.
Table 1: Sample work shift features.
# requests per snapshot requests
sample snapshots min max avg σ per sample
1 374 38 96 91 0,2 3.110
2 351 32 95 86 0,6 3.076
3 343 41 96 80 0,7 2.984
4 342 45 94 86 0,5 2.902
5 347 54 95 82 0,8 2.943
total 1.757 15.015
From the data available, we deducted average cart
speeds (1.2 m/s) and load/unload times (15 s); then
we tested our approach and compared it to the cur-
rent practice. The experience was carried out with the
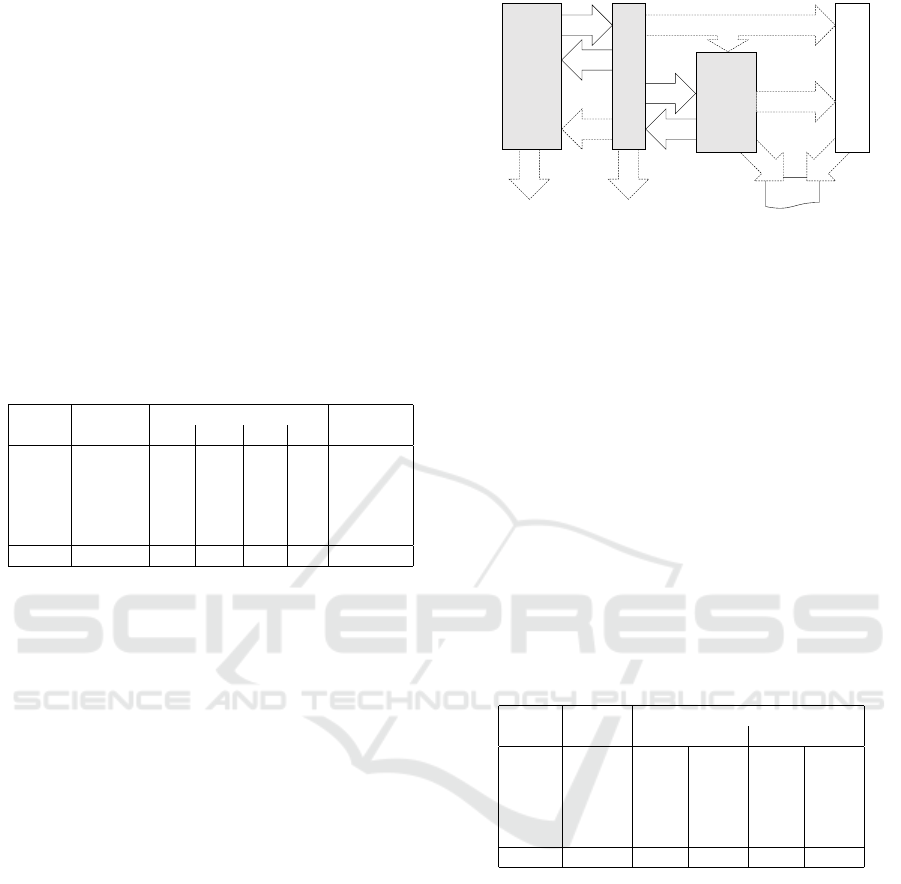
following procedure, see also the scheme in Figure 3:
1. Initialize. Construct the list L of all the requests
in a sample, each with the time of its arrival. Let
t = 0 and let R
0
contain the requests of the first
snapshot.
2. Cycle. Run the algorithm of §3 on the requests
of R
t
, let C
max
and C
min
be the time length of the
longest and the shortest route of a cart. Take note
of the status (positions ξ
k
and minimum ready
time t
k
) of all the carts at t +C
max
.
3. Update and Repeat. Set t := t +C
min
, create R
t
including in it all the requests of L that arrived
within [t −C
min
,t]. Taking into account cart status,
go back to step 2 and repeat until all the requests
in L have been fulfilled.
We took note of the time t required to complete
all the deliveries in L and compared it to the actual
practice.
The algorithm was encoded in Python 3.7.6. and
run on an Intel core 7,1.8-1.99 GHz processor, 16 GB
RAM, operation system Windows 10 Pro 64-bit ver-
sion 2004. In integer linear programming problems
(1)-(3), the number of variables ranges from a mini-
mum of 2.667 to a maximum of 6.767, that of con-
comparison
quality
indicators
quality
indicators
quality
indicators
quality
indicators
service requests with ready times lots out
lots in
lots in
lots out
lots
availability
manufacturing sub-system
transportation
sub-system
storage sub-system (racks)
dial-a-ride model
fleet, speed, l/ul time
Figure 3: Scheme of computational experience: plant
sub-systems (grey blocks), software components (white
blocks), physical flows (solid arrows), main information
flows (dashed arrows).
straints from 2.669 to 6.333. The MIP solver adopted
is Gurobi 9.0.2 with default settings using 8 threads.
All problems were solved to proven optimality.
The final outcome is reported in Table 2. All in all,
we processed 15.015 requests for a total work time of
1.757 minutes, see column 2. The result of a numeri-
cal test based on model (1) is reported in columns 3-4,
another test with the model updated by (2), (3) gives
the values in columns 5-6. The former (the latter) test
results in a rough 9% (30%) improvement over ac-
tual practice, amounting in absolute terms to over two
hours and ½ (eight hours and ¾) potentially saved in
five work shifts.
