
AutomationML AS A BASIS FOR OFFLINE
- AND REALTIME-SIMULATION -
Planning, Simulation and Diagnosis of Automation Systems
Olaf Graeser, Barath Kumar, Oliver Niggemann, Natalia Moriz and Alexander Maier
inIT-Institut Industrial IT, Hochschule Ostwestfalen-Lippe, Liebigstrasse 87, Lemgo, Germany
Keywords:
Automation technology, Modelling, Simulation, HIL test and AutomationML.
Abstract:
The growing complexity of production plants leads to a growing complexity of the corresponding automation
systems. Developers of such complex automation systems are faced with two significant challenges: (i) The
control devices have to be tested before they are used in the plant. For this, offline- and hardware–in–the loop
(HIL) simulations can be used. (ii) The diagnosis functions within the automation systems become more and
more difficult to implement; this entails the risk of undetected errors. Both challenges may be solved using a
system model, i.e. a joint model of the plant and the automation system: (i) Offline simulations and HIL tests
use such models as an environment model and (ii) diagnosis functions use such models to define the normal
system behaviour—allowing them to detect discrepancies between normal and observed behavior. System
models cannot be modelled by one person in a single development step. Instead, such models must mirror
the modularity of modern plants and automation systems. Here, the new standard AutomationML is used as
basis for such a modular system model. But a modular system model is only a first step: Both testing and
diagnosis require the simulation of such models. Therefore, a corresponding modular simulation system for
AutomationML models is presented here; for this, the Functional Mock–Up Unit (FMU) standard is used. A
prototypical tool chain and a model factory (MF) is used to show results for this modular testing and diagnosis
approach.
1 INTRODUCTION
The virtual planning of factories (“Digital Factory”)
has been a major trend over the last years (see e.g.
(Brecher et al., 2008; K¨uhn, 2006)): By using sim-
ulated factories in early development phases, system
integrators and factory operators want to (i) minimise
design and construction times, (ii) reduce the num-
ber of errors in the factory and (iii) optimise factory
designs and configurations. This could lead to more
complex factories, faster processes, and more inte-
grated production chains.
So far, research in virtual factories has mainly fo-
cused on the plant and machine factory construction
aspect. But more complex factories also lead to more
complex automation systems. Here, we will present
a concept and first prototypes for a modelling and
simulation approach for an automation-centred vir-
tual design and testing process. In other words, unlike
with machine-centred approaches, precise models of
the automation systems are used while the machines
and plants are only modelled with a limited level of
details—often timed event sequences are sufficient.
A software tool chain for model based develop-
ment and simulation of a plant is introduced. This
tool chain starts with an editor for plant modelling and
ends in an simulation framework for offline simula-
tions, HIL tests and online plant diagnosis. These are
the three main use cases for the editor and the simu-
lation framework.
• In the offline simulation, Soft-PLCs (Pro-
grammable Logic Controllers), i.e. the control ap-
plications, can be tested by simulating Soft-PLCs
and the corresponding process.
• HIL tests can be used to test a PLC given as hard-
ware. Unlike an offline simulation, this requires a
real–time simulation.
• Online diagnosis can be used to detect changes
and anomalies in the behaviour of a plant—
mainly by comparing the real plant behaviorto the
simulated behaviour.
359
Graeser O., Kumar B., Niggemann O., Moriz N. and Maier A..
AutomationML AS A BASIS FOR OFFLINE - AND REALTIME-SIMULATION - Planning, Simulation and Diagnosis of Automation Systems.
DOI: 10.5220/0003537403590368
In Proceedings of the 8th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2011), pages 359-368
ISBN: 978-989-8425-75-1
Copyright
c
2011 SCITEPRESS (Science and Technology Publications, Lda.)
2 STATE OF THE ART
For the automation technology, the challenge is to
model and develop control software, visualisation and
diagnosis software. Such software modules should be
reusable (for future projects), testable on a standalone
PC and platform independent(with respect to the used
communication hardware).
In the area of embedded systems software de-
velopment, several projects and standards addressed
the abovementioned challenges. For example safety–
related systems (IEC 61508, see (Gall, 2008)), auto-
motive software development (Steiner and Schmidt,
2003), the field of automation (IEC 61499 and IEC
61131), or several research projects like Modale
(Szulman et al., 2005), OrVia (Stein et al., 2008) or
Medeia (Strasser et al., 2008).
The introduction of explicit systems, software and
plant models is an important trend in embedded soft-
ware development (Niggemann and Stroop, 2008;
Niggemann and Otterbach, 2008) and also in the
field of automation technology (Szulman et al., 2005;
Strasser et al., 2008; Streitferdt et al., 2008). The
modelling approach in this work is based on control
and plant component models. For this purpose, stan-
dards like AutomationML (Drath et al., 2010) and
Modelica (Modelica Association, 2011) are used and
improved.
Furthermore, the concept of separation of con-
cerns is used. A complete plant model consists of var-
ious aspects, like logical software models, hardware
topologies, network descriptions and a system model.
For a better reusability of the single models, the mod-
els are modelled and stored separately. The combina-
tion of the single models is done in a later step. The
approach used in this work is inspired by the Object
Managements Group’s (OMG’s) Model–Driven Ar-
chitecture (MDA) (Allen, 2002; Mellor et al., 2004).
In the first step, a logical structure with software mod-
ules and plant models is created. This correlates to
the MDA’s Platform IndependentModel (PIM). Later,
this structure is mapped onto specific hardware de-
scriptions. Components of the PIM, which describe a
class or a role of a device in the model, are thereby
linked to a real hardware. The result correlates then
to the MDA’s Platform Specific Model (PSM).
3 MODELLING
3.1 Concept
Factories and the corresponding automation systems
comprise more and more heterogeneous and inter-
connected components. Therefore the modelling for-
malism and the simulation framework must support
such systems. The new standard AutomationML
is able to integrate heterogeneous description for-
malisms and models automation systems, plants, sen-
sor/actuators, and especially their inter–connection.
Our modelling approach is in general inspired by
OMG’s MDA paradigm (see (Mellor et al., 2004) for
details): In a first step, a logical architecture com-
prising only software modules and plant models is
created—MDA’s PIM. Only later on, this logical ar-
chitecture is mapped onto a specific hardware topol-
ogy, creating the system architecture—MDA’s PSM.
This can also be seen in figure 1.
Platform
Specific
Model
(PSM)
Platform
Independent
Model
(PIM)
Platform Model
(e.g. hardware
topology)
Transformation
and Mapping
Figure 1: Model Driven Architecture Approach.
