
Fuzzy Controller for Flatness Based on Neural
Network Pattern-recognition
Jian-chang Liu and Zhu Wang
(School of Information Science and Endineering, Northeastern University, Shenyang
110004, China. Correspondent: Liu Jianchang,
Abstract: A pattern-recognition method for flatness defect based on CMAC
neural network is proposed, and a flatness fuzzy controller based on the
pat-
tern-recognition
results is designed in this paper. Pattern-recognition and con-
troller are designed into a single unit, in which CMAC recognizes the member-
ship grade relative to six basic modes of common flatness defect and realizes
the seeking function of the membership grade as the forepiece of the fuzzy con-
troller for flatness directly. Through analyzing the characteristics of the flatness
defect, the fuzzy set is defined reasonably, which has greatly reduced the calcu-
lation amount of fuzzy reasoning. The result of simulation shows that the pat-
tern -recognition method of flatness offers high recognizing precision, the de-
signed fuzzy controller for flatness can control the flatness defect to expected
goal fleetly and the performance of flatness control is fine
.
1 Introduction
Flatness control system is a multivariable, strong-coupling, and nonlinear control
system, for which the traditional control algorithm cannot meet the ends
[1]
. For artifi-
cial intelligence technology can deal with nonlinear and indeterminacy problems, it
has become more and more popular in practice with the development of the knowl-
edge processing technology. Recently, the artificial intelligence technology has made
good winning in the application of the flatness control [2-5].
Nowadays, Neural Network(NN) is tried in the flatness pattern recognition, which
takes the flatness defect of the measurement section along the strip width as the input
of NN and the basic pattern membership grade of the flatness defect as the output.
The input of this method is so many and the structure of the network is so complex,
that the amount of NN learning work is increased, in addition the strips with different
width need different topological structures of network, as a result the method does not
have good versatility and practicability [6,7].
A pattern-recognition controller based on CMAC neural network is proposed in this
paper. Introducing actual flatness defect and six basic mode of common flatness de-
fect, Euclidean distance of which is used to express what need to be recognized in
which CMAC recognizes the membership grades relative to six basic mode of com-
mon flatness defect and realizes the seeking function of membership grade as the
forepiece of fuzzy controller for flatness directly. The result of simulation shows that
Liu J. and Wang Z. (2005).
Fuzzy Controller for Flatness Based on Neural Network Pattern-recognition.
In Proceedings of the 1st International Workshop on Artificial Neural Networks and Intelligent Information Processing, pages 42-51
DOI: 10.5220/0001191600420051
Copyright
c
SciTePress

the pattern-recognition method of flatness offers high recognizing precision, the de-
signed fuzzy controller for flatness can control the flatness defect to expected goal
fleetly and the performance of flatness control is fine.
2 A Pattern-recognition Based on CMAC Neural Network
2.1 Method of Flatness Pattern-recognition
During the strip production, there are many factors acting on flatness so that the flat-
ness pattern-recognition is of great importance in flatness control. No other than rec-
ognizing all kinds of characteristic information, could we have bases to determine the
flatness control strategy; otherwise all the things would be mixed together, what is
worse, the actuator would operate by mistake, sequentially, the quality of flatness
would be affected.
Task of flatness pattern-recognition is, through recognized flatness defect that flatness
meter measured
i
σ
∆ (1,2im= " , m is the number of measuring section), to distin-
guish with the mode of the strip common flatness defect and help controller make
sure flatness control strategy. The paper defined six basic mode of common flatness
defect as basic mode, according to flatness control function of the mill, technology
and control requires. The result of flatness pattern-recognition is the membership
grade that discrete flatness defect
i
σ
∆
is contrast to different basic mode of common
flatness defect.
During strip production, flatness measuring meter gets the distribution of strip tension
that is in the direction of transverse
i
T ,and the object of flatness pattern-recognition is
flatness defect
i
σ
∆
.Essence of flatness defect is that distribution of strip tension in the
direction of transverse is disproportion, therefore
i
σ
∆
can be expressed as:
T
i
R
ii
σσσ
−=∆ ,
(1)
TT
i
R
i
−=
σ
.
