
Transgenic Genetic Algorithm to Minimize the Makespan in the Job
Shop Scheduling Problem
Monique Simplicio Viana
1a
, Orides Morandin Junior
1b
and Rodrigo Colnago Contreras
2c
1
Department of Computing, Federal University of São Carlos, Rod. Washington Luiz KM 235, São Carlos – SP, Brazil
2
Department of Computer Sciences, University of São Paulo, Av. Trabalhador São-carlense 400, São Carlos – SP, Brazil
Keywords: Job Shop Scheduling Problem, Genetic Algorithm, Transgenic Operator, Combinatorial Optimization.
Abstract: In recent years, several research studies have been conducted that use metaheuristics to calculate
approximations of solutions for solving NP-Hard problems, within this class of problems there is the Job Shop
Scheduling Problem (JSSP), which is discussed in this study. Improved solutions to problems of this type
have been created for metaheuristics in the form of additional operators. For the Genetic Algorithm (GA) the
transgenic operator has recently been created, whose operation is based on the idea of "genetically modified
organisms", with the proposal to direct some population of individuals to a more favorable solution to the
problem without removing the diversity of the population with a competitive cost of time. In this study, our
main contribution is an adaptation of the GA with transgenic operator to the JSSP. The results obtained by
the proposed method were compared with three papers in the literature that work on the same benchmark: one
using GA, one using Adaptive GA and another using Ant Colony Optimization. The results confirm that the
GA used with the transgenic operator obtains better results in a competitive processing time in comparison to
the other techniques, due to its better targeting in the search space.
1 INTRODUCTION
The job shop scheduling problem (JSSP) is a
combinatorial optimization problem defined in the
literature as in the NP-Hard class (Lu et al., 2018a).
Therefore, it is recommended the use of heuristic,
metaheuristic and stochastic algorithms to optimize
NP Hard class problems (Hasan et al., 2010).
The JSSP is part of a class of problems among the
job-based scheduling problems. This class represents
a research area of great importance in current studies,
such as flexible job scheduling problems (FJSPs),
parallel machine scheduling problems (PMSPs), test
task scheduling problems (TTSPs) and others (Lu et
al., 2018a). Specifically, in this paper, we approach
the class of combinatorial optimization problems
known as JSSP. In the following paragraphs, some
recent works are presented from a vast literature on
the use of metaheuristics in job-based problems.
Nguyen et al. (2018) proposed a study of the
dynamic flexible job shop scheduling problem with a
a
https://orcid.org/0000-0002-2960-8293
b
https://orcid.org/0000-0001-5588-100X
c
https://orcid.org/0000-0003-4003-7791
new genetic programming algorithm (GP), entitled
adaptive charting GP (ACGP), the proposed
algorithm. The ACGP can balance its exploration,
getting exploitation better than the existing surrogate-
assisted algorithm. The proposal performed better
than standard genetic programming algorithm.
Romero et al. (2018) proposed a study of the
flexible job shop scheduling problem (FJSSP) with
Lot Streaming with the Tabu Search (TS) algorithm,
the study was compared with a mathematical
programming solver, GUROBI. The algorithm
obtained better results surpassing the upper limits
found of GUROBI.
Öztop et al. (2018) proposed a study of the hybrid
flow shop scheduling problem (HFSP) using the
Iterated greedy algorithms, IG and IGALL. The
objective variable was to minimize total flow time
and has been tested in HFSP instances from the
literature. The authors emphasize that one of the main
contributions of the study was that the results of flow
Viana, M., Morandin Junior, O. and Contreras, R.
Transgenic Genetic Algorithm to Minimize the Makespan in the Job Shop Scheduling Problem.
DOI: 10.5220/0008937004630474
In Proceedings of the 12th International Conference on Agents and Artificial Intelligence (ICAART 2020) - Volume 2, pages 463-474
ISBN: 978-989-758-395-7; ISSN: 2184-433X
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
463

time criterion have been reported for the HFSP
benchmark suite for the first time.
Dao et al. (2018) proposed a study of the JSSP
with an algorithm based on parallel versions of the bat
algorithm (BA), using as objective variable
makespan. The algorithm presented better
convergence and competitive results than BA
traditional and particle swarm optimization.
Morandin, et al. (2008a) proposed a study to solve
the Production Scheduling of Manufacturing
Systems, the study has been tested in a benchmark of
the type JSSP with a traditional genetic algorithm
(GA) as a search method, using as objective variable
the makespan measure. The GA achieved competitive
results in a shorter processing time.
Morandin et al. (2008b) added an improvement in
the GA proposed in Morandin et al. (2008a), adaptive
rules were included to the algorithm, entitled adaptive
genetic algorithm (AGA). The crossover and
mutation rate are dynamically adjusted according to
the individual's fitness value. The study has been
tested in a benchmark of the type JSSP. The AGA
presented solutions with response time acceptable.
Kato et al. (2010) proposed a study to solve the
Production Scheduling of Manufacturing Systems.
The study has been tested in a benchmark proposed
in Morandin et al. (2008b). The authors use a Max-
Min Ant System algorithm as a search method. The
proposal was compared with Morandin et al. (2008b)
and obtained quality solutions in a shorter time.
In the literature, it is possible to find several recent
studies belonging to the job-based scheduling
problems class that approach the task with AG
(Asadzadeh, 2015; Kundakci and Kulak, 2016; Kurdi,
2016; Lu et al., 2018b; Peng et al., 2018;
Hosseinabadi et al., 2019).
The GA is a metaheuristic widely used in current
studies due to several advantages that this algorithm
has, but it also has some disadvantages such as not
solve complex problems easily (Guo et al., 2010). The
GA has as one of its main disadvantages the high
consumption of resources, that is, domain of large
solutions will use longer search time (Kazemi et al.,
2012; Nie et al., 2013).
Amaral and Hruschka (2014) have developed an
operator for evolutionary algorithms entitled
Transgenic Operator. This operator was inspired by
genetic engineering, in which there is the possibility
of manipulating the genetic material of individuals by
adding features that are believed to be important. This
type of approach can be understood as a strategy of
elitism focused on specific genes. The Transgenic
Operator must direct a portion of individuals of the
population for a better solution, without loss of
diversity in population and in a smaller cost of time.
The objective of this work is the application of an
alternative version of Transgenic Operator (Amaral
and Hruschka, 2014) in the job shop scheduling
problem. In this paper, we approached the reasoning
proposal used by Morandin et al. (2008a), Morandin
et al. (2008b), Kato et al. (2010), which uses the same
benchmark for the job shop problem and are solved,
respectively, by the metaheuristics GA, AGA and Ant
Colony Optimization (ACO). In this way, the
comparison of the results of our method with the
methods of such studies becomes more natural, since
we will use the same benchmark.
The remainder of this paper is organized as
follows. Section 2 contains the JSSP specification and
the fundamentals of GA and description of the
Transgenic Operator. The components of the
proposed algorithm are presented in Section 3. The
computational experiments and analyses of the
obtained results are presented in Section 4. Finally,
Section 5 presents the conclusions of the paper.
