
Balancing of Manual Reconfigurable Assembly Systems with
Learning and Forgetting Effects
Maria Angela Butturi
a
, Francesco Lolli and Chiara Menini
Department of Science and Methods for Engineering, University of Modena and Reggio Emilia,
Via Amendola 2, Reggio Emilia, Italy
Keywords: Learning-forgetting Curves, Reconfigurable Assembly Systems, Line Balancing.
Abstract: Within the paradigm of Industry 4.0, digital reconfigurable manufacturing and assembly systems can rapidly
adapt to dynamic market demand, modifying their capacity and functionality. In manual or hybrid
reconfigurable assembly systems, the rapid and frequent variations in the performed tasks subject workers to
a significant cognitive load, making relevant the learning-forgetting phenomenon. In fact, the operators carry
out the assigned activities for a short time before a reconfiguration of the system takes place, assigning them
tasks often different from those just performed. This paper aims at investigating how the tasks’ execution time
varies for operators working along a reconfigurable assembly line, depending on the learning forgetting effect.
We applied a Kottas-Lau algorithm, considering the expected execution times updated according to a
learning-forgetting curve. A numerical example, considering with five successive reconfigurations, allows to
analyse the expected execution time trend for each operator-task pair and the variation in costs obtained as
the operators learning rate and the variability of the operations change.
1 INTRODUCTION
The increased variability of market demand, both in
the product range and the required quantity, is
pushing forward the development of reconfigurable
manufacturing and assembly systems.
“Reconfigurability” signifies a system’s capability of
converting and modifying its processes in order to
rapidly respond and adapt to market changing needs.
This capability is supported by the utilization of
digital manufacturing technologies, making the
reconfigurable manufacturing and assembly systems
part of the Advanced Manufacturing Solutions, the
first of the Industry 4.0 key enabling technologies
(Bortolini, Galizia, & Mora, 2018).
A reconfigurable system is a dynamic system,
combining the strength of dedicated hard automation
and flexible systems, generating a good compromise
between functionality, production capacity and costs.
Manual systems are the reconfigurable assembly
systems (RAS) with the highest level of
reconfigurability, since human being is highly
flexible and can easily deal with changes and manage
uncertainties (Bi, Wang, & Lang, 2007). Thus, in
a
https://orcid.org/0000-0003-1639-6065
manual RAS the workers are requested to frequently
move between cells and to rapidly change their tasks,
making learning and forgetting mechanisms relevant
to the assembly cycle time (Wang & Abubakar,
2017). The complexity of RAS, as well as the line
balancing challenges have been widely investigated
(ElMaraghy & ElMaraghy, 2016), however only a
few authors studied the influence of workers’ learning
and forgetting effects on line balancing.
At the best of our knowledge, this is the first paper
focusing on the balancing of manual RAS, analysing
the influence of frequent line reconfigurations on the
learning and forgetting of the workers, as well as the
effect of the learning-forgetting on the line total costs.
A model combining the Kottas-Lau heuristic for line
balancing and the learning and forgetting curves is
developed and analysed through a numerical
example, demonstrating the importance of
considering the human factor influence.
2 RESEARCH BACKGROUND
A literature review, bringing together the three main
124
Butturi, M., Lolli, F. and Menini, C.
Balancing of Manual Reconfigurable Assembly Systems with Learning and Forgetting Effects.
DOI: 10.5220/0010174901240131
In Proceedings of the International Conference on Innovative Intelligent Industrial Production and Logistics (IN4PL 2020), pages 124-131
ISBN: 978-989-758-476-3
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

research fields concerning this paper, provides the
research background of the study. As a result of the
performed literature review, we found that no studies
have yet been carried out on learning and forgetting
applied to RAS balancing.
2.1 Reconfigurable Assembly Systems
According to Koren and Shpitalni (2010)
reconfigurable assembly systems are systems that can
rapidly change their capacity (quantities assembled)
and functionality (product type, within a product
family) to adapt to market demand.
A RAS is a key component of reconfigurable
manufacturing systems (RMS), and must possess
three of the six core characteristics of a RMS:
customization, convertibility, and scalability. To
meet the increasing challenging complexity raised by
the mass individualization paradigm, allowing the
production of cost-effective highly personalized
products, a RAS must combine the advantages of
machine/robot precision and repeatability and human
adaptability. In this hybrid configuration, the time
needed for the worker to complete her/his task is
variable (Koren, Gu, & Guo, 2018).