(2)
where
T
i
σ
— goal flatness;
R
i
σ
— actual flatness expressed by tension difference;
i
T —actual tension of No.i measuring section, mi ",2,1
=
;
T
—actual average ten-
sion.
The paper defined six basic mode of common flatness defect, such as left wave, right
wave, central wave, bilateral wave, quartered wave, and anti-quartered wave.
The basic mode curves of common flatness defect are defined as Legendre polyno-
mial, which is defined as the integral of flatness defect is 0 in the direction of strip
width and six basic modes of common flatness defect are orthogonal intersection.
Particularity of flatness pattern-recognition has the requirements, such as:
(1) The total monoid of flatness pattern-recognition, such as the number of standard
sample N and the basic mode that is expressed by standard sample, is determi-
nate. The classification of mode that has a tutor should be estimated
43
(2) The flatness pattern-recognition is on-line running, so the operating speed must
be millisecond degree in order to satisfy the requirement of real-time control.
The conventional flatness signal process method is least-squares procedure. This
method has the defects that could not determine the degree of approximation, the
accuracy of approximation is limited and the physical conception of regression coef-
ficient is indefinite in order not to express the value of actual flatness defect defi-
nitely. It could not satisfy the requirements of flatness control, which demands high
accuracy and complicated control strategy. Therefore, it is necessary to find new
method.
2.2 Model Design of CMAC Flatness Pattern-recognition
The basic thinking of CMAC NN is to learn eigen approximate value of system. Then
it generates right control signal. The eigen approximate value of system is based on
learning of the result that input and output data are gradually observed. Therefore,
CMAC NN is more suitable for flatness pattern-recognition.
(1) Design of input parameter
The paper uses the Euclidean distance [8] to express the flatness to be identified.
Namely takes the Euclidean distance between the actual flatness sample and the six
basic mode of common flatness defect as the input of the network. It simplifies the
structure of the network and ensures the effectivity of network-topological when the
width of the strip changes.
Suppose that the actual detected sample to be identified was normalized
as
()
)(),2(),1( mY
σ
σ
σ
"= ,6 standard samples were normalized as
()
)(),2(),1( mY
kkkk
σ
σ
σ
"= ( 62,1 "
=
k ), then the Euclidean distance between the
sample Y to be identified and k standard sample Y
k
is as follows:
()
∑
=
−=−=
m
i
kkk
iiYYD
1
2
)()(
σσ
.
(3)
Normalized as:
∑
=
k
k
k
D
D
DD
; k=1,2…6 .
(4)
Take
k
DD as the input of CMAC network, then recognize the pattern by network
learning.
(2) Design of output parameter
The six basic modes of common flatness defect included 3 pairs of reciprocal relation
mode, such as left wave and right wave, central wave and bilateral wave, quartered
wave and reverse quartered wave. According to the actual flatness during operation
of rolling, the reciprocal relation modes of the six basic modes of common flatness
defect could not exist at the same time. Therefore the output layer of CMAC NN has
44

three output points, which can correctly express the membership grade of each basic
mode.
Suppose the output of 3 pairs of reciprocal relation mode in responding to CMAC
NN is
21
,
µ
µ
and
3
µ
respectively, and when
21
,
µ
µ
and
3
µ
is positive, it represents left
wave, central wave and quartered wave respectively; when
21
,
µ
µ
and
3
µ
is negative,
it represents right wave, bilateral wave and reverse quartered wave respectively.
(3) The procedure of CMAC flatness pattern-recognition
1) Measure the distributed value of strip tension T
i
(i=1,2…m);
2) Calculate actual remainder tension
TT
i
R
i
−=
σ
;
3) Calculate value flatness defect
T
i
R
ii
σσσ
−=∆ , calculate maximum value flatness
defect
i
σ
∆max ;
4) Normalize flatness error:
i
i
i
σ
σ
σ
∆
∆
=∆
max
0
;
5) Calculate the normalized Euclidean distance DD
k
(k=1,2…6) between
0
i
σ
∆ and
basic flatness modeY
k
, take it as the input of the CMAC NN;
Obtain the corresponding normalized network output:
21
,
µ
µ
and
3
µ
.