2 PROBLEM DESCRIPTION
2.1 Job Shop Scheduling Problem
In this context, in a manufacturing system, there is a
set of jobs {
,
,...,
} that are produced by
manufacturing, and such products make shared use of
a set of machines {
,
,...,
}. A job contains
a set of operations and a predetermined sequence of
machines. Each operation makes use of one of the
machines for a predetermined time interval to
complete a job. A schedule can be defined as the
assignment of operations, established by a sequence
of elements in the set =
{
,
,…,
⋅
}
, which
determine the priority order in which a job should be
processed on a machine.
For each possible operations sequence , we
associate the value
(
)
, which is the time it takes
the job
to be processed by all machines in the
respective script, which consists of the production
itinerary detailed in this same section, and thus be
considered finished according to the defined
sequence of operations at .
Thus, the makespan value of a sequence can be
defined as being the time taken for finish the
production of all the jobs, as described in the
Equation (1):
=max
(
)
.
(1)
ICAART 2020 - 12th International Conference on Agents and Artificial Intelligence
464

Dao et al. (2018) do a similar and rigorous
modeling of the makespan measurement in their
work. Moreover, in this work, for each job
, a set
ℛ
of
possible scripts is considered, as defined in
Equation (2), which increases the complexity of the
task of minimizing the makespan value in the space
of operations. A script of a job determines by which
machines it should be processed and the order in
which it must occur for it to be considered finished.
Studies such as those from Morandin et al. (2008a),
Morandin et al. (2008b) and Kato et al. (2010) are
characterized by this specification.
ℛ
=
,
,
,
,...,
,
.
(2)
2.2 Search with Genetic Algorithm
Genetic Algorithms (GAs) were developed in the
1970s by Holland (Holland, 1975) with the objective
of optimizing complex and non-linear systems. This
type of technique has a strong appeal to biological
inspiration derived from the theory of evolution to
perform its operation, so that its use does not require
very elaborate mathematical theories.
Many improvements have been implemented over
the last few years (Antonio and Coello, 2017) to the
GAs that Holland formulated in his initial work
(Holland, 1975) and presented in the classic 1992
book (Holland, 1992). However, all the improved
GAs present in the specialized literature maintains as
the main sequence of steps the one originally
presented by Holland (1992) in Algorithm 1.
Algorithm 1: A Genetic Algorithm Pseudocode.
(1)
it=0;
(2) Generate initial population:
Ω
=
{
,
,…,
}
(3) Evaluate the fitness of the initial population
(4) Repeat
(5) Select individuals for crossover
(6) Apply crossover operator
(7) Apply mutation operator
(8) Evaluate new individuals
(9)
Generate a new population: Ω
it
(10)
it=it+1;
(11) Until Termination criterion is satisfied
The generation of a new population, as done in
step (9) of Algorithm 1, generally takes into account
some own insertion technique so that only the best
individuals from the iteration are maintained and do
not change the size of the population.
2.3 Transgenic Operator
In order to simulate the biological advances of genetic
engineering, Amaral and Hruschka (2014) proposed
the use of transgenic technique in GA. The concept of
transgenics is to transfer, from one generation to
another, genes that probably describe a good feature.
For example, vitamin supplementation of maize is
used in developing countries to avoid that the
population, usually with food habits based mainly on
cereals, suffers from lack of vitamins. This
supplementation can be done with the use of
transgenic planting (Naqvi et al., 2009). The addition
of this concept to GA occurs in the form of an
operator, as represented in Algorithm 2.
Algorithm 2: A Transgenic Genetic Algorithm Pseudo-
Code.
(1)
it=0;
(2) Generate initial population:
Ω
=
{
,
,…,
}
(3) Evaluate the fitness of the initial
population
(4) Repeat
(5) Select individuals for crossover
(6) Apply crossover operator
(7) Apply mutation operator
(8) Evaluate new individuals
(9)
Generate a new population: Ω
it
(10) Apply transgenic operator
(11) Evaluate modified individuals
(12)
Generate modified population: Ω
it
(13)
it=it+1;
(14) Until Termination criterion is satisfied
In Algorithm 2, two inserts of individuals are
carried out: one in the step (9) and another in the step
(12). However, only the population Ω
it
is
maintained in the process, since the population Ω
it
is an intermediate population, from which the
transgenic individuals are made in step (10). In this
way, the population Ω
it
is formed by the
individuals of Ω
it
together with the transgenic ones.
The transgenic operator codification is described
in detail in the next section.
Transgenic Genetic Algorithm to Minimize the Makespan in the Job Shop Scheduling Problem
465
3 THE PROPOSED GENETIC
ALGORITHM MODEL FOR
JSSP
3.1 Chromosome Codification
In this study, we will follow Morandin et al. (2008a)
approach to treating a subproblem within the JSSP,
which is to get the best sequence of products that must
be obeyed as a priority list when starting product
processing on each of the machines in their respective
script. Thus, the metaheuristic developed here should
not obtain an "optimal sequence of operations", but
rather an "optimal sequence of jobs".
Thus, the chromosome ( ) of the proposed
method is formulated according to Equation (3):
C=
,
,
,
,
,
,…,
,
,
,
(3)
in which,
∈
{
1,2,…,
}
,
≠
and
,
∈
ℛ
, ∀∈
{
1,2,…,
}
.
In this way, the problem chromosome is formed
by the genes
=
,
,
(
)
and hence represents
a product processing order in JSSP.
Figure 1 shows an example of chromosome and
some scripts for this modeling applied to a 3×3
JSSP.
Figure 1: Example of chromosome and scripts.
Thus, in the example shown in Figure 1, the list of
operations that the processing of jobs
,
and
must obey, following scripts
,
,
,
and
,
respectively and according to the priority sequence
defined on chromosome , would be the next:
1)
processing starts at
;
2)
processing starts at
as soon as it is vacant;
3)
processing starts at
;
4)
processing starts at
as soon as it is vacant;
5)
processing at
begins;
6)
processing starts at
as soon as it is vacant;
7)
processing starts at
as soon as it is vacant.
It is noteworthy that, by construction, the
feasibility of this modeling is maintained, as
presented by Morandin et al. (2008a).
3.2 Fitness Function
The objective function of this work is the time taken
to process the products of the JSSP, according to the
configuration given in the input chromosome. Thus,
the definition of this function is given in Equation (4):
fit
(
C
)
=MKS,
(4)
in which, MKS is the makespan value of
configuration , defined in Equation (1).
Thus, the goal of the GA developed here is to find
the configuration that has the lowest possible
makespan value.
3.3 Transgenic Operator Codification
3.3.1 Transgenic Operator
Let us suppose at this stage of the study that a set of
genes that we know carry "good features" is given,
since in this subsection we describe how the
transgenic operator works given a set of better genes.
In the next subsection we describe a most relevant
gene selection technique that we use in this paper to
define which genes should be transferred in the
transgenic operator.
We propose, in a preliminary way, that the genes
set for use in the transgenic operator are the index
genes =
,
,…,
Trans
, so that the elements
of are
Trans
index of genes
=[
,
,
] on the
set
{
1,2,...,
}
, where is the number of genes in a
chromosome and
Trans
is the number of genes to be
transferred in the operator.
In order to control the reduction of population
diversity, we propose the use of
Trans
≤
√
, since
if genes are replicated in large quantities, transgenic
individuals may present endogenous phenomena. In
this work, we take
Trans
=ceil
√
.
In order for the concept of transgenesis to be
maintained, we propose to transfer genes from a
model individual, which is the individual with the
best fitness, to the worst individuals. That is, in each
generation , we take the best individual
∗
and
transfer its genes, whose indices belong to , to the
Trans
worst individuals of the same generation.