2.2 Learning and Forgetting
Learning Curves were first studied and modelled by
Wright (1936). The formulation allows to describe
the variations in the performance of operators due to
the repetition of the same task performed:
memorization of the performed movements and
familiarity with the tools allow to reduce the time to
perform the same operation.
In learning models, different indicators can be
used as a dependent variable that measures the
performance of operators: the time to produce a single
unit, the number of units produced in a time interval,
the cost to produce a single unit or the percentage of
non-compliant units (Lolli et al., 2016a). The main
models can be classified as univariate and
multivariate; a review of the learning curves and
models can be found in (Anzanello & Fogliatto,
2011).
On the other hand, in recent years the impact of
the workers’ forgetting on the manufacturing process
has been recognized (Lolli et al., 2016b). The
forgetting phenomenon occurs when the operator
must stop performing a task (due to illness, a
vacation, a strike or a change in in product
specifications). The operator, once the execution of a
task has been interrupted for a long enough period,
will take a longer production time than what was
necessary before the task was interrupted. According
to Nembhard and Osothsilp (2001), the main factors
influencing the phenomenon of forgetting are the
length of the interruption, the amount of experience
learned before the interruption, the nature of the task
(procedural or motor), the type of activity carried out
during the interruption. Hoedt et al. (2019), have been
suggested that the activity that the worker performs
during the forgetting phase, does affect the level of
retention: a more similar job results in a better
retention of the reference job. It has also been shown
that operators who learn quickly are the same ones
who tend to forget just as quickly (M.Y. Jaber &
Kher, 2002). A classification of the models describing
the forgetting are presented in the review compiled by
Nembhard and Osothsilp (2001).
2.3 Assembly Line Balancing Problem
with Learning and Forgetting
Although it is now recognised that learning is a key
factor, influencing both the line total costs and the
correct line balancing, there are still few discussions
on these issues in the literature. The first study on
learning phenomena within an assembly line
balancing is proposed by Chakravarty and Shtub
(1988), and only recently the definition of “Assembly
Line Balancing Problem with Learning Effects” has
been given for the first time (Otto & Otto, 2014).
An overview of the main publications that aim at
combining the two topics are presented below,
classified according to the type of problem addressed.
2.3.1 Minimization of the Number of
Stations
Among the earliest studies on learning along
assembly lines are those carried out by Cohen et al.
(1998), to find the minimum number of stations that
allows to minimize the costs and to maximize the
profit. Toksari et al. (2008) implemented the learning
phenomenon within the study of simple and U-shaped
assembly lines, to minimize the number of stations
during line balancing and update the execution times.
By applying the algorithm to the well-known Jackson
11 problem (Jackson, 1956), they show that the
inclusion of the learning effects allows to open fewer
stations than theoretically foreseen. A mixed non-
linear mathematical model can solve the proposed
problem, introducing the concept of task deterioration
(Toksari, Işleyen, Güner, & Baykoç, 2010).
Otto & Otto (2014) tackle the ALBP-1 problem
by introducing a learning rate for each task to be
executed, thus defining a different decreasing rate of
Balancing of Manual Reconfigurable Assembly Systems with Learning and Forgetting Effects
125

the execution time for each task. Here, the authors
focus their attention on minimizing the number of
stations and propose a heuristic to allocate the tasks
to stations on the basis of a decreasing priority rule.
Lolli et al. (2017), for the first time, investigate
the role of learning in the stochastic balancing
problem of an assembly line with repetitive tasks
through the use of the Kottas-Lau (1973) heuristic. To
consider the effects of operator learning in manual
assembly lines, the authors implement the Kottas-Lau
algorithm, in which the expected execution times of
the tasks follow the power law with plateau learning
curve, while the variance changes keeping constant
its ratio with the mean time. To include the human-
machine collaboration, Lolli et al. (2018)
implemented a new learning curve, to allow the
subdivision of tasks into subtasks performed partly
manually and partly in an automated way.
