
ASSESSING THE IMPACT
OF INTEGRATING A MES TO AN ERP SYSTEM
Young B Moon, Varun Bahl
Institute for Manufacturing Enterprises
Department of Mechanical, Aerospace and Manufacturing Engineering
Syracuse University,USA
Keywords: Enterprise Resource Planning (ERP), Manufacturing Execution
Systems (MES), Production Lead Time
Determination, Simulation.
Abstract: Despite the claims by software vendors on positive valu
es of an integrated MES and ERP system, there has
been no systematic study conducted to assess and evaluate the impact of such an integrated system on shop
floor operations. This paper presents a simulation study to evaluate the impact of the MES integration with
the ERP system on production lead times. First, we describe a methodology of using a discrete event
computer simulation to address an inherent problem of the Enterprise Resource Planning (ERP) system of
handling uncertainties and unexpected events. Then, simulation study results comparing the performances
of a manufacturing system with MES and a manufacturing system without MES are presented. The
evaluation metric used in this simulation is the production lead time. However, the results obtained in this
study can be expanded to more general situations with different evaluation metrics.
1 INTRODUCTION
The MES system (MESA 1997) is considered as a
solution that completes an integrated information
system in an entire supply chain by providing real
time information on the shop floor to the ERP
system. Many benefits obtained from connecting the
MES system to the ERP system arise from the
synchronization of data and business processes
encompassing from the shop floor to the top floor of
an enterprise. Indeed large numbers of articles have
been published to report the merits of the integrated
MES system with the ERP system. However, these
articles tend to describe the benefits of MES in a
qualitative manner. (Reed 2001: Ake 2003)
In this paper the impact of MES is evaluated
q
uantitatively and systematically. Simulation models
have been constructed to compare the performance
measures between two systems, one with the MES
capabilities and other without MES. The evaluation
metric used in this simulation is the production lead
time. However, the results obtained in this study can
be expanded to a more general situation with
different evaluation metrics.
1.1 ERP
The Enterprise Resource Planning (ERP) System
(Fortu 2002) is a software system to support and
automate the business processes of an enterprise,
which spans across various functional departments
such as manufacturing, distribution, personnel,
project management, payroll, and financials. The
ERP systems identify and plan the enterprise-wide
resources needed to take, make, and distribute for
customer orders.
The implementation and maintenance of the ERP
sy
stems is very high, typically ranging between 15
to 50 million dollars. Therefore, the project of
implementing an ERP system is typically the biggest
single project that an enterprise launches in its
lifetime. Despite its high implementation and
maintenance cost, the ERP System has become the
de facto solution in industry to deploy enterprise-
wide information system.
However, the ERP systems have a few serious
li
mitations. First of all, current ERP systems are
built for transaction book-keeping purposes as
opposed to decision making purposes. Transaction
systems are good at monitoring events, but they are
not designed to help the decision-making process.
300
B Moon Y. and Bahl V. (2005).
ASSESSING THE IMPACT OF INTEGRATING A MES TO AN ERP SYSTEM.
In Proceedings of the Seventh International Conference on Enterprise Information Systems, pages 300-304
DOI: 10.5220/0002538403000304
Copyright
c
SciTePress

Second, the ERP systems are not capable of
handling the uncertainties and unexpected events
because the original MRP (Materials Requirement
Planning) logic is still in core. The MRP system
recognizes the differences between independent and
dependent demands. Through a simple logic and
with aid of a computer, the MRP system can
generate a list of material requirements for all the
subassemblies and components. However, the
simple logic has a couple of strong assumptions: (i)
unlimited capacity on the shop floor and (ii) non-
stochastic worldview. The capacity assumption is
addressed to some degree in the ERP system through
a feedback mechanism. Yet, the inability in handling
stochastic situations continues in the ERP systems.
Third, even though there are provisions for taking
real-time data from shop floor, the ERP system
needs additional external systems or devices such as
Manufacturing Execution System (MES) to actually
monitor and collect real-time data.