Thus, the transgenic individual will have the index
genes belonging to in the same coordinates
(positions) in which they are arranged in the best
individual. And the remaining genes will occupy the
remaining coordinates respecting the order in which
they were in the individual before suffering
transgenics. An operation scheme of the transgenic
0
1,1
=
(
1
,
2
,
3
)
2
,
1
=
(
1
,
3
)
3,2
=
(
2
,
1
)
=
1
,
1,1
2
,
2,1
3
,
3,2
ICAART 2020 - 12th International Conference on Agents and Artificial Intelligence
466
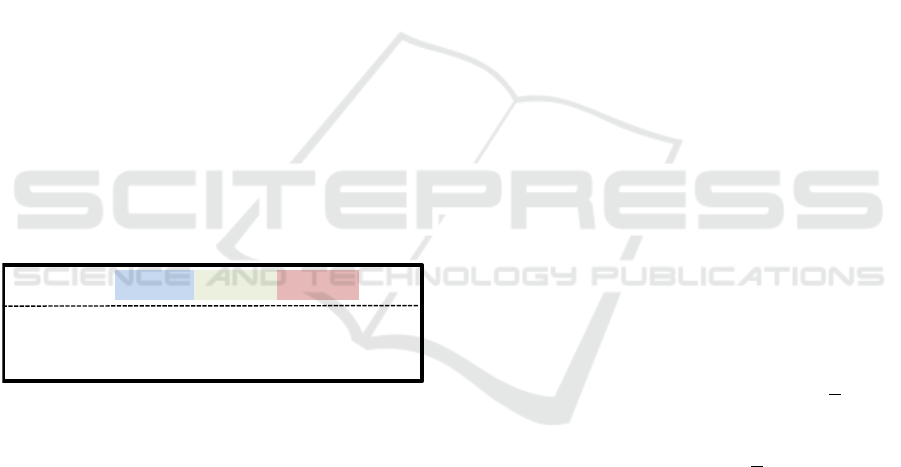
operator is shown in Figure 2, given a set of indices
, a subject
∗
considered as an individual with
good features, and an individual that will receive
transgenic genes, it is possible to construct a
transgenic individual ̂.
Thus, the transgenic operator is modelled
according to the function trans
∗
(
⋅
)
presented in
Equation (5).
trans
∗
(
)
=trans
∗
,
,
,…,
,
,
=trans
∗
,…,
(5)
=
,…,
∗
,…,
∗
,…,
Tran
s
∗
,…,
,
in which,
∗
=(
∗
,
∗
,…,
∗
) is the best individual
in the current generation.
Figure 2: Transgenic operator application example.
In this way, the transgenic operator is defined in
detail in Algorithm 3 below.
Algorithm 3: Transgenic operator.
Input:
Trans
Number of individuals to
get transgenics
Ω
Current population
Index of genes to be
transferred
(1)
∗
≔ Individual with best fitness on Ω
(2)
,
,…,
Trans
≔ The
Trans
worst
individuals in Ω
(3)
For =1 to
Trans
do:
(4)
≔trans
∗
(
)
(5) End
Output:
,
,…,
Trans
Transgenic
individuals
It is worth noting that the chromosomes generated
by the transgenic operator have their feasibility
guaranteed by Equation (5), that is, the operator is
also feasible by construction, since the genes (jobs)
chosen to be transferred by transgene (set ) will
already have their guaranteed position in the
chromosomes generated, which is the position
established by the best individual in the population,
while the genes that do not belong to the set will
receive the position in which they present themselves
in the worst individuals.
In the next subsection, a method for determining
the most significant genes is presented. In other
words, we have established how to construct the set
so that the indices of the genes selected to be
transferred by the transgenic operator transfer good
features to the affected individuals.
3.3.2 Method to Find More Significant
Genes
A necessary step to perform the Genetic Algorithm
with Transgenic Operator is to determine which genes
are the most significant to the problem, ie, which
genes will be transmitted from the best individual to
other individuals in the population in order to direct
the worst individuals to the best solutions.
In this work we propose a method to determine the
most significant genes, this method uses as a principle
of weighted average and simulation, the latter being
the concept of applying repeatedly the metaheuristic
developed in the JSSP scenario we wish to solve
before actually applying the algorithm to a given
problem.
Specifically, the elaborated method simulates the
behavior of GA with Transgenic operator, in which
each gene individually must be simulated as the most
significant through the Transgenic operator and such
simulations are performed over
generations. In
each simulation, the difference between the fitness
value of an individual prior to the use of the
Transgenic operator and after the use of the
Transgenic operator is saved over this generations, so
that it is possible to evaluate some improvements in
individuals by applying certain genes in the
Transgenic stage.
In each simulation performed, the improvement of
the modified individuals is stored during the
generations of the Transgenics process. Improvement
is measured by the difference between an individual's
fitness value before using Transgenics and after using
Transgenics. Thus, in a simulation that the gene
=
[
,
,
] is the most significant, a vector
∈ℝ
×
storing the average improvement between the
individual fitness values before and after transgenic
application is created. At the end of all generations of
the fixed gene simulation, the difference matrix is
defined, as shown in Equation (6) below.
=
|||
…
|||
.
(6)
=
{
2,4
}
∗
=
4
,
4,1
3
,
3,2
2
,
2,2
1
,
1,2
̂
=
4
,
4
,
1
3
,
3
,
1
2
,
2
,
2
1
,
1
,
3
=
3
,
3,1
2
,
2,5
4
,
4,2
1
,
1,3
Transgenic Genetic Algorithm to Minimize the Makespan in the Job Shop Scheduling Problem
467

After the simulation and generation step of the
improvement matrix , a weighted average is used to
calculate which genes are most significant. For each
column
the measures of mean , standard
deviation and largest difference are calculated.
These measurements are included in the calculation
of the weighted average W, given by Equation (7),
which is a vector score containing a coordinate for
each gene in the chromosome. The higher the score
of a gene in W, the more significant we consider it.
W
(
)
=
(
)
+2⋅
(
)
+3⋅
(
)
6
.
(7)
All measures used in the weighted average
calculation were chosen for certain purposes.
Standard deviation was applied to verify the
convergence speed of the possible improvements
obtained. Mean was applied to assess whether a
given gene influences a high or low improvement
over all generations. Largest difference was applied
by determining which genes contribute to great
instantaneous improvement, representing the
influence of a given gene on a generation. The weight
values used for each statistical property used in the
Weighted Average Measurement presented were
obtained through evaluations of a grid search.
3.4 Basic Operators
The genetic algorithm we developed is based on the
genetic algorithm of Morandin et al. (2008a) used in
the resolution of JSSPs of size 9×9 and the main
contribution of this work is the adaptation of the
transgenic operator for use in JSSP and the evaluation
of this in larger problems. In this way, all the standard
operators of our GA, such as crossover and mutation,
are the same operators described by Morandin et al.
(2008a). For the selection operator, we use the
technique of roulette wheel and for insertion operator
we use elitism.