3 Fuzzy Controller Based on the Flatness Defect Pattern-
Recognition
In this paper, six-roll cold rolling mills was studied. Flatness control method included
work roll bender, intermediate roll bender and support roll screw down levelling.
Different flatness control method was used to eliminate different flatness defect, such
as intermediate roll bender was used to eliminate central wave, work roll bender was
used to eliminate positive quartered wave and negative quartered wave, support roll
screw down levelling was used to eliminate side wave, and so on. To eliminate the
un-disciplinarian remainder flatness defect, spot coolant jetting was used, which is
not included in this paper.
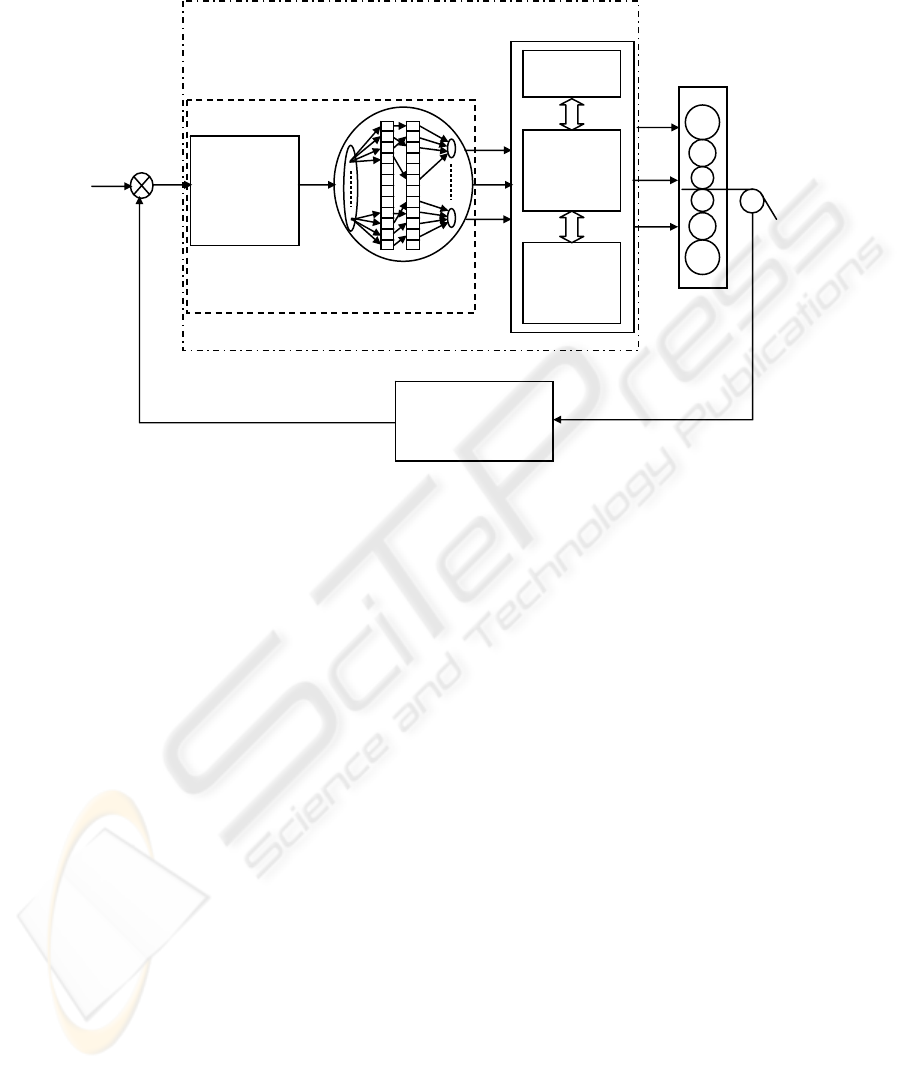
The structure diagram of fuzzy controller based on the flatness defect pattern recogni-
tion results is shown in Fig. 1.