1.2 MES
The Manufacturing Execution Systems (MES)
provide up-to-the-second critical data about
production activities across the factory and supply
chain via communications networks. The MES can
assist in the decision making processes for an
enterprise by providing real time aspects of the
entire manufacturing process. The MES
accomplishes this task by guiding, initiating,
responding to, and reporting on plant activities in
real time, by using current and accurate data. The
MES can help reducing cycle times, levels of Work
in Progress (WIP), data entry time, paperwork and
scrap through the improvement in utilization of plant
capacity, process control quality, arrangement of
plant activities, tracking of orders and customer
service. (Choi 2002: Feng 2000)
The MES acts as an interface between the
planning level (ERP) and control level (shop floor)
by sending critical real time information to plant
managers. Overall it helps in integrating the entire
supply chain by bringing the shop floor closer to the
enterprise which helps the shop floor to become
more responsive to the business needs.
2 PROBLEM DEFINITION
The main objective of the research presented in this
paper is to assess and evaluate the impact of MES on
an enterprise. We start with a Null hypothesis that
the MES has no impact on the operations of the
enterprise. The alternative hypothesis is that the
MES affects the performance by optimizing the
resources. On the basis of the simulation models the
null hypothesis is tested and the comparative
performance measures are used in making the
conclusion so as to accept the null hypothesis or not.
Though we have a reasonable conjecture that real
time information will make the production system’s
operation more efficient, we want to quantify these
benefits. We analyze this impact of the MES' on an
enterprise by simulating two manufacturing systems,
one with MES capabilities and the other without
MES.
Even though performance measures can be
several including cycle time, WIP inventory,
resource utilization or others, we focused on the
production lead time in our initial study reported
here.
3 A METHODOLOGY FOR LEAD
TIME DETERMINATION
Before we begin the simulation study, we need to
address the problem of the ERP system associated
with its non-stochastic nature. Again, we focus on
the production lead time in this paper.
The lead time for a product is specified as a
fixed, deterministic number in the ERP systems.
However, the actual lead time in the shop floor
varies significantly due to the variances in individual
processing times and a queue in front of a highly
utilized workstation. Such variances are modeled in
a simulation model and their results are fed back to
the ERP system to determine the most appropriate
lead times. The procedure employs bi-directional
feedback between the non-stochastic ERP system
and the discrete event simulation model until a set of
converged lead times is determined.
3.1 The Simulation Model
The ERP systems contain much of the
manufacturing relevant data, so their databases can
serve as data depository for simulation models.
The first step involves feeding the data stored in
an ERP system to the pre-built simulation model.
The simulation model reflects a rather long-term
description of the shop floor. An interface to directly
read the data stored in the ERP database has been
designed which would result in an automated update
of the simulation model. The production data could
be read into the simulation model at specific
predefined intervals (e.g. hourly, end of the shift,
daily, etc). This enables the simulation model to
effectively simulate a near “real-time” production
ASSESSING THE IMPACT OF INTEGRATING A MES TO AN ERP SYSTEM
301

environment and to automatically update the
necessary data.
The second step requires the incorporation of
the current shop floor status into the simulation
model. A production data acquisition system can be
utilized for this purpose, such as the MES to trace
the current state of a shop floor. The necessary input
or the company specific strategies are stored in
additional databases or ERP database extensions.
From an ERP system and/or additional databases
connected to the PDA (Production Data Acquisition)
system, we extract all the necessary data to update
the simulation models.
The third step is to run the simulation model to
estimate an expected production lead time. A base
model is developed by a simulation expert in
advance, which only needs to be populated with up-
to-date data from the ERP system and other data
from the shop floor. The data included in the
simulation model are resources, product orders and
parameters, current production state for each order
and each resource, shift system and working
calendar, and maintenance intervals. The template
model can be adapted in special cases to implement
additional strategies. A simulation run generates an
event list that is finally returned to the ERP system
with other relevant data.