4 RESULTS AND DISCUSSION
4.1 Experimental Settings and
Benchmark Specification
As this work was developed using a modeling similar
to the one used by Morandin et al. (2008a), Morandin
et al. (2008b) and Kato et al. (2010), so the
evaluations are performed on a similar benchmark
used by the authors of the referred works, which
consists of specialized scenarios for the used
modeling. In this way, the scenarios evaluated are of
similar or more complex dimensions to the
dimensions of the most commonly used state-of-the-
art base instance configurations, such as Lawrence
(1984), which were not used in this paper because it
has only one script per job and fixed size, thus
presenting great distinction to the experiments
performed in the works used for comparison.
However, the scenarios evaluated in this experiment
have dimensions equivalent to those in Lawrence's
bases.
The method described in this paper was evaluated
in a specific job shop scheduling problem of size 9 ×
9, which consists of a problem of =9 jobs and
=9 machines, which was found and detailed by
Kato et al. (2009). Two more complex JSSP scenarios
were generated to test the scope of the method and its
direction in the search space. A specific job shop
scheduling problem of size 20×8 and a job shop
scheduling problem of size 100×40, which were
generated following the same rules as the 9×9
scenario.
Specifically, the times at which jobs take to be
processed by machines were randomly generated
following a uniform distribution within the time range
[400,500]. For each product, 2 to 5 scripts were
randomly generated, containing 5 to 7 machines per
script, as detailed in Table 1. Each of these scenarios
was generated before all evaluations were performed.
Thus, the metaheuristics compared here acted on the
same JSSP scenarios, so that the tests were as honest
as possible.
Table 1: Benchmark specification.
Scenario 1 Scenario 2
Jobs
9 20 100
Machines
9840
Production
time
[400,500] [400,500] [400,500]
Scripts per
job
2
{
2,3,4,5
}
{
2,3,4,5
}
Machines
per script
{
5,6,7
}
{
5,6,7
}
{
5,6,7
}
The number of evaluations was set to 35 for each
technique in order to use the non-parametric
Wilcoxon tests (Veldhuizen and Lamont, 2000) to
determine if our method presents competitive results
to the compared metaheuristics. In addition, the
statistical properties presented by the tests can be
viewed in box plots visualizations.
ICAART 2020 - 12th International Conference on Agents and Artificial Intelligence
468
All the algorithms tested were coded in Matlab
software. All tests were run on a notebook with i7
processor and 16GB RAM.
4.2 Results of the Proposed Algorithm
and Comparisons with Other
Works
In order to compare the efficiency of the proposed
method (GA-Trans), we implemented some
metaheuristics already successfully used in JSSP: GA
(Morandin al., 2008a); Adaptive GA (AGA)
(Morandin et al., 2008b); and Ant Colony
Optimization (ACO) (Kato et al., 2010).
We try to follow as closely as possible the settings
presented in each work for honest results. However,
the configurations of our method are more similar to
GA and AGA metaheuristics configurations, which
makes sense, since these algorithms differ only in the
use of specific operators. Thus, the configurations of
the GA, AGA and GA-Trans techniques are presented
in Table 2 and the configurations used by the ACO
are set out in Table 3.
Table 2: State-of-the-art configuration on GAs.
GA AGA GA-Trans
Number of
chromosomes
30 30 30
Crossover
Rate
0.8 0.8 0.8
Mutation Rate
0.05 0.05 0.05
Iterations
200 200 200
Trans
- -
12
Stopping
Criterion
Iterations Iterations Iterations
Table 3: State-of-the-art configuration on ACO.
Number of Ants
50
1
2
10
0.25
Evaporation
0.02
Iterations
75
Stopping Criterion Iterations
In addition, we apply the methodology described
in section 3.3.2 to determine which genes should be
used ( ) in the transgenic operator. The genes
obtained are shown in Table 4.
Table 4: More significant genes.
Scenario Genes
×
[
2,4,7
]
×
[
1,4,10,13,18
]
×
[
5,21,33,49,53,68,72,80,93,100
]
4.2.1 Results Comparison
Scenario ×.The first scenario evaluated is the
used by Morandin et al. (2008a), Morandin et al.
(2008b), Kato et al. (2009) and Kato et al. (2010). The
35 tests are show in Table 5. So, the maximum value
obtained by each technique is colored red and the
minimum value is colored blue.
Table 5: Results of 35 Tests.
ACO GA AGA GA-Trans
1
4632 4698 5015 4670
2
4669 4936 4677 4944
3
4977 4752 4673 4632
4
4945 4956 4640 4635
5
4929 4694 4741 4691
6
4872 4996 4718 4929
7
4746 4917 4944 4848
8
4754 4981 4688 4632
9
4693 4954 4989 4688
10
4901 5051 4632 4848
11
4968 4848 4659 4635
12
4736 4991 4934 5019
13
4688 4705 4921 4688
14
4956 4718 4956 4635
15
4895 4988 4925 4929
16
4734 4725 4945 4635
17
4788 5042 4880 4860
18
4782 4945 4848 4632
19
4704 4934 4956 4688
20
4899 5068 4945 4677
21
4752 4891 4848 5051
22
4785 4669 4951 4670
23
4752 4951 4919 4776
24
4929 4958 5006 4656
25
4860 4848 4968 4691
26
4763 4710 4693 4718
27
4688 4925 4705 4670
28
4642 4898 4984 4979
29
4688 4848 4759 4635
30
4909 4945 4944 4635
31
4693 4848 4735 4670
32
4692 4679 4635 4654
33
4898 5168 4929 4929
34
4646 4705 4956 4635
35
4946 4901 4632 4677
Analyzing Table 5 and Table 6, it can be
concluded that the proposed technique presented, on
Transgenic Genetic Algorithm to Minimize the Makespan in the Job Shop Scheduling Problem
469
average, makespan values that are smaller than the
other techniques. In addition, GA-Trans presented the
smallest makespan (4632) when considering the 35
evaluations conducted. In addition, GA-Trans
presents as the most often occurring value the value
4635, which is a makespan value that is less than the
minimum value presented by the GA and a value that
is very close to the minimum makespan presented by
the other methods.
Table 6: Statistical Measures.