Where, F
w
,F
i
, and F
t
——the controlled variables of work-roll bender, intermediate
roll bender and support roll screw down levelling respectively; T
i
(i=1,2…m)——the
actual tensile stress for the measuring section i.
The membership grade of the actual flatness defect relative to the six flatness defect
basic patterns can be used as fuzzy controller foreside to solute membership grade by
membership function. Actuater control value can be obtained through fuzzy reasoning
and fuzzy solution from recognition results.
45
There are three flatness defect model membership grades of CMAC network output,
which express six flatness pattern membership grade because of the existence of the
positive and negative, so there must be three zeros. It needs to have many parameters
of fuzzy control such as input variable, fuzzy set of input variable, membership func-
tion, output variable and fuzzy set of output variable and so on, the membership func-
tion has been realized by neural network, so the others need to be defined.
The goal of fuzzy control is to eliminate flatness defect, so the flatness defect
σ
∆ can
be defined as input variable, six flatness defect basic modes can be defined as six
fuzzy sets, actuater control variable as output variable, in the same way, output vari-
able includes six fuzzy sets. It needs to be noticed that the fuzzy sets relative to the
different control method are different.
Intermediate roll bender is more useful to eliminate double side wave and central
wave, less useful to eliminate positive quartered wave and negative quartered wave,
and almost useless to eliminate single side wave. Five fuzzy sets are defined, double
side wave is PB(positive big),central wave is NB(negative big),negative quartered
wave is PS(positive small ),positive quartered wave is NS(negative small), left side
wave and right side wave are ZE(zero).There is something to be noticed that left side
wave and right side wave are combined as one fuzzy set ZE. In the same way, there
are five fuzzy sets of control variable .The fuzzy reasoning rules are as follows:
If
σ
is NB, then
i
F is NB;
If
σ
is NS, then
i
F is NS;
If
σ
is ZE, then
i
F is ZE;
∑
∑
Euclidean
distance
computing
repositor
fuzzy-
deducing
defuzzi-
fication
actual flatness
computing
CMAC NN
flatness pattern recognition
control deducing
flatness fuzzy controller
+
-
T
i
σ
R
i
σ
i
σ
∆
DD
k
1
µ
2
µ
3
µ
F
t
F
i
F
w
flatness
roll
rolling
mill
Fig. 1. Flatness fuzzy controller based on CMAC pattern recognition
46

If
σ
is PS, then
i
F is PS;
If
σ
is PB, then
i
F is PB.
The result of neural network recognition is [
321
,,
µ
µ
µ
], if 0
2
>
µ
,then
2
µ
is the
membership grade of PB, the membership grade of NB is zero; if
0
2
<
µ
,then
2
µ
is
the membership grade of NB, the membership grade of PB is zero. Similarly, we can
get the membership grade of PS and NS based on
3
µ
.Because left side wave and right
side wave are the same fuzzy set ZE, so the membership grade of ZE is
1
µ
.
After the fuzzy sets and corresponding fuzzy reasoning rules are defined, fuzzy rea-
soning can be done. In the paper, control variable
i
F
′
can be obtained through de-
fuzzification using weighting average method, then multiplied by
i
σ
∆max
, in this
way, the actual change value
i
F of intermediate roll bender can be got. 0>
i
F , denote
that positive bender control value is
i
F ; 0
<
i
F ,denote that negative bender control
value is
i
F .
To work roll bender, negative quartered wave is defined as PB(positive big),positive
quartered wave is NB(negative big), double sides wave is PS(positive small), central
wave is NS(negative small),left side wave and right side wave is ZE(zero).The rea-
soning process of it is the same as intermediate roll bender.