2.3.2 Minimization of the Cycle Time
Cohen (2006) studies the optimal allocation of tasks
within the stations, taking into account a
homogeneous learning, in order to minimize the
makespan in a production of numerous products, each
with relatively low demand. To do this, the author
proposes a non-linear programming model and
demonstrates how homogeneous learning and small
batch sizes make a non-homogeneous task allocation
between stations more efficient than a balanced one.
Furthermore, he shows that the savings that occur
from balancing the line, increase with the number of
stations in the line, with the constant learning and
with the reduction of batch sizes.
2.3.3 Multi-objective Optimization
In considering the balancing of assembly lines with a
learning effect, many scholars have used a multi-
objective perspective, to evaluate the optimality of
the solutions.
Hamta et al. (2013) deal with the multi-objective
optimization of a balancing problem of a single model
assembly line; in the line the operating times, which
depend on the learning of the operator or the machine,
are not known, but only the upper and lower limits of
them, for each task, are known. In this problem, the
objectives considered simultaneously are the
minimization of the cycle time, the minimization of
the total cost of the equipment and the minimization
of the smoothness index. The problem is addressed by
the authors with a new solving approach that
combines the particle swarm with the variable
neighbourhood search metaheuristics.
Chutima and Naruemitwong (2014) solve the
problem of mixed model sequencing along a two-
sided assembly line, in which learning effects are also
taken into account, through the Pareto optimization
based on biogeography. They consider three
contrasting objectives: the minimization of the
variance of the production rate, the minimization of
the total utility work and the minimization of the total
set-up time depending on the chosen sequence.
3 PROBLEM FORMULATION
We consider a manual reconfigurable assembly line,
where frequent changes occur.
The operators are then subject to a phenomenon
of learning by doing, and to the forgetting
phenomenon if the task is not carried out for a certain
period. Thus, the time necessary for carrying out the
task must be therefore continuously updated.
A single-station manual assembly line is considered,
in which one and only one operator is assigned to each
station, fixed during all reconfigurations. Each
operator is characterized by a learning rate; the
learning rate value is the same for all operators,
independent from the type and number of tasks
assigned, and by the previous training and experience.
Each operator performs only the tasks assigned to
her/his station and, when the station is not needed
along the line, the operator is reassigned to another
task for the necessary time.
3.1 The Learning-forgetting Model
For characterizing the learning-forgetting effect we
used the learn-forget curve model (LFCM) presented
by Jaber and Bonney (1996), where the learning
component is modified by the assumption made by
Lolli et al. (2017). The LFCM combines the Wright’s
power learning curve (Wright, 1936), with the
forgetting curve relation introduced by Carlson and
Rowe (1976), and allows to estimate the future
performance of an operation within an intermittent
production.
In our model, for the learning component we
consider a modified Wright’s curve with a plateau (1)
according to (F. Lolli et al., 2017):
y
1r
∙
Y
∙n
r∙
Y
(1)
where y
ink
is the expected time for the task i after n
products have been assembled by the station k; n is
the number of products assembled; Y
i1
is the initial
expected time for the task i (the standard task time);
b
k
is the positive learning rate related to each
assembly station k; r is the fraction, fixed for all the
IN4PL 2020 - International Conference on Innovative Intelligent Industrial Production and Logistics
126

stations and tasks, of Y
i1
that is unaffected by the
learning process. The learning curve will then
converge to the plateau value rY
i1
for all stations, that
is to the invariable part of the average processing time
of each task.
The forgetting curve relation (2) assumed is the
following:
(2)
where T
is the time for the x-th unit of lost
experience; x is the amount of output that would have
been produced if interruption did not occur; T
is the
equivalent time for the first unit of the forgetting
curve; and f is the forgetting slope. The LFCM model
considers both the intercept
and the slope f of the
forgetting curve variable.
3.2 Line Balancing Assumptions
The balancing of the reconfigurable assembly line
uses a Kottas-Lau heuristic (Kottas & Lau, 1973).