ACO GA AGA GA-Trans
Mean
4797.4 4881.2 4838.5 4741.7
Standard
Deviation
110.3 130.1 134.3 131.3
Minimum
Value
4632 4669 4632 4632
Maximum
Value
4977 5168 5015 5051
Mode
4688 4848 4956 4635
Average
of time (s)
6.62
1.12 1.66 1.53
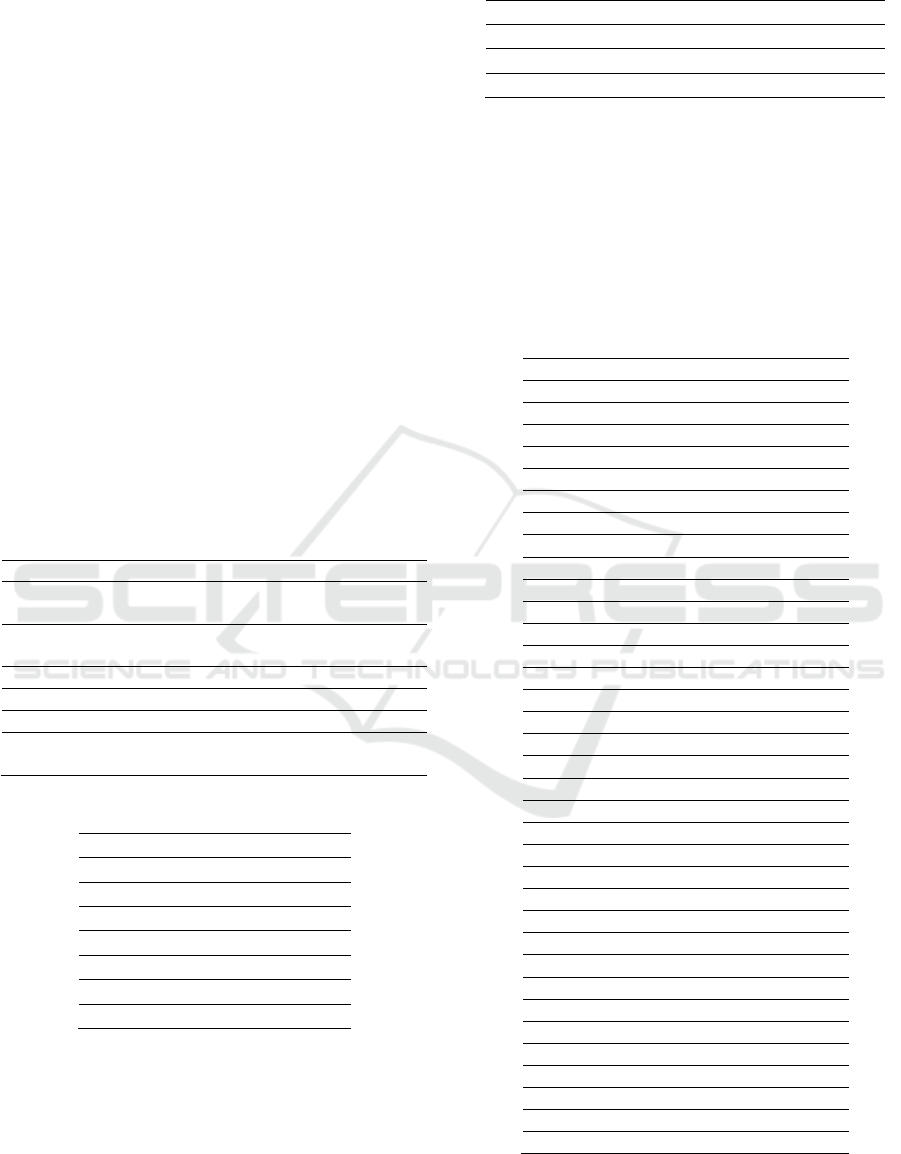
With respect to the average time of the GA-Trans,
it can be affirmed that it is very competitive to GA-
like methods and usually takes only 23,11% of the
time spent by the ACO, as can be observed in more
detail in Figure 3.
Figure 3: Time taken in 35 tests for each technique.
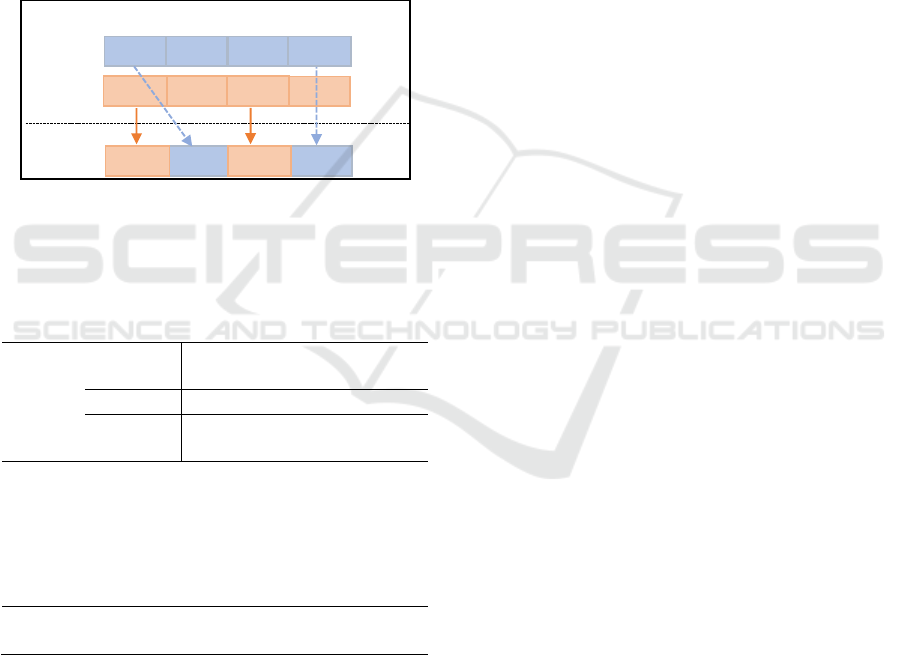
Although GA-Trans does not present the smallest
worst makespan, it can be observed in the box plot of
Figure 4 that it is a discrepant value of the technique.
In fact, we can see that GA-Trans is the method that
usually presents the best results in comparison with
the other techniques.
Figure 4: Box plot of the methods’ results.
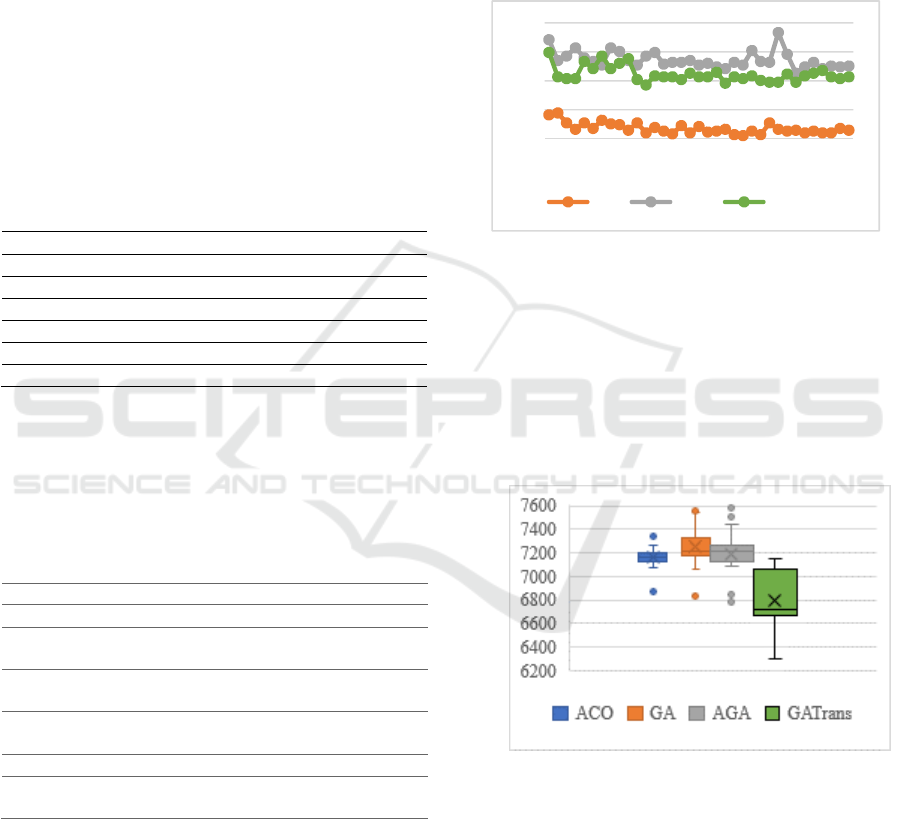
Convergence graphs were constructed of the
proposed algorithm and the three algorithms tested, to
evaluate the evolution of the entire population of the
algorithm when iterations of the method are
advanced. Specifically, all methods were used to
generate a solution, and all individuals involved in the
process were evaluated. In this way, graphically, the
-axis shows the average of all of the makespan
values reached by the individuals (chromosomes or
ants) of a population along the iterations of each
technique, and the -axis shows its number of
iterations (generation). The purpose of these graphs is
to demonstrate how fast or slow the algorithm is in
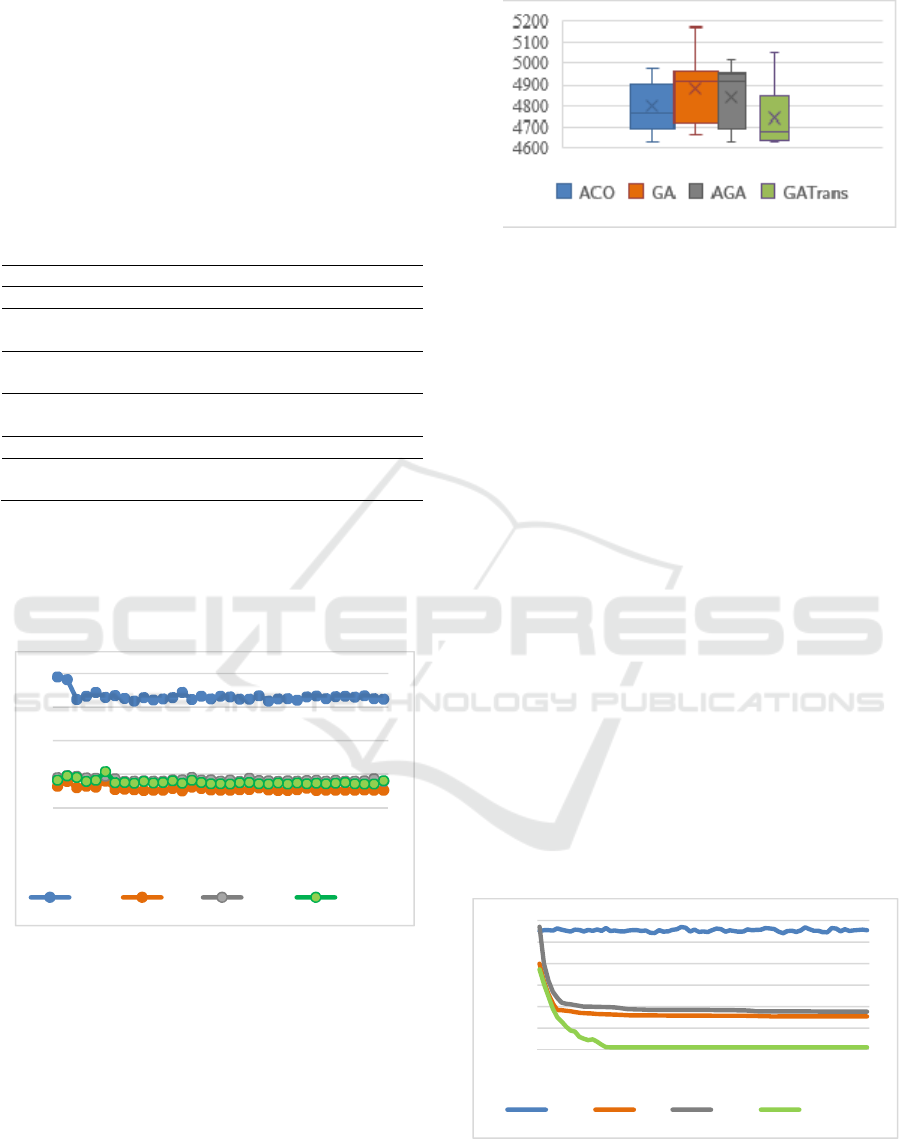
finding an optimal solution. As seen in the
convergence graphs of the algorithm, the GA with the
transgenic operator shown in Figure 5, which is being
directed through the application of transgenics of the
most significant genes, has a convergence that
requires fewer iterations if compared to a simple GA,
to an Adaptive GA or to an ACO. With this finding,
we note the advantage in a faster convergence that a
GA with a transgenic operator can offer. Furthermore,
according to the graph, there is no consensus among
ACO ants in the observed evaluation, since the ants
that find the minimum makespan do not significantly
change the mean of the whole population.
Figure 5: Mean fitness function of a chromosome or ant
population over 75 iterations of each method.
0
2
4
6
8
1 3 5 7 9 11131517192123252729313335
ACO GA AGA GATrans
4600
