An Application of Goal Programming Technique
for Reconfiguration of Transfer Lines
Fatme Makssoud, Olga Battaïa and Alexandre Dolgui
Henri Fayol Institute, Department of Industrial Engineering,
Ecole des Mines de Saint Etienne, 158 Cours Fauriel, 42023, Saint Etienne Cedex 2, France
Keywords: Transfer Lines, Reconfiguration, Goal Programming, Multi-objective Optimization.
Abstract: In this paper, the reconfiguration problem of transfer machining lines is addressed. This problem appears
when an existing line has to be adapted for the production of a new or modified product. The objective is to
minimize the reconfiguration line cost. The compatibility constraints between old and new operations have
to be taken into account. Therefore, a compromise between introducing new equipment and reusing old one
is to be found. A goal programming model for this optimization problem is developed. This mathematical
model minimizes the reconfiguration cost of transfer line as the primary objective and maximizes the
reusability of old equipment as the second objective.
1 INTRODUCTION
Transfer machining lines are widely used in
mechanical industry for mass production (Dolgui et
al., 2006). This type of production line consists of a
sequence of stations such that, for each product item,
one subset of the required operations is executed on
the first station, then another subset on the second,
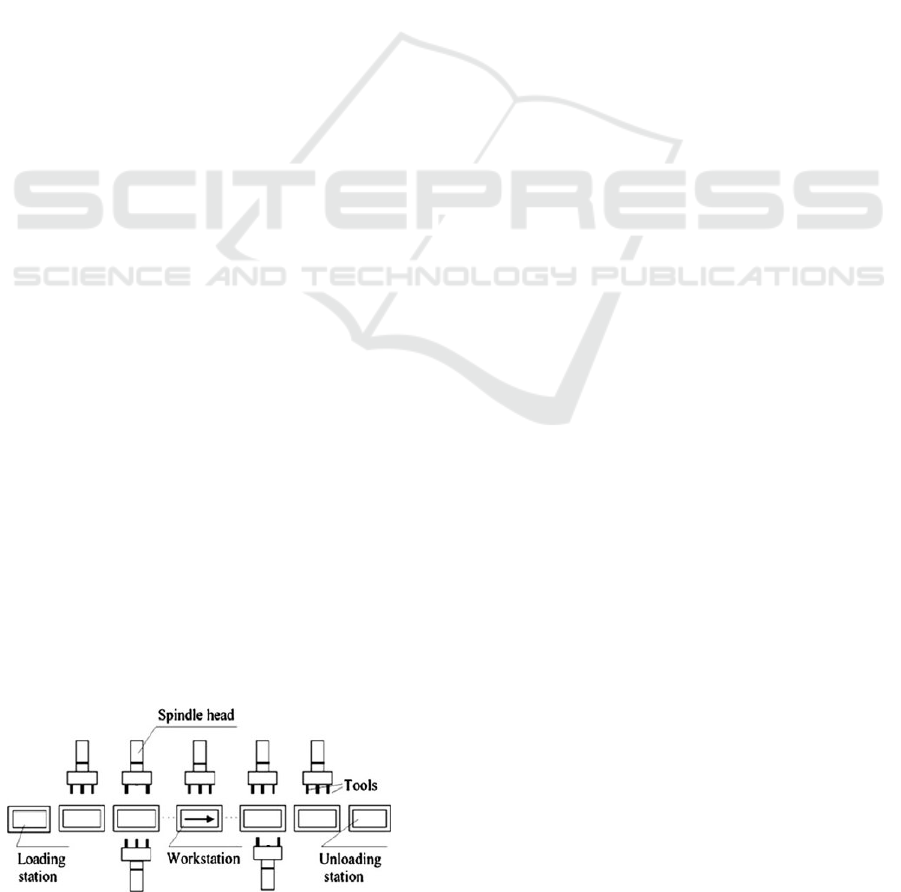
and so on until all the operations are executed. Each
station can be equipped with a number of multi-
spindle heads (Guschinskaya et al., 2008). These
heads will be called blocks. Each block performs a
set of operations. All blocks of the same station are
executed sequentially. An example of such a line is
presented in Figure 1.
Figure 1: An example of transfer line.
Transfer lines are designed for a long
exploitation time and need high investments.
However, currently, because of excessive production
capability and economic globalization it becomes
more and more important for companies to respond
to the changeable market demands faster and with
less cost. A wide variety of modifications may
require the reconfiguration of an existing transfer
line, for example:
changes in the product characteristics;
modifications of the cycle time due to changes
in market demand or sales; and
introducing new models or modification on
models (Gamberini et al., 2006; Boysen et al.,
2008).