3.1.1 Platform Independent Model
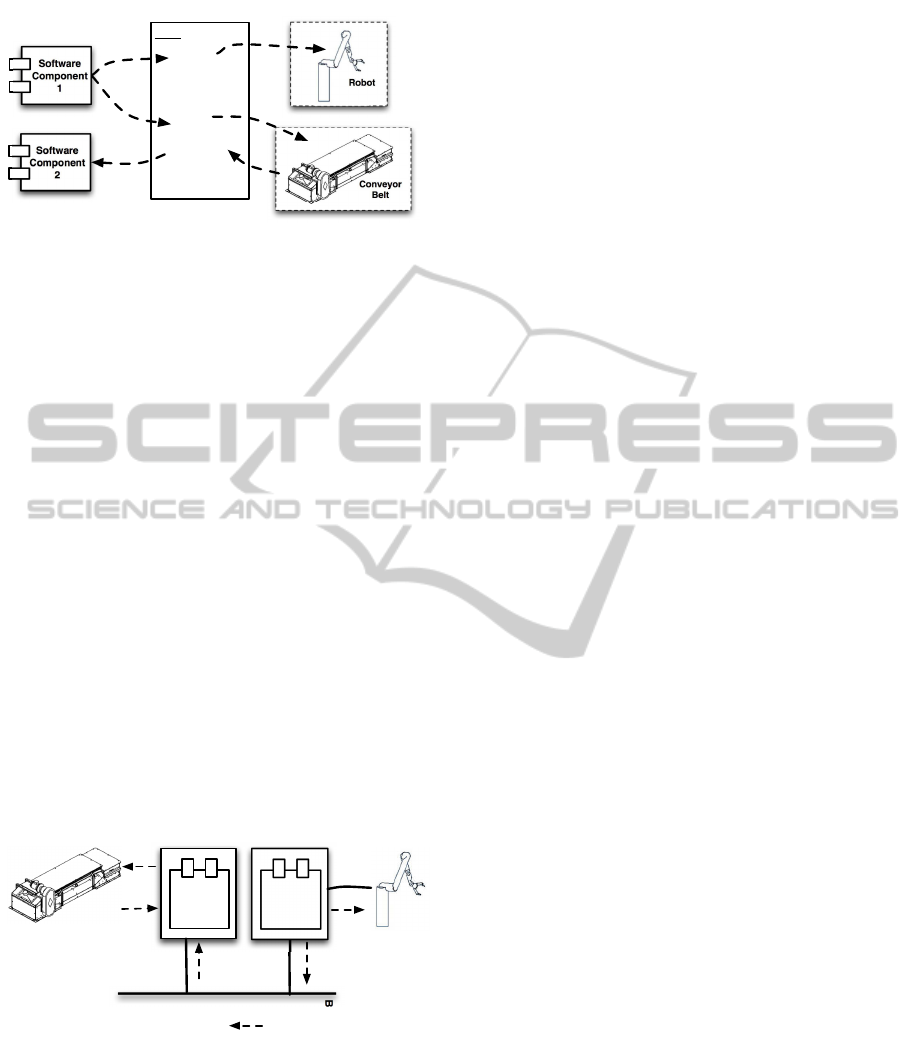
As can also be seen in figure 2, PIMs comprise soft-
ware components (i.e. the software architecture) and
plant models. Software components are control al-
gorithms, diagnosis software algorithms, or monitor-
ing software modules. These software components do
not communicate directly with each other or with I/O
drivers but via plant signals. Plant signals are vari-
ables whose semantics are defined by the plant model,
e.g. in figure 2 software component 1 sets the robot’s
”angle1” signal or start the conveyer belt by a ”start”
signal.
Please note, that plant signals usually correspond
to (physical) states of the real plant, i.e. unlike soft-
ware interfaces, they exist in reality and hence need
not be changed when the software architecture is
modified. This increases the level of software reuse
since software modules do not have to refer anymore
to software–specific interfaces. Since we only con-
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
360
Robot
Plant Model
Software
Component
1
Software
Component
2
Conveyor
Belt
Plant Model
Plant
Roboter
Angle1
Angle2
Velocity
Conveyor Belt
Start
Velocity
Position
Packaging
Start
Plant Signals
Figure 2: Platform Independent Model.
sider automation systems, in most cases it is sufficient
to restrict to the plant signals.
3.1.2 Platform Specific Model
PIMs have the advantage that they can be reused for a
large variety of hardware topologies (i.e. platforms).
For this, the PIMs are mapped in a second step onto
a specific hardware topology, creating a PSM. Many
features of the PSM can be derived automatically,
e.g. the schedule for real time communication net-
works such as I/O driver configurations or ProfiNet
configuration (see (PNO, 2007) for ProfiNet details),
the scheduling algorithm is outlined in (Graeser and
Niggemann, 2009). This automatism allows develop-
ers to focus on the most difficult part of the develop-
ment process: The development of the applications.
Such a PSM for the PIM from above can be seen
in figure 3: Software component 1 has been mapped
onto PLC 1, component 2 onto PLC 2. Now, unlike in
figure 2, the signal to start the conveyor belt must be
transmitted via the bus while the robot control signal
can be transmitted directly to the robot.
BUS
Software
Module
1
Robot
Start
Belt
Belt
Position
Start
Belt
Angle 1
Start
Belt
Start
Belt
PLC 1
PLC 2
Software
Module
2
Figure 3: Platform Specific Model.
Please note, that the same PIM can be mapped
onto a different hardware topology, i.e. this approach
leads to higher level of model reuse.
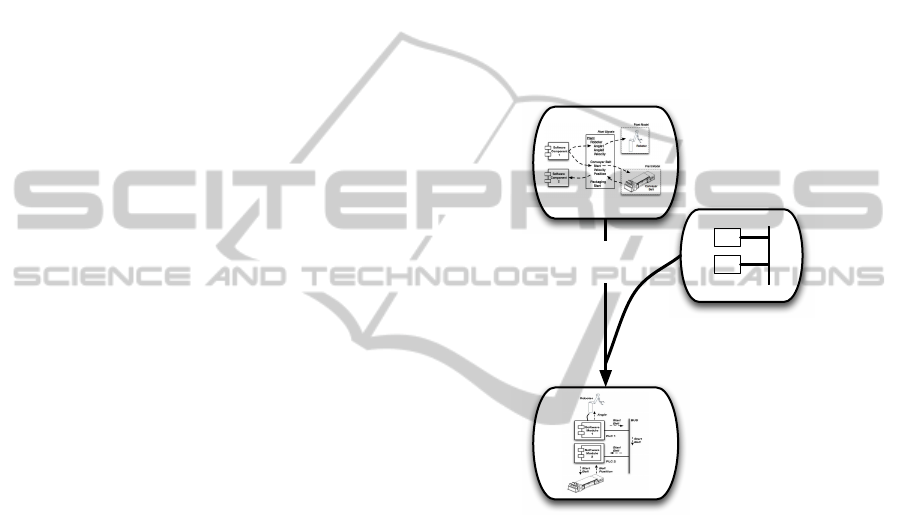
3.2 AutomationML System Model
As mentioned before, the key challenge lies in the
modelling and simulation of heterogeneous and mod-
ular systems; systems that comprise both the automa-
tion devices and the plants. As shownon the left–hand
side of figure 4, AutomationML is well suited for this
task, since the goal of AutomationML is to describe
a production plant completely, including all compo-
nents in it and to support each phase and discipline of
plant engineering. AutomationML is based on XML
and makes use of well established, open and free
XML based standards of the involved engineering
disciplines. For example, the object model is given
by CAEX (IEC 62424, 2008), geometries and kine-
matics are described by COLLADA (Khronos Group,
2011) and the behaviour of the plant is described with
PLCopen XML (PLCopen, 2011). Using these stan-
dards ensures a slim specification of AutomationML
(Drath et al., 2010).