Alongside the standard assumptions for the
method (a to e), 4 extra assumptions (f to i) are
considered to introduce the learning-forgetting effect:
a) The cycle time and the priority between operations
are the only constraints considered when assigning
the tasks.
b) An operation can only be initiated if all the
preceding and following operations have been
completed.
c) Each operator of the line is equally paid.
d) The tasks and their execution times t
k
follow the
normal probabilistic curve (3) and are independent of
each other.
t
Nμ
,σ
(3)
where
k
is the expected time to execute the k-th
operation and
k
the standard deviation. The average
time μ
k
is characterized by a variable part, subject to
learning, and by a fixed part, which represents the
minimum time necessary to perform the task.
e) Whenever a task is incomplete, the unit keeps
moving along the line and all operations with no
priority constraints are completed. All incomplete or
unexecuted operations are completed offline at a
specific cost I
k
for each k-th operation.
f) The learning and forgetting effects are described by
eq. (1), where learning and forgetting effects are
applied to a fraction of the average initial time of each
task, the variable part of μ
k
, while the fixed part forms
the plateau of the curve.
g) The trend of the execution time of the tasks, due to
learning and forgetting, affects the parameter μ
k
for
each operation k. According to (F. Lolli et al., 2017),
the variance σ
k
2
(4) is defined so that its ratio to the
processing time of the k-th operation remain constant:
σ
s∙t
(4)
where s is the variability rate defined for the
configuration and t
k
is the execution time of the
operation for the considered station. This definition
allows the variance to adjust following the changes in
the expected cycle time value, thus avoiding an
unrealistic increase in the variability of the execution
time following the learning effects.
h) The assembly line is completely manual and each
station is assigned only one operator.
i) Each worker has her/his own learning rate and it
depends only on the individual, and it is not
influenced by external factors.
3.3 Solution Approach
According to the Kottas-Lau heuristic, once set the
cycle time, the algorithm aims at establishing the
minimum number of stations that guarantee the
requested productivity. The novelty of this study is
the inclusion of the learning-forgetting effect on the
execution times, to use the methodology for
balancing manual reconfigurable assembly lines. The
algorithm has been implemented using Java language,
in an Eclipse integrated development environment.
Together with the standard input data for the
Kottas-Lau heuristic, the general parameters of
learning and forgetfulness are added for each worker
and task: the learning rate LR, the total forgetting
time t
B
, and the operations variability rate s.
Furthermore, the fraction of the processing not
subject to learning is provided.
The updating of the execution time due to the
learning-forgetting phenomenon is regulated
according to four possible cases:
1) the operation under consideration is assigned to a
station for the first time; the worker has no
experience. The time that this operator will take to
carry out the same operation in the future is updated
(5) on the basis of the learning that has taken place in
the configuration just completed:
T
1r
T
∙
d1
rT
(5)
where the expected initial execution time is (1- r)T
1
.
2) the operation has been assigned to a station where
it was previously processed; two sub-cases can take
place:
2.a) the operation is assigned to the same station in
which it was carried out in the previous configuration;
in this case, if the task was operating with
interruptions a factor , accounting for the
Balancing of Manual Reconfigurable Assembly Systems with Learning and Forgetting Effects
127

remembered rate of experience (Jaber M.Y &
Bonney, 1996), must be added (6).
T
1r
T
∙
1
rT
(6)
2b) the operation is assigned to a station where it has
already been carried out, but not in the previous
configuration; after updating the accumulated
demand in the previous period, the (6) applies.
3) the operation is not assigned to a station in which
it has not yet been entered; the execution time of this
operation equal to the average time provided by the
input data (7), as no learning or forgetting
phenomenon has yet occurred on it.
T
T
(7)
4) the operation is not assigned to a station from
which it has already been processed previously;
according to the modelled forgetting phenomenon by
(Jaber M.Y. & Bonney, 1997), the time needed to
rerun the task for the first time after the break
occurred is then updated (8):
T
1r
T
∙
α1
rT
(8)
Lastly, the algorithm that updates the time, considers
also the case in which a station, opened in a past
configuration, is not opened in the current
configuration. In this case, it is updated only the break
time of all the operations that have been allocated to
this station in the past configurations, at least once.
4 NUMERICAL EXAMPLE
The developed algorithm has been tested
implementing five successive reconfiguration of a
manual assembly system with six stations and twelve
operations; a set of realistic data has been used for
four configurations of the line, while for one of them
we decided to use the data proposed by the Jackson
11 problem, to compare our line balancing including
learning-forgetting effects with the results obtained
without considering these effects.
To investigate the effect that the learning-
forgetting phenomenon, firstly we balanced the line
with fixed learning-forgetting parameters. We then
performed the line balancing analysing the variation
of the production costs as a function of the operations
execution time variability rate s, with a fixed learning
rate, and as a function of different learning rates with
fixed s.