4900
5200
5500
5800
6100
6400
1 6 11 16 21 26 31 36 41 46 51 56 61 66 71
ACO GA AGA GATrans
ICAART 2020 - 12th International Conference on Agents and Artificial Intelligence
470
The Wilcoxon test is used to infer if two samples
come from the same distribution and, if they are not,
the test also classifies which sample is composed of
statistically lower values. Thus, we use this statistical
test to decide whether GA-Trans is statistically
equivalent to some other metaheuristic evaluated. As
observed in Table 7, assuming as initial hypothesis
(
) that GA-Trans is equal to some other
metaheuristic, the Wilcoxon test presents zero or
almost zero -values (0.0026 and 0.0072), which
means that the initial hypothesis must be discarded as
it is very unlikely. Similarly, assuming that GA-Trans
has makespan values statistically lower than the
values presented by other metaheuristics, the
Wilcoxon test presents -values equal to or very close
to 1, which guarantees that GA-Trans presents
statistically lower values.
Table 7: Wilcoxon test.
-Value
Confidence Level
GA-Trans=GA
0 95%
GA-Trans<GA
1 95%
GA-Trans=GA
0.0026 95%
GA-Trans<GA
0.9987 95%
GA-Trans=GA
0.0072 95%
GA-Trans<GA
0.9965 95%
Scenario ×. The parameter settings of the
methods were the same as the previous test, Table 2-
4. In Table 8, some statistical measures extracted
from the 35 evaluations on the 20×8 scenario are
presented.
Table 8: Statistical Measures.
ACO GA AGA GA-Trans
Mean
7164.8 7252.3 7193.6 6799.0
Standard
Deviation
76.3 169.3 198.1 197.7
Minimum
Value
6870 6829 6788 6301
Maximum
Value
7342 7584 7583 7146
Mode
− 7254 7221 6688
Average
of time (s)
17.35 2.07 3.26 3.01
As we can see in Table 8, the results obtained in
the 20×8 scenario by the proposed technique are, on
average, smaller than the values presented by the
other techniques. In addition, GA-Trans presented the
smallest makespan (6301) of all of the techniques
discussed when considering the 35 evaluations
conducted in each. In addition, GA-Trans presents as
the most often occurring value the value 6688, which
is a makespan value that is less than the minimum
value presented by the ACO, GA and AGA.
With respect to the average time of the GA-Trans,
it can be affirmed that it is very competitive to GA-
like methods and usually takes only 17,34% of the
time spent by the ACO, which makes the time spent
by the ACO a noncompetitive time, so we present in
Figure 6 a comparison between the times spent by the
compared GA-like techniques.