For the particularity of fuzzy set and membership function definition, actuater control
variable can be obtained through weighting average defuzzification method:
(1) weighting average method
If the membership function of every fuzzy set of language variable Z is defined as
single point, then the fuzzy rules are:
R
i
: if x=A
i
and y=B
i
,then z=z
i
among which
()
niz
i
",2,1= is the real number value in domainZ[-1,1],if the mem-
bership grade of rule is
i
α
,then the result
0
z is:
∑
∑
=
=
=
n
i
i
n
i
ii
z
z
1
1
0
α
α
.
(5)
(2) Defuzzification method
Based on the particularity of the arithmetic in the paper, the output variable fuzzy sets
are defined as fuzzy single point function in domain
]1,1[
−
, the corresponding relation
are shown in table 1.
Therefore, different flatness defect corresponds to different membership grade com-
pounding, then the corresponding actuater control variable can be obtained based on
fuzzy rules and defuzzification method.
47
Table 1. Corresponding value of fuzzy set and single point
Fuzzy set NB NS ZE PS PB
Fuzzy single point
value
-1 -0.5 0 0.5 1
Table 2. Relationship between fuzzy set and membership of IR bender
Fuzzy set NB
N
S
ZE PS PB
Grade of member-
ship
0.301
5
0
0.296
1
0.402
4
0
Table 3. Relationship between fuzzy set and membership of WR bender
Fuzzy set NB NS ZE PS PB
Grade of member-
ship
0
0.301
5
0.296
1
0
0.402
4
For example, the maximum of real flatness defect is
I15max =∆
i
σ
at some time, the
output of CMAC neural network is [0.2961 -0.3015 0.4024], then the membership
grade denoting real flatness defect to left side wave is 0.2961, double sides wave is
0.3015and positive quartered wave is 0.4024,which is obtained through membership
grade linear combination of the three flatness basic modes. To work roll bender and
intermediate roll bender control, the relationship between flatness defect fuzzy set and
membership grade is shown in table 2 and table 3.
After the contribution of every rule is obtained, the next step is to get the output ac-
cording to fuzzy reasoning rules, that is to determinate the precise value of work roll
bender and intermediate roll bender control values respectively. The gravity model
approach method is used in the process, the results are as follows:
5045.115
04024.02961.003015.0
014024.05.02961.0005.03015.01
−=×
++++
×+×+×+×−×−
=
i
F
(kN)
7748.315
4024.002961.03015.00
4024.0105.02961.003015.05.001
=×
++++
×+×+×+×−×−
=
w
F
(kN)
4 Simulation Test
4.1 Simulation of Flatness Defect Pattern-recognition
Simulation-test using the CMAC model , is related in part two, simulation parameter
contains: the quantified degree of CMAC pattern-parameter R=20, receptive field
5C = ,study coefficient
7.0=
η
,physics memory space 4096
=
p
A , the member of
training sample
100=n ,the expected goal function
∑
=
−
==
n
i
i
eJ
1
42
10 ,the max step of
48

training 3000=S .
There is always some relict flatness defect in reality. In this case, whether the base
model flatness defect can be recognized exactly has become one of the standards,
which can judge the pattern-recognition method for flatness defect based on CMAC.
Here, the irregular disturbance Y
7
that is produced by random function is used to
simulate the relict flatness defect, which can be combined to flatness defect of basic
mode, and then be sent to CMAC recognition model. The results are shown in table 4.
Table 4. Recognizing result of flatness
Testing sample Expected output actual output
17
YYY=+
12
3
1, 0,
0
µµ
µ
==
=
12
3
0.9853, 0.0130,
0.0072
µµ
µ
==−
=
147
0.4 0.6YYYY=++
12
3
0.4, 0.6,
0
µµ
µ
==−
=
12
3
0.3956, 0.6143,
0.0225
µµ
µ
==−
=
257
0.7 0.3YYYY=++
12
3
0.7, 0,
0.3
µµ
µ
=− =
=
12
3
0.7109, 0.0103,
0.2963
µµ
µ
=− =−
=
367
0.1 0.9YY YY=++
12
3
0, 0.1,
0.9
µµ
µ
==
=−
12
3
0.0032, 0.1107,
0.8982
µµ
µ
=− =
=−
The result of simulation shows that the recognized precision of CMAC NN model is
higher, the capability of anti-interference is stronger. So it is an effective and feasible
method of intelligent recognition.