In AutomationML, a system is defined as a hierar-
chy of inter–connected objects (bottom part of figure).
Each object may be the instance of a specific class
from a library—where a “RoleClass” defines an ab-
stract type such as a PLC and a “SystemUnitClass” a
specific product. From another point of view, a “Role-
Class” can be seen as requirements for an object, and
a “SystemUnitClass” is an implementation of these
requirements. Furthermore, objects communicate via
well–defined interfaces.
Within the concept outlined here, interfaces were
defined for plant modules, sensor/actuators, commu-
nication networks, and PLCs. These interfaces mainly
defined incoming and outgoing signals and timing in-
formation.
AutomationML is able to include arbitrary XML
files. Here, an XML–based description of FMUs is
used to link objects in AutomationML to simulation
models. FMUs are a new standard from the Mod-
elisar project (Modelisar project, 2011) to provide
a uniform API to arbitrary simulations models such
as TheMathwork’s Simulink or Dassault’s Dymola.
In this project, a mapping between our interfaces in
AutomationML and FMU interfaces has been devel-
oped (right–hand side of figure 4). This allows for
mapping between AutomationML objects and FMU–
based simulation models, i.e. users are able to provide
heterogeneous simulation models for all our Automa-
tionML objects, hence supporting the required level
of support for heterogeneous and modular systems.
The interface to map FMUs to AutomationML ob-
jects is similar to all other external data mappings like
Collada and PCLopen XML. Both inherit from Au-
tomationML’s interface class “ExternalDataConnec-
tor”. Additionally to the “ColladaInterface” and the
“PLCOpenXMLInterface”, a “FMUInterface” is de-
fined, which refers to an external FMU file. The in–
AutomationML AS A BASIS FOR OFFLINE - AND REALTIME-SIMULATION - Planning, Simulation and Diagnosis of
Automation Systems
361
AutomationML Library
<SystemUnitClass>
Phoenix RFC 470, Siemens S7-200, ...
. . .
<RoleClass>
PLCs, Sensors, Networks, Plants
. . .
<InterfaceClass>
PLC Interface, Plant Interface, ...
. . .
<InstanceHierarchy>
Lemgoer Model Factory
PLC Central
Plant Modul 1
. . .
Interface
Interface
Modeling Simulation
Meta LevelInstance Level
Functional
Mockup
Unit (FMU)
Specification
isOfType
Reference
Modelica
Model with
FMU
Interface
FMU 2
PLC
Model with
FMU
Interface
FMU 1
System Description in AutomationML
Figure 4: Modelling and simulating heterogeneous modular systems with AutomationML.
and output variables used in the FMU are described
in the “modelDescription.xml” inside the FMU file.
For now, the mapping to the variables in the Automa-
tionML format is done by name equality.
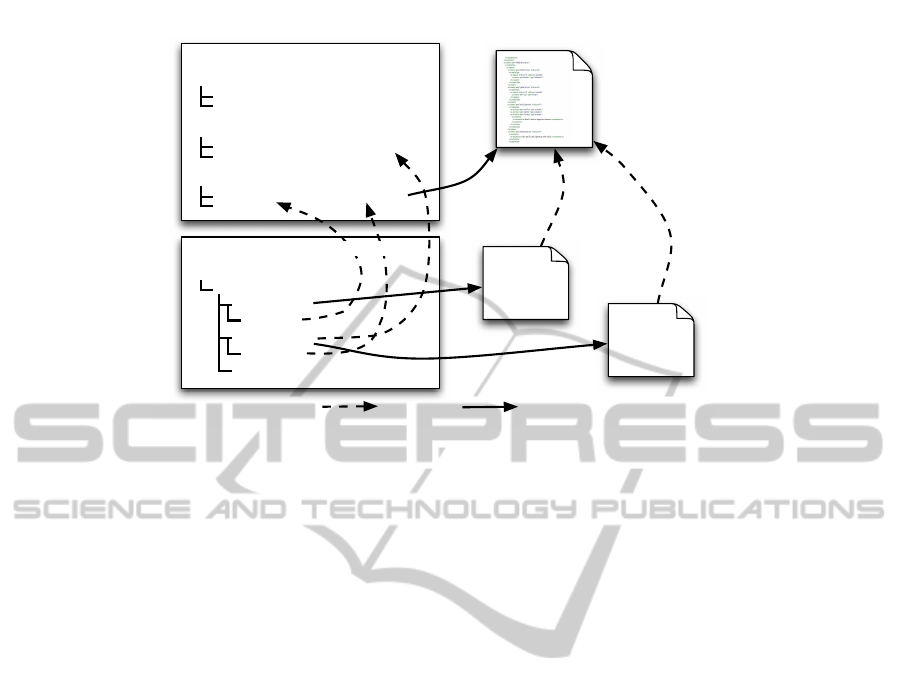
In this work, a drag and drop editor for a PIM as
described above was developed. The editor is based
on the Visual Studio 2010 Visualization and Model-
ing SDK (MSDN, 2011). The graphical user interface
can be seen in figure 6. Models created with this edi-
tor abstract from the communication hardware used in
the plant. As described above, software components
(e.g. PLC applications) are connected to sensors and
actuators via named signals.
The model of the plant is stored in Automa-
tionML format. Each component of the plant model
is mapped to an element of the AutomationML role
class lib. As mentioned before, the idea behind the
role class lib is, that each component in a plant has
to fulfil a function and has to play one or more roles.
Role classes can be understood, as a requirement def-
inition, which a component has to satisfy.
Using a graphical editor (Figure 6) has the advan-
tage over an XML editor, that new components (like
role classes) can be added to the model per drag–and–
drop and the relationships of the components and the
flow directions of the communication signals are easy
to identify.
Using AutomationML increases the reusability of
the models, because it can be expected, that many
software tools in the field of industrial automation
will at least support AutomationML im- and export.
Currently the plant is modelled only as PIM. Fu-
ture versions of the editor will also include the PIM to
PSM transformation. This can be done by assigning a
real hardware description to each AutomationML role
class lib based component of the PIM.