The reconfiguration of manufacturing systems
was studied in several works (Abdi and Labib, 2003;
Merhabi et al., 2000; Merhabi et al., 2002; Koren et
al., 1999, Spiceret al., 2002; Youssef and
ElMaraghy, 2008). Reconfiguration allows adding,
removing, or modifying specific process capabilities,
controls, software, or machine structure to adjust
production capacity in response to changing market
demands.
Generally, manufacturing systems
reconfiguration activities are divided into two types:
hard and soft. Examples of hard reconfiguration
activities include adding or removing of machines,
machine modules and changing material handling
systems. Examples of soft reconfiguration activities
include re-programming of machines, re-planning,
539
Makssoud F., Battaïa O. and Dolgui A..
An Application of Goal Programming Technique for Reconfiguration of Transfer Lines.
DOI: 10.5220/0004046805390542
In Proceedings of the 9th International Conference on Informatics in Control, Automation and Robotics (ICINCO-2012), pages 539-542
ISBN: 978-989-8565-22-8
Copyright
c
2012 SCITEPRESS (Science and Technology Publications, Lda.)

re-scheduling and increasing or decreasing of shifts
or number of workers.
Even if previously studied for different
manufacturing systems, the reconfiguration problem,
to the best of our knowledge, has not been
formulated for transfer lines yet. The objective of
this paper is to formulate this problem and then
apply one of the techniques of multiple-objective
programming (goal programming) to solve it.
In the formulation of goal programming, the
objectives are written in the form of goals
restrictions where each goal represents the value that
intends to be reached. Deviation variables are
introduced in each objective function, d
+
and d
-
,
indicating how much the objective was surpasses or
was lacked by that value, respectively. Goal
programming searches a form of reaching the goals
as close as possible; the objective of this technique is
to minimize the sum of the deviations for all the
objective functions.
This method has been already successfully applied
for solving optimisation problems appearing while
designing assembly lines, see for example (Deckro
and Rangachari, 1990; Gökçen and Erdal, 1997;
Gökçen and Agpak, 2006; Özcanand Toklu, 2009).
In the next section, the problem of the
reconfiguration of transfer lines is described in detail
and its mathematical model is presented.
2 PROBLEM FORMULATION
The reconfiguration problem appears when an existing
transfer line has to be chnaged in order to suit the new
manufacturing requirements. In order to reduce the
reconfiguration costs, the new equipment should be
reused as more as possible, but the investment in new
equipment has to be minimized as well.
2.1 Input Data
The following information about the product to be
manufactured and the characteristics of the line are
assumed to be known at the reconfiguration step.
Part characteristics:
N is the set of operations necessary for
machining the new part;
Pred(i) is the set of direct predecessors of i
∈
N;
t
i
operational time for operation i (i = 1,…,
|N|);
IS is a family of subsets of N representing the
inclusion constraints among operations: all
operations belonging to the same subset have
to be assigned to the same station;
ES is a family of subsets of N representing the
station exclusion constraints: all operations
belonging to the same subset cannot be
assigned to the same station together;
EB is a family of subsets of N representing the
block exclusion constraints: all operations
belonging to the same subset cannot be
assigned to the same block together;
Line characteristics:
N’ N set of ‘old’ operations in the initial
line;
n
0
maximum number of blocks on a station;
m
0
maximum number of stations;
T
0
objective line cycle time;
is an auxiliary time needed for activation
of a block (spindle head);
is an auxiliary time needed for
loading/unloading the part on a station;
C
1
is the cost of a station;
C
2
is the cost of a block;
C* is the cost of the initial line calculated as
C
1
m*+ C
2
n*, where m* is the number of
stations in the initial line and n* is the total
number of all blocks used at all stations of the
initial line.