4.2 Simulation Test of Flatness Fuzzy Control
The flatness defect can be divided into two parts: symmetry and asymmetry. Take the
symmetry part as an example. The formula is as follow:
(
)
4
4
2
21
xxxy
λλ
+= .
(
6)
The flatness defect of thesymmetry part can be eliminated by work roll bender and
intermediate roll bender.
From the Fig.1, it can be seen that the maximum value of symmetry flatness defect
lies in the
1±
and
2
1
±
of strip regular width. Briefly, introduce symmetry flatness
parameter
2
A and
4
A to express the flatness defect. Define
2
A and
4
A as:
(
)
4212
1
λλ
+=±= yA ,
(
7)
4214
4
1
2
1
2
1
λλ
+=
⎟
⎠
⎞
⎜
⎝
⎛
±= yA .
(
8)
49
The procedures of simulation are as follows:
(1)
Get the expression of symmetry flatness defect through the flatness defect
σ
∆ to
be identified, then calculate
2
A and
4
A ;
(2)
Send input
σ
∆ to CMAC pattern-recognition network, then output is the mem-
bership grade of basic mode. After that, send the membership grade to flatness
fuzzy control algorithm, then the outputs are the control variables of work roll
bender and intermediate roll bender:
w
F and
i
F ;
(3)
The actuater eliminates the flatness defect according to
w
F ,
i
F and unit control
variable. Briefly, the effectiveness of unit control variable of the two benders can
be expressed by approximate linear model.
(4)
The remainder flatness defect is reverted to the flatness defect expression and
when
2
A and
4
A reach the expected goal, simulation is over. Otherwise it returns
to procedure 1 to continue next control period.
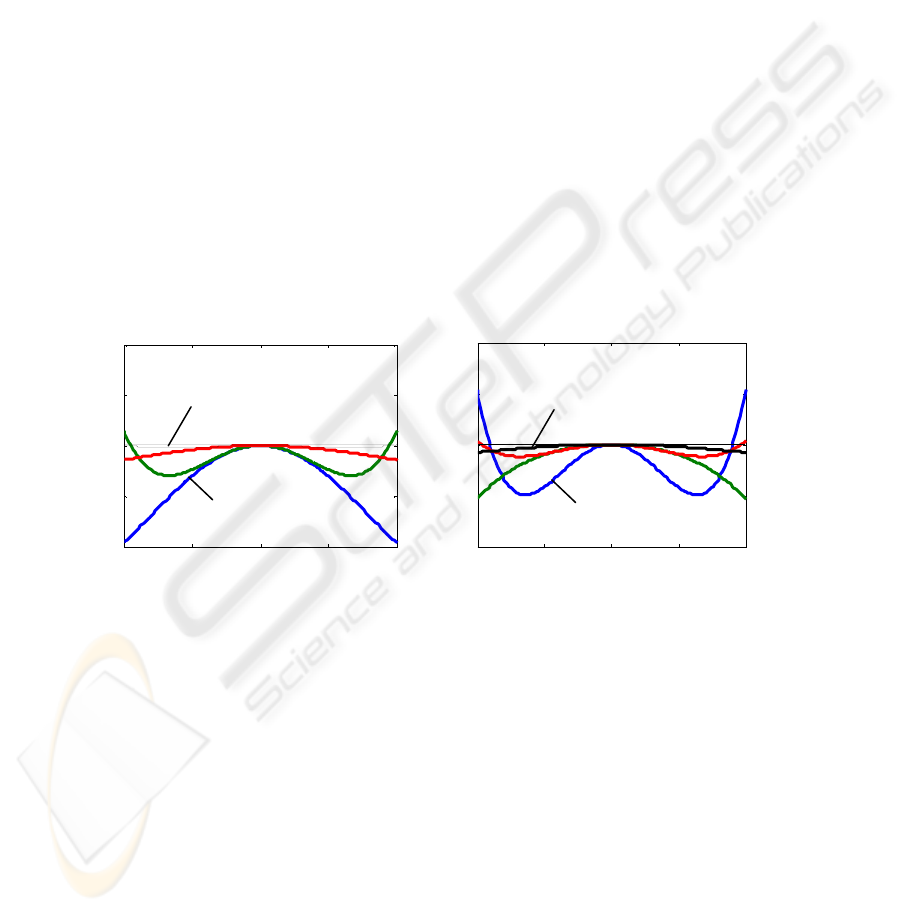
When
I3125.19
2
−=A , I2969.11
4
−=A , the actual flatness defect is center wave, the
terminating condition of simulation is that
2
A and
4
A are all less than I2
±
,the result
are in Fig.2.