Figure 6: Time taken in 35 tests for each technique.
It can be observed in the box plot of Figure 7 that
GA-Trans presents significantly better results than
the other methods. In fact, the increase in the
complexity of the scenario increased the differences
presented by the comparative techniques and made
GA-Trans stand out among the others. Using the
Wilcoxon test would be redundant in stating that GA-
Trans gives the best results.
Figure 7: Box plot of the methods’ results.
Scenario ×. The parameter settings of the
methods were the same as the previous test, Table 2-
4. Similar to the other scenarios, as we can see in
Table 9, GA-Trans presented even more promising
measures than in the other less complex scenarios. In
the case, GA-Trans presented the smallest makespan
( 7348) of all of the techniques discussed when
considering the 35 evaluations conducted in each. In
addition, GA-Trans presents as the most often
occurring value the value 8016, which is a makespan
1,9
2,4
2,9
3,4
3,9
1 4 7 101316192225283134
GA AGA GATrans
Transgenic Genetic Algorithm to Minimize the Makespan in the Job Shop Scheduling Problem
471
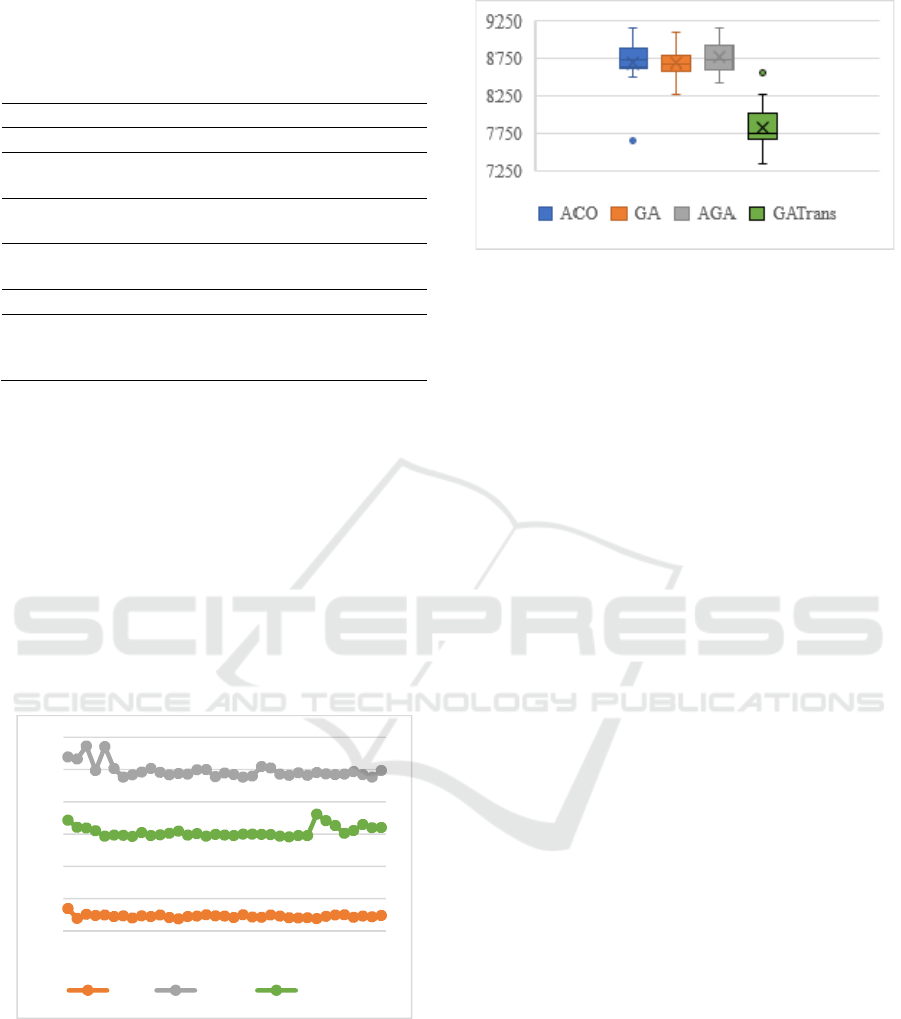
value that is less than the minimum value presented
by the GA and AGA.
Table 9: Statistical Measures.
ACO GA AGA GA-Trans
Mean
8682.7 8677.3 8757.8 7830.1
Standard
Deviation
350.0 164.7 192.0 254.3
Minimum
Value
7643 8274 8423 7348
Maximu
m Value
9162 9105 9162 8569
Mode
8793 8667 − 8016
Average
of time
(s)
115.37 13.91 22.93 19.14
With respect to the average time of the GA-Trans,
it can be affirmed that it is very competitive to GA-
like methods and usually takes only 16.59% of the
time spent by the ACO, as it can be observed in more
detail in Figure 8.
In Figure 9 it is possible to observe that GA-Trans
maintained its good search direction, achieving much
better results than the compared methods. Moreover,
the difference between the compared techniques is so
great in these last two scenarios that the use of the
Wilcoxon test has become redundant, as the box plot
show that GA-Trans statistically gets lower makespan
values than the other techniques addressed.
Figure 8: Time taken in 35 tests for each technique.
With the obtained results it is possible to verify
that the proposed method obtains good results in
scenarios of less complexity and the results are more
evident in the ones of greater complexity. Besides, the
proposal was able to find better makespan results in a
competitive processing time.
Figure 9: Box plot of the methods’ results.
5 CONCLUSION
The objective of the paper was to develop an
alternative version of the transgenic operator
proposed by Amaral and Hruschka (2014) to reduce
the makespan in job shop scheduling problem. The
proposal was evaluated, and the results obtained were
compared to other approaches proposed in related
work (Morandin et al., 2008a; Morandin et al., 2008b;
Kato et al., 2010), using as an evaluation criteria the
minimization of the makespan value and the time to
obtain the response. The Transgenic operator
proposed in this work is an altered and adapted
version of the original operator proposed by Amaral
and Hruschka (2014), in this way it is a new operator
that was inspired by the original operator with the
focus of obtaining a better performance in the specific
problem. Some changes were proposed in the original
operator with the purpose of a simplification of the
method and a better use in the JSSP. Therefore, the
fundamental contribution of this work is this new
operator that translates into efficiency in the
optimization of the JSSP and also the significant
improvement of the results obtained in a scenario
present in the literature with a competitive time.
The first JSSP scenario that was evaluated (9×
9), comparing the makespan values obtained, there
was a tendency of improvement of the proposed
algorithm in 82.86% of the cases in comparison to
the results obtained with the GA and in 71.43% with
the AGA. In comparison with the ACO technique,
there was a tendency to improve the proposed
algorithm in 65.71% of the cases. The mean
execution time of the proposed algorithm was 1.53
seconds, while the mean time spent by the GA was
1.12 seconds; the Adaptive GA used 1.66 seconds,
and the ACO used 6.62 seconds, i.e., there was an
increase of 36.6% when the proposed technique was
compared with GA, and there was a reduction in the
13
15
17
19
21
23
25
1 3 5 7 9 11131517192123252729313335
GA AGA GATrans
ICAART 2020 - 12th International Conference on Agents and Artificial Intelligence
472

processing time of the proposed algorithm of 7.83%
with respect to the AGA and a reduction of 76.89%
with respect to the ACO. In addition, by comparing
the values of the makespan obtained for the problem
addressed, it is possible to conclude by means of the
Wilcoxon statistical test, with 95% confidence, that
the proposed method will have better results than the
results obtained by the GA, Adaptive GA and ACO.