4.1 Line Balancing with Fixed
Learning-forgetting
The input data representing the five successive
reconfigurations are as in table 1 (variable data) and
in table 2 (fixed data).
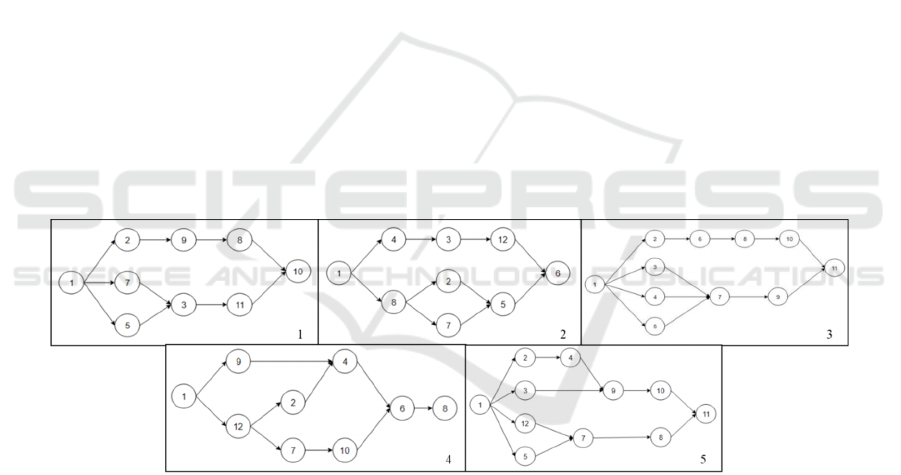
The five precedence diagrams are shown in the
appendix (Figure A1), while the input data for each
station are available upon request.
Table 1: Production time and market demand variations for
the five configurations.
Config. 1 2 3 4 5
Production
time
5040
8400 6300 5880 4620
Deman
d
560
700 630 588 462
Table 2: Fixed input data for all the configurations.
Hourl
y
cost 30.0
Hourl
y
cost for inactivit
y
60.0
Cost for opening a station 25.0
Learning rate 0.9
Break time for total forgetting 300000.0
Variabilit
y
rate of the o
p
erations 0.1
After each reconfiguration the performed
calculation provides the line balancing and the
production costs. Moreover, at the end of each
configuration, for each open station the execution
times are updated to the value they will assume in the
next configuration.
The first balancing of the assembly is
implemented without any variation of the data, as no
learning or forgetting phenomenon has yet occurred.
For each operation, the operator to whom the task has
been assigned is affected by learning, and the related
execution time recalculated according to the eq. (5).
Starting from the second reconfiguration, the effects
of the forgetting are present. Where learning has
taken place, the recalculated execution time is lower
than the previous one, while where forgetting
occurred, as the stations that previously performed
the task, did not performed it during the last
configuration, the execution time increases.
In the third line reconfiguration we consider the
Jackson 11 problem. In this case, the line balancing is
clearly affected by the learning- forgetting effect
since the algorithm allocated all the tasks within 5
stations, unlike the classical solution of the Jackson
11 problem which provides for the opening of 6
stations, allowing a significant reduction in costs and
greater efficiency for the system. It is interesting to
notice that task 9, executed by station 3, had already
been processed by the same station during the 1st
IN4PL 2020 - International Conference on Innovative Intelligent Industrial Production and Logistics
128
configuration. The execution time by operator 3 for
this operation is therefore updated using the equation
(6).
After the fourth line balancing, the execution of
the task 8 by the station 5, after starting in the 1st
configuration, is interrupted for a time period (during
the 2nd and 3rd configuration) and finally it is
reallocated to the same operator in the current
configuration. In this case, the execution time is
updated considering the accumulated production
demand without interruption of the 1st configuration
to calculate the number of equivalent units
remembered after the interruption occurred during the
2nd and 3rd configurations and then applying the
equation (6).
In the last configuration we have the possibility to
study the long-term effects of the phenomenon of
learning and forgetting, since a significant number of
reconfigurations of the system have already occurred.