3.3 Modelica Behaviour Models
The behavioural model of the whole plant consists of
several sub–models, and is modular in nature. As
mentioned before in section (3), the plant signal in-
formation (i.e. incoming, outgoing signals and tim-
ing information) are often sufficient enough to pro-
vide the necessary abstraction needed for modelling.
One possibility is to use Finite State Machine or
Automata (FSM) for constructing these behavioural
models. However, FSM do not support modeling
complex timed hybrid systems. Hence, our formalism
‘Probabilistic regression automata’ (PRA) described
in (Kumar et al., 2010a), which is an extension of
hybrid timed automata (Alur et al., 1995), (Sproston,
2000) is used for this purpose. In PRA, an event can
be triggered, when the value of one or several signals
cross the specified threshold value(s) within a cer-
tain time window reflecting the actual signal timing
of the real plant. In addition to the above, probabilis-
tic information is used to handle non-deterministic
scenarios (i.e. an automata can show different be-
haviours for the same set of inputs). A typical case
of non-determinism is occurrence of errors which is
inevitable (especially, in industrial automation sys-
tem) - however the occurrence of these errors is less
probable then the occurrence of the correct scenarios.
Moreover, our formalism supports continuous signals
and allows the arbitrary (not only linear) signal value
changes within a state.
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
362
In this work, FSMs are implemented with Mod-
elica. Modelica is a free standardised equation–
based object–oriented modelling language. Modelica
is suitable for modular modelling of complex hetero-
geneous systems. By using Modelica, it is possible to
model signals with arbitrary complex behaviour,since
Modelica supports the hybrid DAEs (Differential Al-
gebraic Equations) systems. Modelica also supports
component–oriented modelling. This concept is con-
form with the concept of separation of concerns. This
also increases the reusability of single components of
the whole system. Moreover, single components can
be refined as precisely as necessary.
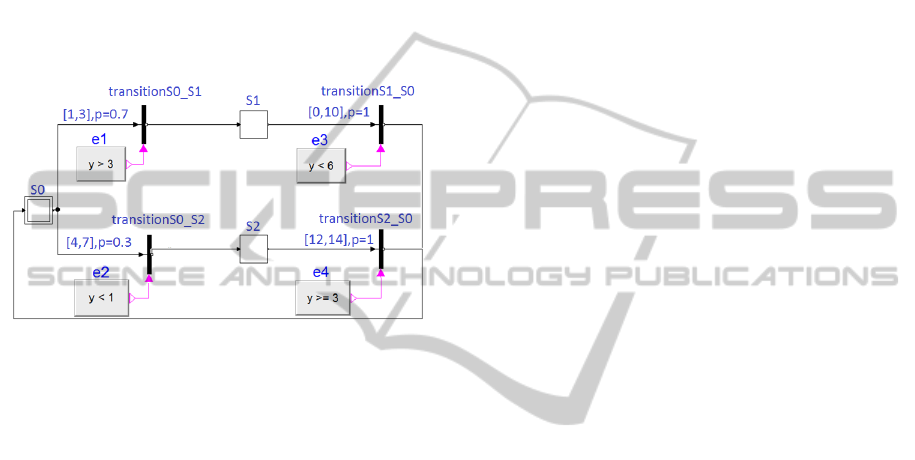
Figure 5: Finite state machine modelled with Dymola.
The automata used in this work were implemented
in Dymola (DASSAULT SYSTEMES, 2011). Dy-
mola is suitable for the requirements of modelling and
simulating production plants, because this tool sup-
ports hierarchical model composition, many libraries
of reusable components from several engineering do-
mains, faster simulation and open interfaces to other
programs (FMIs). Dymola enables users to develop
their own components. In our tool chain, the basis
for the PRA prototype is developed with the State-
Graph and StateGraph2 Modelica–standard libraries.
This basis is extended as following: (i) the interface
is added (the names of the variable are the same as
in the PLC program), (ii) the signal behaviour is in-
tegrated, (iii) the timing and probability information
is added. Currently our own library for PRA is un-
der development. An PRA prototype is represented in
figure 5.
Created behavioural models are stored as FMU.
FMUs are executables, which implemented the Func-
tional Mock–Up Interface (FMI). The FMI functions
are called by a simulator (here the ”FMU Simulation
Component”) to create and execute one or more in-
stances of the FMU. These FMUs can be referenced
in the abovementioned PIM-editor.
4 THE SIMULATION
FRAMEWORK
4.1 Simulation Framework
As mentioned before, the simulation framework
must support heterogeneous and inter–connected
components—mirroringAutomatioML’s capability to
model such systems. Here, a corresponding simula-
tion framework is described which uses the new stan-
dard FMU. This standard encapsulates heterogeneous
behaviour models such as Modelica or the Math-
work’s Simulink behind a standardised API.
The use cases of the project are offline simula-
tion for testing the control algorithms, HIL tests of
PLCs (and plant components), and anomaly detection
in the operating plant. For these use cases, a flexi-
ble Simulation Framework was developed, in which
Simulation Components can be easily removed, re-
placed or added. The Simulation Framework consists
mainly of the Simulation Manager, which is responsi-
ble for the instantiation and scheduling of Simulation
Components, and the Process Data Manager, which
manages the process data of the plant model and dis-
tributes them to the Simulation Components (Figure
6).
The Simulation Framework makes use of the
Managed Extensibility Framework (MEF) (Mi-
crosoft, 2011) to connect all available Simulation
Components to the Simulation Framework. MEF is
part of Microsoft’s .NET frameworks and supports
the dynamic plug and play concept of software com-
ponents. Which Simulation Components are needed,
and in which quantity, is defined in the Automa-
tionML plant description file coming from the Mod-
elling Tool (Section 3). The Simulation Components
are identified by theirs class name (e.g. ”FMU Sim-
ulation Component”). If more than one Simulation
Component of the same class is needed, additionally
a specific instance name is used.
The Process Data Manager is part of the Simula-
tion Manager. If a Simulation Component is instanti-
ated by the Simulation Manager, a process data input
list and an output list has to be registered at the pro-
cess data manager. The Process Data Manager then
compares the process data in the lists to the already
registered process data by name. New process data
will be added, already existing process data are linked
together (Figure 8).