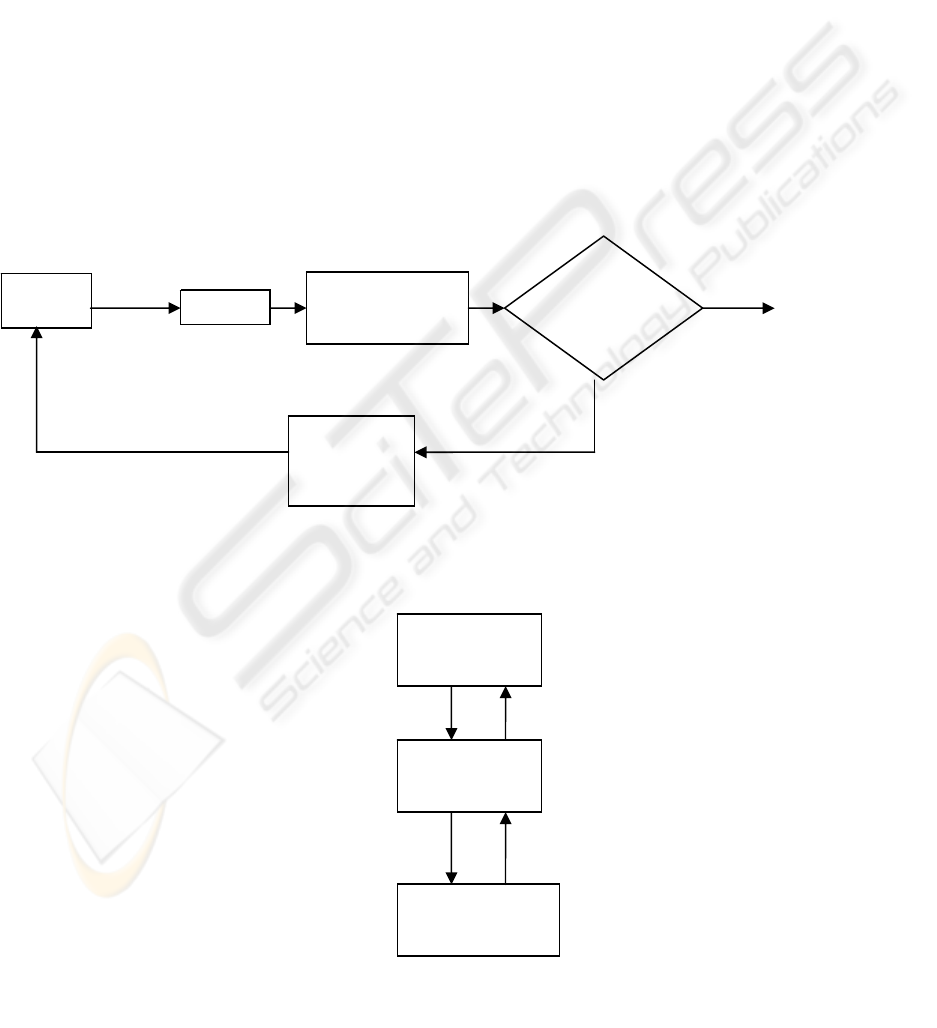
3.2 The Iterative Procedure
The feedback routine follows two steps. The initial
lead times originally defined in the ERP system for
the products are used as a starting point. Based on
those initial data, the ERP software would make a
MRP run. This schedule is then fed into the
simulation software to check the validity of the MRP
run in the current shop floor conditions. Ideally the
flow times obtained by the simulation software
should be close to the initial lead times. If not,
changes are required in the parameters of the
production schedule.
The first step is at a macro level and involves
increasing the lead time by a predetermined amount
of time. This is done to take into account an
“allowance factor” for delays. The updated lead
times are fed into the ERP and another MRP run is
then made. If the two lead times are comparable then
we conclude that we have reached an optimal
schedule.
Otherwise we need to move onto the second
step which is at a micro level. It may not be always
possible to increase the lead time by more than a
certain amount of time because the job should not be
finished too late. In such cases we would need to
change some other parameters to ensure that the job
gets completed near on time. The following factors
can be changed:
* Overtime - Machine hours
* Overtime - Labor hours
* Priority for a particular product - Rush Job
The results are automatically fed back into the
ERP system. Once the lead times reach the same
values from the ERP system and the simulation, they
are accepted as realistic lead times.