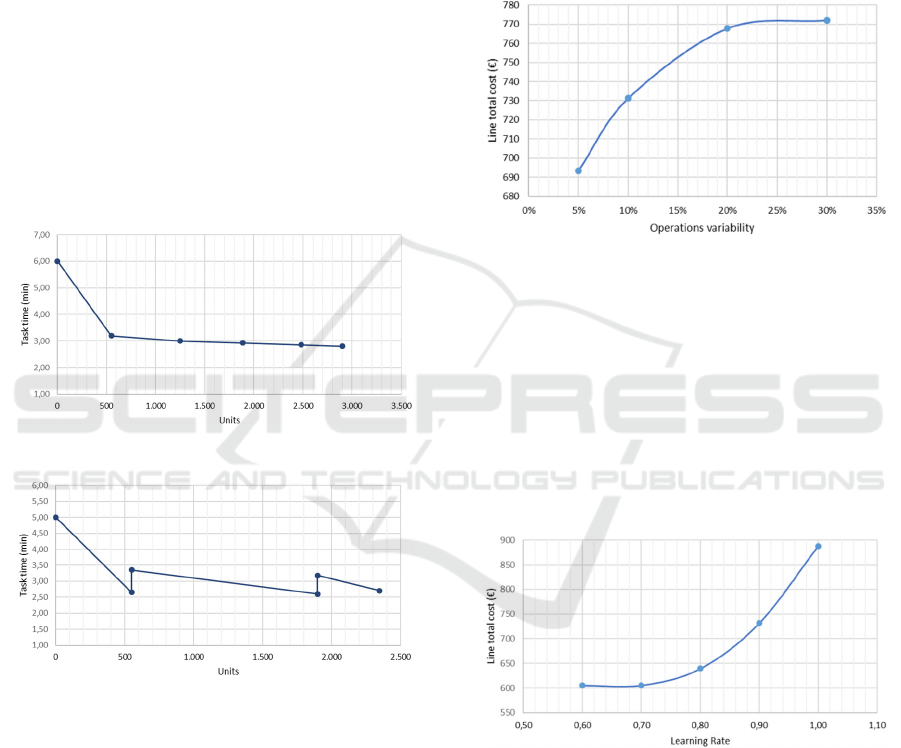
Figure 1: Task 1 execution time in the station 1.
Figure 2: Execution time of the task 9 in the station 3.
Conversely, the operator 3 carries out operation 9
in alternate configurations: for this operator,
therefore, there is a learning process followed by the
forgetting of the considered task, due to the
interrupted activity. This process is represented in
figure 2, that reminds the trend of the learning and
forgetting curves presented in (Jaber M.Y. & Bonney,
1996).
4.2 Production Costs vs s
In this scenario, the line balancing has been
performed considering a fixed low learning rate
(LR=9), and setting four classes for s, corresponding
to a variance (σ
k
2
, as defined in (4)) equal to 5% (low
variability), 10%, 20%, 30% (high variability) of the
average processing time.
The increase in the variability of operations
generates an increase in the total costs of the assembly
line, as can be seen in the figure 3. The cost growth
starts from a constant cost component due to the fixed
costs of the line, and grows until it reaches a plateau.
Figure 3: Cost trend as a function of the variability of the
operations.
4.3 Production Costs vs LR
The line balancing has been performed considering
s=0.1 and five levels of learning: LR=1 (no learning),
LR=0.9, LR=0.8, LR=0.7, and LR= 0.6 (high
learning rate). The costs incurred increase (figure 4)
as the operators’ learning rate increases, that
corresponds to a decreasing of the operators’ learning
capacity.
Figure 4: Cost trend as a function of the learning rate.
This is due to the fact that, since the operators are
slower to learn for the same number of units worked,
the operators take longer to carry out the tasks, thus
increasing labour costs and, in the event that this
involves opening a station, the fixed costs related to
the stations. The greatest total cost occurs when the
operators' learning and forgetting are not considered
(LR = 1). In fact, in this case the execution times are
constant and this implies higher costs.