4.2 Scheduling
One important task of the Simulation Manager is to
schedule all Simulation Components. For this pur-
AutomationML AS A BASIS FOR OFFLINE - AND REALTIME-SIMULATION - Planning, Simulation and Diagnosis of
Automation Systems
363
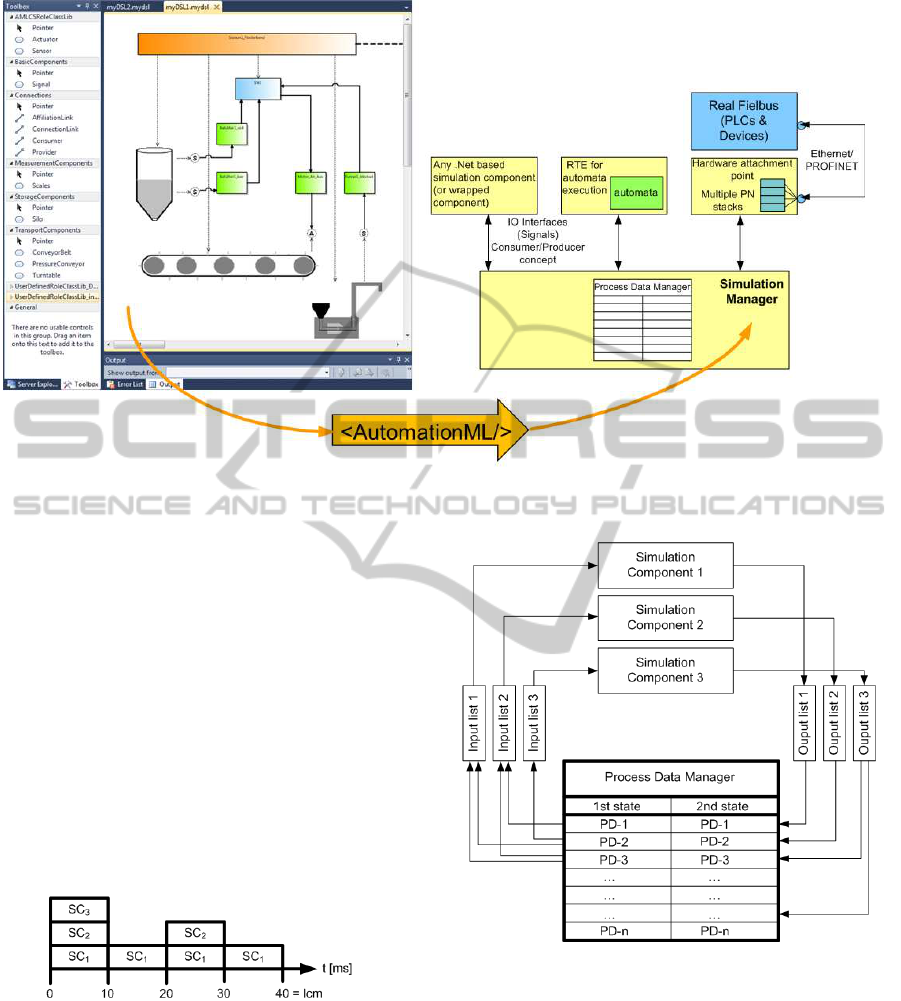
Figure 6: The PIM editor stores the plant model as AutomationML file. This file is then loaded into the Simulation Framework
to instantiate all needed Simulation Components.
pose a simple static scheduling algorithm is used. Ev-
ery Simulation Component has to declare, with what
time step the component needs to be scheduled. For
all these time steps, the least common multiple (LCM)
is calculated. Every Simulation Component is sched-
uled at the beginning (t
0
). Furthermore, each Simula-
tion Component is scheduled again with it’s specific
time step, as long as the time step sum is smaller than
the LCM. For example, in figure 7 three Simulation
Components (SC
1
, SC
2
, SC
3
) are scheduled. SC
1
with
a time step of 10ms, SC
2
with a time step of 20ms and
SC
3
with a time step of 40ms. The LCM is therefore
40ms. The resulting schedule is cyclic, this means, as
soon as the end of the schedule is reached, the sched-
ule starts all over again.
Figure 7: Simulation Manager example schedule.
Currently, the Simulation Framework is not capa-
ble of parallel processing of Simulation Components.
Hence, the components are processed in sequence. It
is the responsibility of the Process Data Manager to
maintain two states of each process data (Figure 8).
The first state contains the input process data of the
components. After the processing of a Simulation
Component, the resulting process data are written into
the second state.
Figure 8: The Process Data Manager.
After all parallel Simulation Components had
been processed, the resulting process data (second
state) are written into the first state and are now avail-
able as input values for the next simulation step. Us-
ing this double buffer concept makes sure, that two or
more Simulation Components, which are scheduled at
the same time, work on the same set of process data.
4.3 Offline Simulation
For the offline simulation the AutomationML plant
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
364
description file is loaded and all plant behaviour mod-
els, represented by FMUs, are loaded and instantiated
as FMU Simulation Components. Because the Simu-
lation Component ”FMU Simulation Component” is
used more than once, the instances have to be iden-
tified by theirs instance names, which can be given
by the file names of the loaded FMUs. After the cre-
ation of a schedule for all necessary simulation com-
ponents, the components are executed. The actual
process data in each time step are managed by the
Process Data Manager and can be logged by a spe-
cialised simulation component.
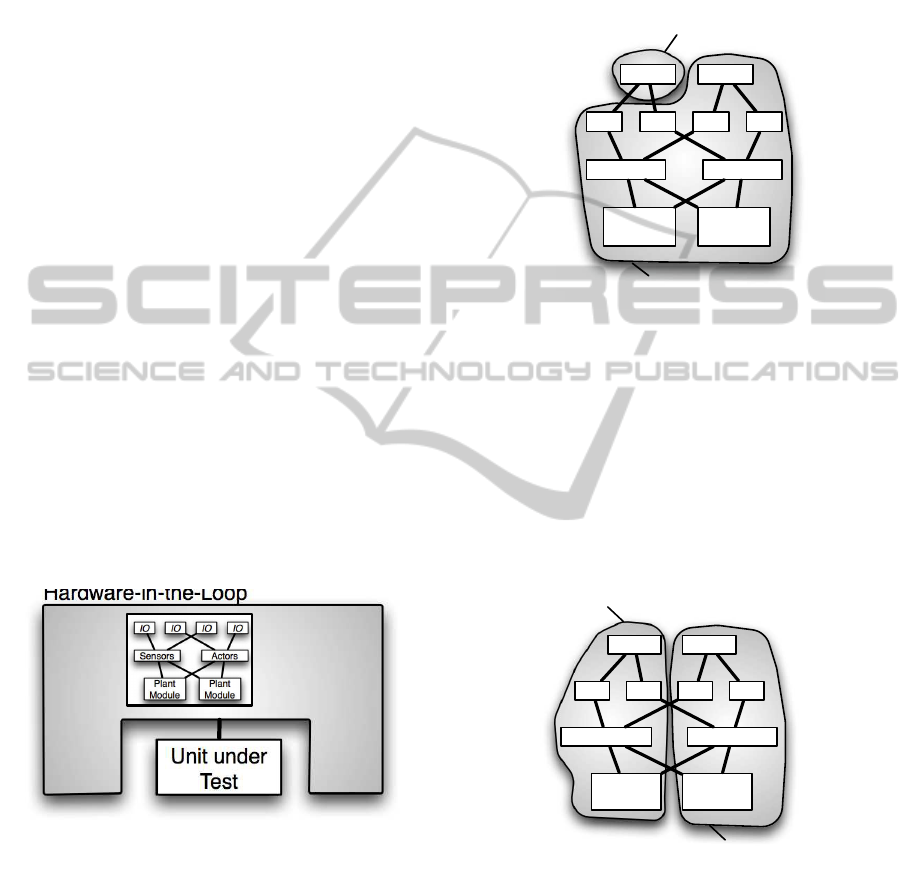
4.4 HIL Simulation
Hardware-In-the-Loop (HIL) is an approach to test
hardware devices such as PLCs or plant modules—
these devices are then called unit under test (UUT).