4 RESULTS
MES’s impact on an enterprise is studied with the
help of the simulation models developed using
ARENA 7.0 software. For comparison purposes, two
manufacturing systems are modelled, one with MES
capabilities and the other without MES. The results
from these two models are compared on the basis of
the production lead time.
A basic scenario of a shop floor is simulated
using ARENA simulation software. We assume a
situation when one of the machines (say a lathe) on
the shop floor breaks down. One of the main
capabilities of MES is to reroute the parts to other
machine to optimize the shop floor resources and
reduce the lead time and inventory. To include this
capability in the model with MES we reroute the
parts through the parallel connected lathe 2 when the
lathe 1 breaks down. MES is able to perform this
rerouting because of its real time connection with
the enterprise level. This timely information about
the machine failure generates an optimum route of
the parts to optimize the parameters. For analysis we
run 10 replication of 1 day length and compare the
results of the two simulation models.
After analyzing the comparative performance
measures we observe that the cycle times for the
MES model are significantly lesser than the normal
model (without MES) for each replication which
supports the fact that Manufacturing Execution
Systems brings improvement on the lead time of the
system. Also the queue length or the number of parts
waiting for the lathe 1 (failed Lathe) indicates that
MES is able to reroute the parts to the other lathe
when lathe 1 fails. This capability of MES helps in
reducing the WIP inventory & leads to roper
resource utilization.
5 CONCLUSION
Based on the comparative performance measures we
can safely reject the null hypothesis and conclude
ICEIS 2005 - DATABASES AND INFORMATION SYSTEMS INTEGRATION
302
REFERENCES
that MES plays an important role in reducing the
lead time of a manufacturing system. The results
show that the production lead time in a system is
reduced by more than 60% by including MES
solutions in the production system. On the basis of
all these results, we conclude that MES makes a
significant impact on an enterprise.
Ake, K. 2003. ERP to MES integration: An integral key to
an Effective Supply Chain, Available in
www.entegreat.com.
Choi, B.K & Kim, B.H. 2002. MES architecture for FMS
compatible to ERP, International Journal of Computer
Integrated Manufacturing, 15(3): 274-284.
Some of the other benefits introduced by MES
are reduced WIP inventory and better resource
utilization. Using the simulation models we
demonstrated that MES has significant potential to
impact the supply chain and to make it more
efficient. MES forms a critical link between the ERP
and shop floor.
Feng, S.C. 2000. Manufacturing Planning and Execution
Software Interfaces .Journal of Manufacturing
Systems 19(1): 1-17.
Fortu, T. 2002. Enterprise Resource Planning –
Integration with Automation Systems, Master’s Thesis,
Helsinki Institute of Technology, Helsinki, Finland.
The presented research framework and
methodology can easily be expanded to more
complex manufacturing systems or an entire supply
chain. Other performance metrics can be included in
the future study.
MESA 1997. MES Explained: A High Level Vision (White
Paper).Pittsburgh, PA, MESA international.
Reed, R. 2001. Aligning the plant floor to the board room.
IIE Solutions.33: 34-47.