Balancing of Manual Reconfigurable Assembly Systems with Learning and Forgetting Effects
129

5 CONCLUSIONS
The reconfigurable assembly systems are key
components of a manufacturing system complying
with the paradigm of mass individualization. In this
study, we propose a model to take into account the
workers’ learning and forgetting to make a more
precise allocation of the tasks within a given
configuration, with respect to the present workforce,
maximizing the efficiency of the system. We
combined a learning-forgetting model with the
Kottas-Lau heuristic to show how the learning and
forgetting phenomena affect the balancing of a
manual RAS and the related line costs. A preliminary
numerical application allowed to test the model, and
the use of the Jackson 11 problem showed that it is
crucial taking into account these phenomena. This is
only a first validation step, but, due to the relevance
of the obtained preliminary results, we will apply the
developed algorithm to a case study in industrial
environment, to further improve and validate the
methodology.
In addition, various research developments can
extend the study presented in this paper. Among
these, the possibility of considering specific learning
rates for each operator will be investigated. To fully
take advantage of the RAS capabilities, the problem
of designing a reconfigurable layout and assigning
tasks between operators and machines in an
interdisciplinary way should be addressed. Then, the
developed methodology should be adapted and
applied to hybrid RAS, including new technologies
such as autonomous robots that can help operators to
better adapt to sudden system reconfigurations.
REFERENCES
Anzanello, M. J., & Fogliatto, F. S. (2011). Learning curve
models and applications: Literature review and research
directions. International Journal of Industrial
Ergonomics, 41(5), 573–583.
https://doi.org/10.1016/j.ergon.2011.05.001
Bi, Z. M., Wang, L., & Lang, S. Y. T. (2007). Current status
of reconfigurable assembly systems. International
Journal of Manufacturing Research, 2(3), 303–328.
https://doi.org/10.1504/IJMR.2007.014727
Bortolini, M., Accorsi, R., Faccio, M., Galizia, F. G., &
Pilati, F. (2019). Toward a Real-Time Reconfiguration
of Self-Adaptive Smart Assembly Systems. In Procedia
Manufacturing, Vol. 39, pp. 90–97.
Bortolini, M., Galizia, F. G., & Mora, C. (2018).
Reconfigurable manufacturing systems: Literature
review and research trend. Journal of Manufacturing
Systems, 49(September), 93–106.
https://doi.org/10.1016/j.jmsy.2018.09.005
Carlson, J.G. & Rowe, A.J., 1976. How much does
forgetting cost? Industrial Engineering, 8 (9), pp. 40-47
Chakravarty, A. K., & Shtub, A. (1988). Modelling the
effects of learning and job enlargement on assembly
systems with parallel lines. International Journal of
Production Research, 26(2), 267–281.
https://doi.org/10.1080/00207548808947858
Chutima, P., & Naruemitwong, W. (2014). A Pareto
biogeography-based optimisation for multi-objective
two-sided assembly line sequencing problems with a
learning effect. Computers & Industrial Engineering,
69, 89–104. https://doi.org/10.1016/j.cie.2014.01.001
Cohen, Y. (2006). Optimal allocation of work in assembly
lines for lots with homogenous learning Optimal
allocation of work in assembly lines for lots with
homogenous learning. European Journal of
Operational Research, 168 (February, 2006), 922–931.
https://doi.org/10.1016/j.ejor.2004.07.037
Cohen, Y., & Dar-el, M. E. (1998). Optimizing the number
of stations in assembly lines under learning for limited
production. Production Planning & Control, 9(3), 230–
240. https://doi.org/10.1080/095372898234208
ElMaraghy, H., & ElMaraghy, W. (2016). Smart Adaptable
Assembly Systems. Procedia CIRP, 44, 4–13.
https://doi.org/10.1016/j.procir.2016.04.107
Hamta, N., Ghomi, S. M. T. F., Jolai, F., & Shirazi, M. A.
(2013). A hybrid PSO algorithm for a multi-objective
assembly line balancing problem with flexible
operation times, sequence-dependent setup times and
learning effect. Intern. Journal of Production
Economics, 141(1), 99–111.
https://doi.org/10.1016/j.ijpe.2012.03.013
Hoedt, S., Claeys, A., Schamp, M., de Ginste, L. Van,
Aghezzaf, E. H., & Cottyn, J. (2019). The effect of job
similarity on forgetting in multi-task production.