HIL differs from real–time or offline simulation by
considering the ‘actual’ device in the testing loop. In
a HIL test, a simulator (e.g. a special PC) simulates a
model of the environment for the attached UUT (i.e.
all other communicating partners of the overall sys-
tem, except the UUT); this can be seen in figure 9.
The purpose of HIL test is to make the UUT believe,
that it is in fact connected to the real system. By us-
ing a HIL test, UUTs can be tested with realistic plant
signals providing the necessary sensor/actuator trig-
gers to fully exercise the UUT — without requiring
the real system.
Hardware-in-the-Loop
Unit under
Test
Environment
Model
Figure 9: Hardware-in-the-Loop (HIL) Test Setup.
In automation, several parts of the overall system
may become the UUT; e.g. when several PLCs are
tested. Modular models as described in this paper, al-
low for a fast creation of the environment model by
removing those parts from the overall model that cor-
respond to the UUT.
Figure 10 shows a typical HIL case in the do-
main of industrial automation: A real PLC is tested;
for this, the PLC model is removed from the over-
all model to create the environment model. The PLC
is then tested for correct responses, i.e. in terms of
(i) setting its actuator variables and (ii) performing its
duties meeting the real–time requirements of the over-
all system. The appropriate sensor inputs needed by
the PLC are sent at the right time by simulating the
environment model exploiting the input sample space
of the PLC under test.
PLC PLC
IO IO IO IO
Sensors Actors
Plant
Module
Plant
Module
Environment Model
Unit under Test (UUT) Model
Figure 10: Typical HIL case for automation.
Some typical errors in the automation domain for
which a PLC has to be tested are: (i) Functional in-
put space errors, i.e. does the PLC respond correctly
when a blocked funnel is sensed? and (ii) Time do-
main errors i.e. even if the PLC takes the right action;
Was it done within the required time limit? For e.g.
One such industrial automation test question covering
the above points would be: if the funnel is blocked
does the PLC stop the conveyor belt? - and does it do
it in time?
PLC PLC
IO IO IO IO
Sens./Act. Sens./Act.
Plant
Module
Plant
Module
Environment Model
Unit under Test (UUT) Model
Figure 11: Another typical HIL case for automation.
Another typical automation testing scenarios is
shown in figure 11: A whole plant module including
its PLC, IO devices, and the plant is being tested.
For testing, two key questions have to be solved:
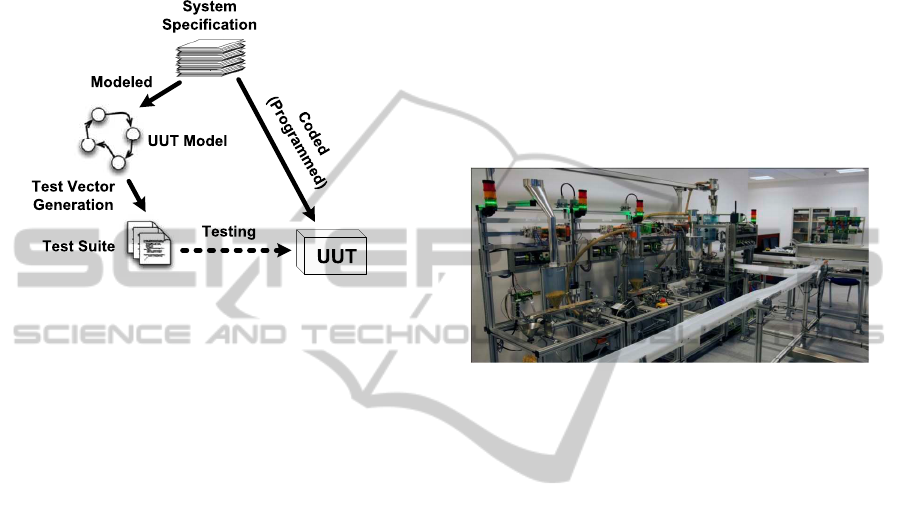
(i) Where do the test cases come from? and (ii) Who
defines whether a test case was successful or failed—
this is the so–called test verdict. Generally speaking
two solution approaches exist:
1-Model-Approach. 1–Model–Approach considers
AutomationML AS A BASIS FOR OFFLINE - AND REALTIME-SIMULATION - Planning, Simulation and Diagnosis of
Automation Systems
365
one model for both test vector generation and code
generation for the UUT (e.g. PLC); the test verdict is
generated by comparing the test output with the pre-
diction of the UUT model. The key issue with this ap-
proach is: since the implementation and the test cases
are derived from the same model, only the code gen-
erator can be tested.
Figure 12: 2-Model-Approach.
2-Model-Approach. 2-Model-Approach (also see
figure 12) on the other hand considers a separately im-
plemented unit under test (UUT), i.e. the UUT in pro-
grammed using conventional programminglanguages
(e.g. IEC 61131 languages, in case of PLC) based on
an existing informal specification. In addition to this,
a specific formal testing model is developed based on
the same informal specification and is used for test
vector generation; the test verdict is created by com-
paring the test output with the prediction of this test
model. Since the generated vectors and the UUT code
are not derived from the same model, this approach
provides the necessary redundancy needed for testing.
For our HIL test we use the 2-Model-Approach.
Our prototypical HIL test bed consists of a manu-
ally programmed (e.g. using IEC61131) UUT and the
testing model. The test model can be obtained in two
ways:
(i) by making use of the modular separation con-
cept of AutomationML (as shown in figure 10) - i.e.
in this case the environment model (overall model mi-
nus UUT model) is also the testing model. The simu-
lation framework can then be used to simulate all the
individual components (For e.g. other PLC models,
IOs and plant models, etc.) of the test model. Such
a testing scenario results in a closed loop test of the
UUT.
(ii) by generating test vectors from a single au-
tomaton which is obtained by merging the automata
of all the individual components of the environmen-
tal model. Such a test model can be used for an open
loop test.