With respect to the last two evaluated scenarios,
the box plot visualization showed that the GA-Trans
technique presented much better results than the other
techniques approached, statistically outperforming
them and it was useful to confirm the versatility of the
proposed method.
The genetic algorithm with a transgenic operator
is promising in solving the JSSP. Thus, it is
convenient that in future studies, the proposed
algorithm is applied in problems similar to the JSSP,
since the GA with transgenic operator obtained more
significant results when compared to other
metaheuristics. In this way, it is possible to work
equivalently when applied to other combinatorial
problems. It would also be interesting to study
possible alternative techniques to determine the most
significant genes that are passed in the transgenics.
REFERENCES
Amaral, L. R., & Hruschka Jr, E. R. (2014). Transgenic: An
evolutionary algorithm operator. Neurocomputing, 127,
104-113.
Antonio, L. M., & Coello, C. A. C. (2017). Coevolutionary
multiobjective evolutionary algorithms: Survey of the
state-of-the-art. IEEE Transactions on Evolutionary
Computation, 22(6), 851-865.
Asadzadeh, L. (2015). A local search genetic algorithm for
the job shop scheduling problem with intelligent agents.
Computers & Industrial Engineering, 85, 376-383.
Dao, T. K., Pan, T. S., & Pan, J. S. (2018). Parallel bat
algorithm for optimizing makespan in job shop
scheduling problems. Journal of Intelligent
Manufacturing, 29(2), 451-462.
Guo, P., Wang, X., & Han, Y. (2010). The enhanced genetic
algorithms for the optimization design. In 2010 3rd
International Conference on Biomedical Engineering
and Informatics (Vol. 7, pp. 2990-2994). IEEE.
Hasan, S. K., Sarker, R., & Essam, D. (2010). Evolutionary
scheduling with rescheduling option for sudden
machine breakdowns. In IEEE Congress on
Evolutionary Computation (pp. 1-8). IEEE.
Holland, J. (1975). Adaptation in natural and artificial
systems: an introductory analysis with application to
biology. Control and artificial intelligence.
Holland, J. H. (1992). Adaptation in natural and artificial
systems: an introductory analysis with applications to
biology, control, and artificial intelligence. MIT press.
Hosseinabadi, A. A. R., Vahidi, J., Saemi, B., Sangaiah, A.
K., & Elhoseny, M. (2019). Extended genetic algorithm
for solving open-shop scheduling problem. Soft
computing, 23(13), 5099-5116.
Kato, E. R., Morandin, O., & Fonseca, M. A. S. (2009). Ant
colony optimization algorithm for reactive production
scheduling problem in the job shop system. In 2009
IEEE International Conference on Systems, Man and
Cybernetics (pp. 2199-2204). IEEE.
Kato, E. R., Morandin, O., & Fonseca, M. A. S. (2010). A
Max-Min Ant System modeling approach for
production scheduling in a FMS. In 2010 IEEE
International Conference on Systems, Man and
Cybernetics (pp. 3977-3982). IEEE.
Kazemi, A., Mohamed, A., Shareef, H., & Zayandehroodi,
H. (2012). An Improved Power Quality Monitor
Placement Method Using MVR Model and Combine
Cp and Rp Statistical Indices. Journal of Electrical
Review, 88, 205-209.
Kundakcı, N., & Kulak, O. (2016). Hybrid genetic
algorithms for minimizing makespan in dynamic job
shop scheduling problem. Computers & Industrial
Engineering, 96, 31-51.
Kurdi, M. (2016). An effective new island model genetic
algorithm for job shop scheduling problem. Computers
& operations research, 67, 132-142.
Lawrence, S. (1984). Resouce constrained project
scheduling: An experimental investigation of heuristic
scheduling techniques (Supplement). Graduate School
of Industrial Administration, Carnegie-Mellon
University.
Lu, H., Shi, J., Fei, Z., Zhou, Q., & Mao, K. (2018a).
Analysis of the similarities and differences of job-based
scheduling problems. European Journal of Operational
Research, 270(3), 809-825.
Lu, P. H., Wu, M. C., Tan, H., Peng, Y. H., & Chen, C. F.
(2018b). A genetic algorithm embedded with a concise
chromosome representation for distributed and flexible
job-shop scheduling problems. Journal of Intelligent
Manufacturing, 29(1), 19-34.
Morandin, O., Kato, E. R., Deriz, A. C., & Sanches, D. S.
(2008a). A search method using genetic algorithm for
production reactive scheduling of manufacturing
systems. In 2008 IEEE International Symposium on
Industrial Electronics (pp. 1843-1848). IEEE.
Morandin, O., Sanches, D. S., Deriz, A. C., Kato, E. R. R.,
& Tsunaki, R. H. (2008b). An adaptive genetic
algorithm based approach for production reactive
scheduling of manufacturing systems. In 2008 34th
Annual Conference of IEEE Industrial Electronics (pp.
1461-1466). IEEE.
Naqvi, S., Zhu, C., Farre, G., Ramessar, K., Bassie, L.,
Breitenbach, J., ... & Christou, P. (2009). Transgenic
multivitamin corn through biofortification of
endosperm with three vitamins representing three
distinct metabolic pathways. Proceedings of the
National Academy of Sciences, 106(19), 7762-7767.
Nguyen, S., Zhang, M., & Tan, K. C. (2018). Adaptive
charting genetic programming for dynamic flexible job
shop scheduling. In Proceedings of the Genetic and
Transgenic Genetic Algorithm to Minimize the Makespan in the Job Shop Scheduling Problem
473

Evolutionary Computation Conference (pp. 1159-
1166). ACM.
Nie, L., Gao, L., Li, P., & Li, X. (2013). A GEP-based
reactive scheduling policies constructing approach for
dynamic flexible job shop scheduling problem with job
release dates. Journal of Intelligent Manufacturing,
24(4), 763-774.
Öztop, H., Tasgetiren, M. F., Eliiyi, D. T., & Pan, Q. K.
(2018). Iterated greedy algorithms for the hybrid
flowshop scheduling with total flow time minimization.
In Proceedings of the Genetic and Evolutionary
Computation Conference (pp. 379-385). ACM.
Peng, C., Fang, Y., Lou, P., & Yan, J. (2018). Analysis of
double-resource flexible job shop scheduling problem
based on genetic algorithm. In 2018 IEEE 15th
International Conference on Networking, Sensing and
Control (ICNSC) (pp. 1-6). IEEE.
Romero, M. A. F., García, E. A. R., Ponsich, A., &
Gutiérrez, R. A. M. (2018, July). A heuristic algorithm
based on tabu search for the solution of flexible job
shop scheduling problems with lot streaming. In
Proceedings of the Genetic and Evolutionary
Computation Conference (pp. 285-292). ACM.
Veldhuizen, D. A. V., & Lamont, G. B. (2000). On
measuring multiobjective evolutionary algorithm
performance. In Proceedings of the 2000 Congress on
Evolutionary Computation. CEC00 (Cat. No.
00TH8512) (Vol. 1, pp. 204-211). IEEE.
ICAART 2020 - 12th International Conference on Agents and Artificial Intelligence
474