Procedia Manufacturing, 39(2019), 983–990.
https://doi.org/10.1016/j.promfg.2020.01.390
Jaber, M.Y., & Kher, H. V. (2002). The dual-phase
learning–forgetting model. International Journal of
Production Economics, 76(3), 229–242.
https://doi.org/10.1016/S0925-5273(01)00169-4
Jaber, Mohamad Y., & Bonney, M. (1996). Production
breaks and the learning curve: The forgetting
phenomenon. Applied Mathematical Modelling, 20(2),
162–169. https://doi.org/10.1016/0307-
904X(95)00157-F
Jaber, Mohamad Y., & Bonney, M. (1997). A comparative
study of learning curves with forgetting. Applied
Mathematical Modelling, 21(8), 523–531.
https://doi.org/10.1016/S0307-904X(97)00055-3
Jackson, J. R. (1956). A Computing Procedure for a Line
Balancing Problem. Management Science, 2(3), 261–
271.
Koren, Y., Gu, X., & Guo, W. (2018). Reconfigurable
manufacturing systems: Principles, design, and future
trends. Frontiers of Mechanical Engineering, 13(2),
121–136. https://doi.org/10.1007/s11465-018-0483-0
IN4PL 2020 - International Conference on Innovative Intelligent Industrial Production and Logistics
130
Koren, Y., & Shpitalni, M. (2010). Design of
reconfigurable manufacturing systems. Journal of
Manufacturing Systems, 29(4), 130–141.
https://doi.org/10.1016/j.jmsy.2011.01.001
Kottas, J. F., & Lau, H. S. (1973). A cost oriented approach
to stochastic line balancing. AIIE Transactions, 5(2),
164–171.
Lolli, F., Balugani, E., Gamberini, R., & Rimini, B. (2017).
Stochastic assembly line balancing with learning
effects. IFAC-PapersOnLine, 50(1), 5706–5711.
https://doi.org/10.1016/j.ifacol.2017.08.1122
Lolli, F., Balugani, E., Gamberini, R., Rimini, B., & Rossi,
V. (2018). A human-machine learning curve for
stochastic assembly line balancing problems. IFAC-
PapersOnLine, 51(11), 1186–1191.
https://doi.org/10.1016/j.ifacol.2018.08.429
Lolli, F., Gamberini, R., Giberti, C., Gamberi, M., Bortolini
M., Bruini, E., 2016a. A learning model for the
allocation of training hours in a multistage setting,
International Journal of Production Research, 54:19,
pp. 5697-5707, DOI: 10.1080/00207543.2015.1129466
Lolli, Francesco, Messori, M., Gamberini, R., Rimini, B.,
& Balugani, E. (2016b). Modelling production cost
with the effects of learning and forgetting. IFAC-
PapersOnLine, 49(12), 503–508.
https://doi.org/10.1016/j.ifacol.2016.07.672
Nembhard, D. A., & Osothsilp, N. (2001). An empirical
comparison of forgetting models. IEEE Transactions
on Engineering Management, 48(3), 283–291.
https://doi.org/10.1109/17.946527
Otto, C., & Otto, A. (2014). Extending assembly line
balancing problem by incorporating learning effects.
International Journal of Production Research, 52(24),
7193–7208.
Toksari, M. D., Işleyen, S. K., Güner, E., & Baykoç, Ö. F.
(2008). Simple and U-type assembly line balancing
problems with a learning effect. Applied Mathematical
Modelling, 32(12), 2954–2961.
https://doi.org/10.1016/j.apm.2007.10.007
Toksari, M. D., Işleyen, S. K., Güner, E., & Baykoç, Ö. F.
(2010). Assembly line balancing problem with
deterioration tasks and learning effect. Expert Systems
with Applications, 37(2), 1223–1228.
https://doi.org/10.1016/j.eswa.2009.06.005
Wang, Q., & Abubakar, M. I. (2017). Human Factors and
Their Effects on Human-Centred Assembly Systems -
A Literature Review-Based Study. IOP Conference
Series: Materials Science and Engineering, 239(1).
https://doi.org/10.1088/1757-899X/239/1/012006
Wright, T. P. (1936). Factors Affecting the Cost of
Airplanes. Journal of the Aeronautical Sciences, 3(4),
122–128. https://doi.org/10.2514/8.155.
APPENDIX
The five reconfigurations precedence diagrams are
shown in the figure A1.
Figure A1: The five reconfigurations precedence diagrams.
Balancing of Manual Reconfigurable Assembly Systems with Learning and Forgetting Effects
131