In both of the above two scenarios, the test model
is used as a bases to extract ‘abstract test input se-
quences’ (our publication (Kumar et al., 2010b) de-
tails on the algorithmic concepts of test extraction)
either for simulating the environmental model (closed
loop) or for test execution (open loop). These ex-
tracted input sequences are first serialized and then
built into appropriate industrial bus protocol frames
(in our case ProfiNet IO frames). The HIL sends
these sensor values to the UUT (PLC) at appropriate
times, simulating the actual execution environment of
the UUT taking the real time requirements into con-
sideration. After the UUT reacts to these inputs, the
outputs are constantly monitored and compared with
the results predicted by the testing model.
Figure 13: A model factory.
Empirical Results. The HIL framework was used
for both closed loop and open loop tests for our ini-
tial test studies using a MF shown in figure 13. This
plant is used to produce and pack up bulk goods (e.g.
popcorn). This modular plant comprises of 8 mod-
ules, e.g. a storage system, several transportation
systems, a weighing mechanism, a bottling station, a
robot, a heating facility, and a packaging module. The
automation solution comprises of several distributed
PLCs to control the plants, buses such as ProfiNet,
and approx. 250 sensor and actuator signals.
For the first results, we performed open loop test
with just 2 modules of the MF. To test the credibility
of the generated test vectors - 24 mutants (16 func-
tional (i.e. actuator errors) and 8 timing errors) were
introduced into the PLC control logic, which were
positively identified. A test model for closed loop test
with 2 modules of the MF were modelled using Mod-
elica FMUs; these FMUs were simulated using the
proposed simulation framework to imitate the execu-
tion environment of the PLC. Further, tests were con-
ducted for ideal plant scenarios and with 4 functional
and 2 timing errors; which were correctly detected by
the HIL framework. Table 1 summaries HIL test’s ini-
tial results. Even though, the first results are positive -
further studies are needed to check complex test sce-
narios; For e.g. including all 8 modules of the MF and
by including error with an exhaustive exploitation of
mutant sample space.
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
366
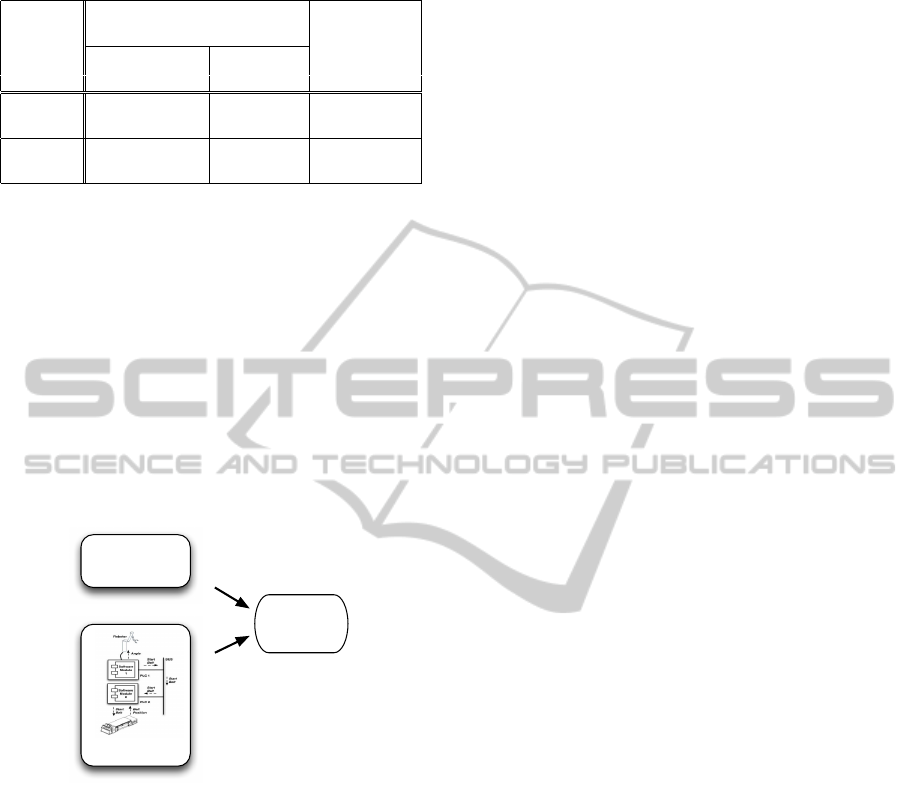
Table 1: HIL test results.
Type of Test
Inserted mutants
Detected mutants
Functional mutants Timed mutants
Closed Loop 4 2 6
Open Loop 16 8 24
4.5 Anomaly Detection
The detection of system deterioration and of non–
normal system behaviour will prove essential for the
improvement of system quality and reliability: Pro-
duction facilities could detect failures earlier and in-
spections can be planned whenever first sign of dete-
rioration appears.
The key idea is rather simple: Let M be a sys-
tem model which captures all fault relevant system
aspects; here we use the model from section 3. When-
ever M’s behaviour shows a discrepancy to the sys-
tem’s current behaviour, the user will be alarmed.
Discrepancy
Detection
System Model
System
Measurements
Simulation
Figure 14: Detection of system deterioration.
This can also be seen in figure 14: During the run-
time of the system, the simulations of the model M
are constantly compared to the system behaviour and
discrepancies are detected.
Generally speaking, the offline simulation from
section 4 can be used for the anomaly detection.
There are three main differences. The first one is, that
the simulation is slowed down, so that the clock in the
simulation matches the clock of the real world com-
munication system. The second difference is, that a
specialised simulation component is used, which is
able to read all process data (inclusive time stamps)
from a real plant. The third difference is, that the sim-
ulated process data and the real world process data are
compared in every single simulation step. The idea is,
that if the simulated process data are different to the
real world process data, an anomaly is supposed to be
detected (compare (Supavatanakul et al., 2006)).
This approach is currently tested for the appli-
cation of anomaly detection: The predictions of the
model are compared to measurements from the real
plant; if a discrepancy occurs, an anomaly is sig-
nalled. For this, the MF discussed in section 4.4 is
used.
For a first verification of the approach, we only use
3 of the plant modules and we define 3 types of errors:
a blocked sensor, a sensor communication error, and a
deteriorationeffects of a conveyer belt. Then, for each
of the 4 cases (3 errors, one OK case), we recorded 30
production cycles and tried to detect the errors. All
errors have been identified correctly.
5 CONCLUSIONS
Even though the development of the PIM editor and
the Simulation Framework is still in progress, this
software tool chain already enables a user to create an
abstract and modular PIM model of a productionplant
and to store it in an AutomationML based file for-
mat. AutomationML is well suited for this purpose,
because of its hierarchical CAEX structure and its ex-
tendable interface concept. These interfaces are cur-
rently used to describe the behaviour of the individual
components in the plant model by state automatons
as (self executing) FMUs, but the modular concept of
Simulation Components also allows for different ap-
proaches.