When
I6875.10
2
=A , I4219.9
4
−=A , the actual flatness defect is quartered wave, the
terminating condition of simulation is that
2
A and
4
A are all less than I2
±
,the result
are in Fig.3.
-1 -0.5 0 0.5 1
-20
-10
0
10
20
-1 -0.5 0 0.5 1
-20
-10
0
10
20
where,
a is the curve of the actual flatness error, b is the curve of the final flatness
error disposed by fuzzy control. It can be seen that the maximum value of flatness
error in Fig.2 can reach the range of ±0.4I after 3 control periods; the maximum value
of flatness error in Fig.3can reach the range of ±1.6I.
The result of simulation shows that the designed fuzzy controller for flatness ex-
pressed in Fig.1 can control the flatness defect to expected goal fleetly, the precision
of flatness control can reach to ±2I and the performance of flatness control is fine.
b
a
b
a
flatness defect (I)
flatness defect (I)
Fig. 2. Simulation results of central wave
Fig. 3.
Simulation results of quartered wave
normalized stri
p
width
normalized stri
p
width
50

5 Conclusion
A pattern-recognition method for flatness defect based on CMAC neural network is
proposed, and a flatness fuzzy controller based on it is designed in this paper.
Through the analysis of flatness defect characteristic, the fuzzy set is defined ration-
ally, which have reduced the calculation amount of fuzzy reasoning greatly. Pattern-
recognition and controller are designed to be combined into a single unit, in which
realize the seeking function of membership graded as the fore piece of fuzzy control-
ler for flatness directly. At the same time, rationally design the fuzzy controller. The
result of simulation shows that the pattern -recognition method of flatness offers high
recognizing precision, the designed fuzzy controller for flatness can control the flat-
ness defect to expected goal fleetly, the precision of flatness control can reach to ±2I
and the performance of flatness control is fine.
References
1. Burnham, Cole R, Gentile I, Neville A. Model based flatness control of thin strip and foil[J],
Iron and Steel, 2003,38(6):36-40
2. Wang GD, Liu XH. The Artificial Intelligent Optimization in Rolling Process of Metal[M],
Beijing: Metallurgical Industry Press,2000.3:2-18
3. Wang FH, SUN YK, Wang XP. Application of Fuzzy Neural Network Based on Immune
Algorithm( IA) to AGC2ASC System[J], Information and Control, 2004, 33(4): 504-507
4. Zhu HT, Jiang ZY, Tieu AK, Wang GD. A fuzzy algorithm for flatness control in hot strip
mill[J] , Journal of Materials Processing Technology 2003, 140 (3): 123–128
5. Wang FH, Sun YK, Chen ZY. Strip flatness and gauge composite control system based on
fuzzy neural networks[J]. Journal of University of Science and Technology,
2003,25(2):182-184
6. Jelali M, Muller U, Wolff A, Ungerer W, Thiemann G. Advanced measurement and flatness
control for hot strip mills[J]. Cahiers D'Informations Techniques, 2002,99(6):517-522
7. Peng Y, Liu HM, Pattern Recognition Method Progress of Measured Signals of Shape in
Cold Rolling[J]. Journal of Yanshan University, 2003, 27(2): 142-145
8. Aleksander K. Basic function model of the CMAC network[J].Neural Network,2000,12:107-
126
51