ERP
MRP
SIMULATION
MODEL
CHECK
LEAD
TIME
UPDATE
LEAD
TIME
Data
Different
Lead time
Figure 1: Lead time calculation
Comparable
to ERP
OPTIMAL
SCHEDULE
MES
SHOP FLOOR
Optimal Schedule with
downtime for machine
failure
Updated Schedule
ERP
Real time shop
floor status
Machine breakdown
notification
Figure 2: Simulation model with MES capabilities
ASSESSING THE IMPACT OF INTEGRATING A MES TO AN ERP SYSTEM
303
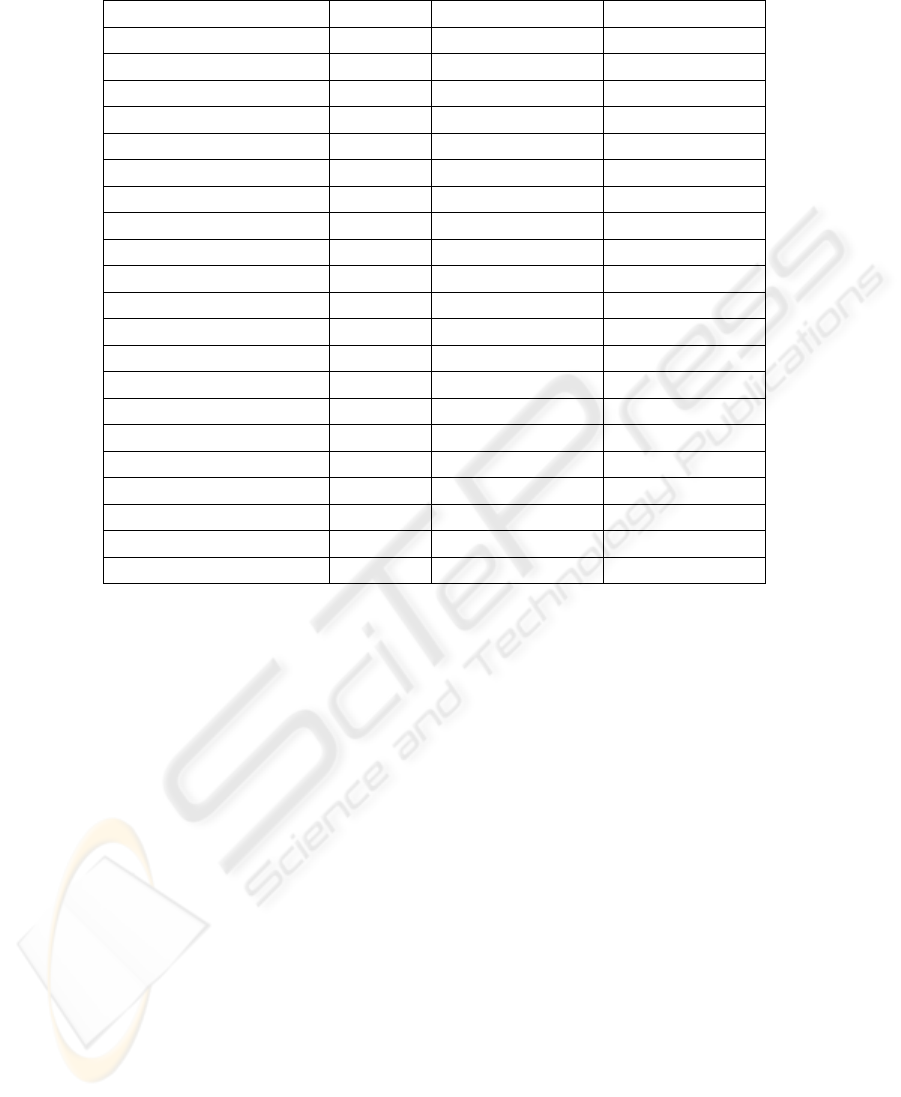
Table 1: Experimental Results
Normal Model MES Model
Cycle Times (in mins.)
Rep. 1 223.74 135.01
Rep. 2 281.95 111.05
Rep. 3 223.41 128.41
Rep. 4 194.36 172.56
Rep. 5 220.79 177.23
Rep. 6 236.91 211.29
Rep. 7 191.91 96.92
Rep. 8 203.86 146.65
Rep. 9 161.52 139.32
Rep. 10 231.68 219.4
Queue Lengths
Assembler 20.58 23.37
Inspector 0 0.01
Lathe 2 0.1 0
Lathe 1 15.93 0.78
Resource Utilization
Assembler 0.84 1
Inspector 0.54 0.66
Lathe 2 0.25 0.68
Lathe 1 0.32 0
ICEIS 2005 - DATABASES AND INFORMATION SYSTEMS INTEGRATION
304