The usage of the FMI is at the moment a neces-
sary requirement to execute these automatons in the
Simulation Framework. The Simulation Framework
reads the required communication connections from
the AutomationML plant model and instantiates all
needed Simulation Components with the correspond-
ing in- and output lists of process data. The process
data then are managed by the Process Data Manager,
which enables the individual Simulation Components
to communicate among each other, and which pro-
vides them with the process data appropriate to the
clock of the corresponding components.
For a demonstration purpose, this tool chain al-
ready had been used for the offline simulation of a
production plant, a HIL test of a single component (a
PLC) and for the anomaly detection (diagnosis) in an
operating production plant. Future work will extend
the PIM editor with the functionality of mapping real
hardware to the model. As a result, the editor will be
a PIM/PSM editor then.
AutomationML AS A BASIS FOR OFFLINE - AND REALTIME-SIMULATION - Planning, Simulation and Diagnosis of
Automation Systems
367

REFERENCES
Allen, P., editor (2002). The OMG’s Model Driven Architec-
ture, volume XII of Component Development Strate-
gies, The Monthly Newsletter fromthe Cutter Informa-
tion Corp. on Managing and Developing Component-
Based Systems.
Alur, R., Courcoubetis, C., Halbwachs, N., Henzinger,
T. A., Ho, P.-H., Nicollin, X., Olivero, A., Sifakis, J.,
and Yovine, S. (1995). The algorithmic analysis of
hybrid systems. THEORETICAL COMPUTER SCI-
ENCE, 138:3–34.
Brecher, C., Fedrowitz, C., Herfs, W., Kahmen, A., Lohse,
W., Rathjen, O., and Vitr, M. (2008). Durchg¨angiges
Production Engineering Potenziale der digitalen Fab-
rik. In Brecher, C., Schmitt, F. K. R., and Schuh,
G., editors, Wettbewerbsfaktor Produktionstechnik:
Aachener Perspektiven. Aachen AWK.
DASSAULT SYSTEMES (2011). Dymola. http://
www.dymola.com.
Drath, R., Weidemann, D., Lips, S., Hundt, L., L¨uder, A.,
and Schleipen, M. (2010). Datenaustausch in der An-
lagenplanung mit AutomationML. Springer.
Gall, H. (2008). Functional safety IEC 61508 / IEC 61511
the impact to certification and the user. In AICCSA
’08: Proceedings of the 2008 IEEE/ACS Interna-
tional Conference on Computer Systems and Applica-
tions, pages 1027–1031, Washington, DC, USA. IEEE
Computer Society.
Graeser, O. and Niggemann, O. (2009). Planung
der
¨
Ubertragung von Echtzeitnachrichten in Netzw-
erken mit Bandbreitenreservierung am Beispiel von
Profinet IRT. In Echtzeit 2009 - Software-intensive
verteilte Echtzeitsysteme GI-Fachauschuss, Boppard,
Germany.
IEC 62424 (2008). Festlegung f¨ur die Darstellung von Auf-
gaben der Prozessleittechnik in Fliessbildern und f¨ur
den Datenaustausch zwischen EDV-Werkzeugen zur
Fliessbilderstellung und CAE-Systemen.
Khronos Group (2011). Collada - 3d asset exchange
schema. http://www.khronos.org/collada/.
K¨uhn, W. (2006). Digital factory: simulation enhancing
the product and production engineering process. In
WSC ’06: Proceedings of the 38th conference on Win-
ter simulation, pages 1899–1906. Winter Simulation
Conference.
Kumar, B., Niggemann, O., and Jasperneite, J. (2010a).
Statistical models of network traffic. In International
Conference on Computer, Electrical and Systems Sci-
ence.
Kumar, B., Niggemann, O., and Jasperneite, J. (2010b).
Test generation for hybrid, probabilistic control mod-
els. In Entwurf komplexer Automatisierungssysteme
(EKA 2010). Magdeburg, Germany.
Mellor, S., Scott, K., Uhl, A., and Weise, D. (2004). MDA
Distilled: Principles of Model-Driven Architecture.
Addison Wesley.
Microsoft (2011). Managed extensibility framework.
http://mef.codeplex.com/.
Modelica Association (2011). Modelica. https://
www.modelica.org/.
Modelisar project (2011). Functional mock-up interface.
http://functional-mockup-interface.org/.
MSDN (2011). Visual studio visualization and modeling
sdk. http://code.msdn.microsoft.com/vsvmsdk.
Niggemann, O. and Otterbach, R. (2008). Durchge-
hende Systemverifikation im Automotiven Entwick-
lungsprozess. In Tagungsband des Dagstuhl-
Workshops Modellbasierte Entwicklung eingebetteter
Systeme IV (MBEES), Schloss Dagstuhl, Germany.
Niggemann, O. and Stroop, J. (2008). Models for model’s
sake: why explicit system models are also an end
to themselves. In ICSE ’08: Proceedings of the
30th international conference on Software engineer-
ing, pages 561–570, New York, NY, USA. ACM.
PLCopen (2011). http://www.plcopen.org/.
PNO (2007). Profinet specification iec 61158-5-10 (v2.1).
Sproston, J. (2000). Decidable model checking of proba-
bilistic hybrid automata.
Stein, S., K¨uhne, S., Drawehn, J., Feja, S., and Rotzoll, W.
(2008). Evaluation of OrViA Framework for Model-
Driven SOA Implementations: An Industrial Case
Study. In 6th International Conference on Business
Process Management, Milan, Italy.
Steiner, P. and Schmidt, F. (2003). Anforderungen und
Architektur zuk¨unftiger Karosserieelektroniksysteme.
In VDI Berichte Nr. 1789.
Strasser, T., Sunder, C., and Valentini, A. (2008). Model-
driven embedded systems design environment for the
industrial automation sector. In Proceedings of the
6th IEEE International Conference on Industrial In-
formatics, Daejeon, South Korea.
Streitferdt, D., Wendt, G., Nenninger, P., Nyssen, A., and
Lichter, H. (2008). Model driven development chal-
lenges in the automation domain. In Computer Soft-
ware and Applications, 2008. COMPSAC ’08. 32nd
Annual IEEE International, pages 1372–1375.
Supavatanakul, P., Lunze, J., Puig, V., and Quevedo, J.
(2006). Diagnosis of timed automata: Theory and
application to the damadics actuator benchmark prob-
lem. Control Engineering Practice, 14(6):609–619.
Szulman, P., Assmann, D., Doerr, J., Eisenbarth, M., Hefke,
M., Soto, M., and Trifu, A. (2005). Using ontology-
based reference models in digital production engi-
neering integration. In Proceedings of the 16th IFAC
WORLD CONGRESS, Prague.
ICINCO 2011 - 8th International Conference on Informatics in Control, Automation and Robotics
368