Table 2: Algorithm performance. Minutes to complete op-
eration, actual duration vs. tests with model (1) and update
(2, 3), and percentage reductions.
sample actual improvement (test)
id. duration model (1) update (2, 3)
1 374 344 8,1% 252 32,7%
2 351 318 9,3% 254 27,5%
3 343 308 10,3% 248 27,7%
4 342 318 7,0% 246 28,1%
5 347 312 10,2% 231 33,5%
total 1.757 1.599 9,0% 1.231 29,9%
The second test gives definitely better results at
a price, however, of larger CPU times. In fact, ev-
ery cycle (step 2 of the above procedure) took in this
case about 46,4 seconds CPU time on average, rang-
ing from a minimum of 4,9 to a maximum of 147,8
seconds. CPU times of the first test were quite shorter:
3,6 seconds on average with a minimum of 1,4 sec-
onds and a maximum of 6,9 seconds.
We also tested our optimization method under Pol-
icy 2 of §3.2. Over all samples, this scheduling policy
returned a completion time of 1.477 minutes, that is
246 minutes (about 20%) worse than Policy 1 but still
280 minutes (16%) better than actual operation.
Besides makespan, it is interesting to observe how
cart workloads are distributed with the proposed ap-
proaches. Table 3 gives, per sample, the mileage
A Dynamic Dial-a-ride Model for Optimal Vehicle Routing in a Wafer Fab
285
covered by the carts. Also under this respect Pol-
icy 1 gives the best result, returning an average cart
mileage 15,7% shorter than that attained by Policy 2
(last row of Table 3). As for route length distribution,
the largest cart mileage with Policy 1 is from 11,6 to
12,9 km shorter than with Policy 2. In absolute terms,
Policy 1 also improves the mileage unbalance of Pol-
icy 2 of amounts ranging between 15,4% and 16,8%.
However, the relative unbalance
U
R
=
longest route − shortest route
longest route
is quite large with both policies, from 48.0% to 51.6%
(51.2% with Policy 2). To correctly read this informa-
tion one has however to consider that program (1)-(3)
tends to assign less lots to longer routes, so as to com-
pensate travel and load/unload time.
Table 3: Mileage balance. Kilometres per cart to complete
operation: average, maximum and unbalance (diff.) per
sample and scheduling policy.
cart mileage (km)
sample id. Policy 1 Policy 2
avg. max diff. avg. max diff.
1 41.4 63.9 31.5 49,5 76.7 37.8
2 42.6 64.2 30.8 50.6 77.1 37.0
3 39.3 62.8 31.7 46.2 75.4 38.0
4 39.6 62.1 31.2 46.5 74.5 37.4
5 38.5 63.8 31.5 48.9 76.6 37.5
tot. avg. 41.2 48.9
Finally, a simple test of the robustness of the
method against parameter variation was done with a
new run of all samples, randomly choosing cart speed
and load/unload time uniformly picked in 1, 2 ± 0, 1
m/s and 15±2 s. With both Policy 1 and 2, this exper-
iment returned a total completion time substantially
close to the values found with constant parameters.
5 CONCLUSIONS
We tackled a challenging vehicle routing problem
arising in the wafer fab of LFoundry, Italy. The prob-
lem has the form of dial-a-ride on a rectilinear topol-
ogy. We developed a math-heuristic that decomposes
the problem into a routing and a scheduling part.
Routes are obtained by solving an integer linear pro-
gram, then are assigned to vehicles by solving a bot-
tleneck matching problem; carts schedules are found
by a simple heuristic method.
The output of the method developed was used in
a large scale numerical test, from which we got clear
indications of possible improvement of plant opera-
tion. The improvement becomes more sensible if a
more accurate estimate of scheduling time is used in
the routing: this entails a trade-off between CPU time
and solution quality although, in general, the method
is very efficient in computational terms and compliant
with on-line operation. To address the rare cases of
non-compliancy, one should accelerate the resolution
of program (1)-(3), which largely dominates the to-
tal solution time. Future research could then consider
to exploit and strengthen, if possible, the highlighted
m-centre structure of the model.
Further improvements of solution quality could be
obtained by refining individual cart scheduling, also
considering different policies. Prior to algorithm im-
plementation in the plant, additional effort should fi-
nally be devoted to construct a simulation model of
the manufacturing sub-system to observe the effect
of an optimized transportation sub-system on the pro-
cess of request generation.
ACKNOWLEDGEMENT
The authors gratefully acknowledge the supportive
cooperation of the team at LFoundry: Mariagrazia
Colotti, Sergio D’Alberto, Fabio Di Vito, Vincenzo
Greco, Massimo Ianni and Raffaele Porzio.
REFERENCES
Burkard, R. and Derigs, U. (1980). The bottleneck match-
ing problem. In Assignment and Matching Problems:
Solution Methods with FORTRAN-Programs, Lecture
Notes in Economics and Mathematical Systems, 184:
60–71. Springer, Berlin-Heidelberg.
Calik, H., Labb
´
e, M., and Yaman, H. (2015). p-Center
Problems. In: Laporte G., Nickel S., Saldanha da
Gama F. (eds) Location Science, Springer, Cham.
https://doi.org/10.1007/978-3-319-13111-5 4
Garfinkel, R. (1971). An improved algorithm for the bot-
tleneck assignment problem. Operations Research,
19(7): 1747–1751.
Guan, D.J. (1998). Routing a vehicle of capacity greater
than one. Discrete Applied Mathematics, 81: 41–57
Ho, S., Szeto, W., Huo, Y., Leung, J., Petering, M., and Tou,
T. (2018). A survey of dial-a-ride problems: Litera-
ture review and recent developments. Transportation
Research B, 111: 395–421.
Pundir, P., Porwal, S., and Singh, B. (2015). A new algo-
rithm for solving linear bottleneck assignment prob-
lem. Journal of Institute of Science and Technology,
20(2): 101–102.
Wang, F., Lim, A., and Xu, Z. (2006). The one-commodity
pickup and delivery travelling salesman problem on a
path or a tree. Networks, 48(1): 24–35
ICORES 2021 - 10th International Conference on Operations Research and Enterprise Systems
286