2.2 Model Notations
The following notations are introduced in the
mathematical problem presented:
Indexes:
i, j for operations;
q for the blocks, q = (k-1)n
0
+1;
k for the stations, k = 1,…,m.
q
0
maximal possible value of q, q
0
= m
0
n
0
;
S(k) = {(k-1)n
0
+1,…, kn
0
} set of block indices
for station k;
Q(i) set of block indices on which i can be
processed;
K(i) set of station indices on which i can be
processed;
N
q
set of operations assigned to block q in the
initial line;
N
k
set of operations assigned to station k;
N
kl
set of operations assigned to block k of the
station l;
2.3 Decision Variables
{0,1}are binary decision variables
where = 1 if operation i is assigned to
block q in the new line configuration;
∈
b
τ
s
τ
iq
X
∈
iq
X
ICINCO2012-9thInternationalConferenceonInformaticsinControl,AutomationandRobotics
540

in
d
li
n
in
d
n
e
T
o
v
a
us
n
e
c
o
su
b
2.4
G
The obj
e
of the
p
given g
o
The
f
of the c
o
line, i.e.
:
Oth
e
initial li
n
assigne
d
remain
a
i.e. for
assigne
d
b
oth of
well as i
<
whe
r
the total
b
e assig
n
by
Wei
g
model
p
assigne
d
respecti
v
This ma
k
into acc
o
The
r
of devia
t
q
Y
k
Z
{0,1} is a
n
d
icates if blo
c
n
e configurati
o
{0,1}is
a
d
icates if sta
t
e
w line config
u
o
calculate bl
o
a
riables F
q
∈
[
0
ed.
and ar
e
gative devi
a
o
nsidered ar
u
bsection.
G
oals and
O
e
ctive functio
n
p
ositive and
o
als.
f
irst goal is t
o
o
sts of statio
n
:
e
r goals are to
n
e. If a bloc
k
d
together to t
h
a
ssigned to t
h
each pair o
f
d
to the sam
e
them are re
q
<
j and for ea
c
r
e g ranges fr
o
sum of num
b
n
ed to the sa
m
.
g
hted Goal
P
p
resented. Th
e
d
to the f
i
v
ely. These v
a
k
es the meth
o
o
unt the user’
s
r
efore, the ob
j
t
ions from th
e
q
∈
k
∈
n
auxiliary bi
n
c
k q exists (
o
n;
a
n auxiliar
y
t
ion k exists
u
ration.
o
ck processi
n
0
, T
0
–
τ
s
],
q
e defined as
a
tions of go
a
e presente
d
O
b
j
ective
F
n
minimizes
t
negative de
v
o
obtain the s
a
n
s and block
s
reuse all blo
c
k
is reused, t
h
h
e same bloc
k
h
e same bloc
k
f
i, j such t
h
e
block in th
q
uired for th
e
c
h
o
m 2 to G w
h
b
er of pairs o
f
m
e block mu
l
P
rogramming
e
weight fac
t
i
rst and se
c
a
lues can be
f
o
d subjective,
s
preferences.
j
ective is to
m
e
given goals,
Y
n
ary variable
= 1) in the
y
variable
( = 1) i
n
g times, auxi
l
q
=1, 2, …, q
0
the positive
a
l g. The
g
in the
F
unction
t
he weighted
v
iations from
a
me weighted
s
as in the i
n
c
ks created fo
r
h
en all opera
t
k
in the initial
k
in the new
h
at i and j
w
e initial line
e
new produ
c
:
h
ere G is equ
a
f
operations i
,
l
tiplied each
t
is used in
t
ors w
1
and
w
c
ond object
i
f
ixed by the
u
but allows ta
k
m
inimize the
i.e.:
q
Y
k
Z
that
new
that
n
the
l
iary
0
are
and
g
oals
next
sum
the
sum
n
itial
(1)
r
the
t
ions
line
line,
w
ere
and
c
t as
(2)
a
l to
,
j to
time
the
w
2
are
i
ves,
u
ser.
king
sum
(3)
2.
5
In
co
n
5
Model
C
addition to
n
straints have
All operat
i
exactly on
e
Precedenc
e
Station in
c
Block exc
l
ej
jq
X
∈
≤
∑
Station ex
c
The equat
i
value of
F
operation
t
(
qi
F
t
τ
≥+
The sum
o
assigned t
o
given valu
time const
r
()
q
qSk
F
T
∈
≤
∑
A block is
least one
o
q
y
X
≥
A station i
least one
b
k
Z
q
=
The bloc
k
station:
C
onstraint
s
constraints
(
t
o be taken in
t
i
ons from N
m
e
bloc
k
e
constraints:
c
lusion constr
a
l
usion constra
i
q
EBee ;∈;1
c
lusion constr
on (7) assure
s
F
q
cannot be s
t
imes of bloc
k
),
b
iq
Xi
N
τ
∈
o
f the process
i
o
the same s
t
e
T
0
–
τ
s
. Th
i
r
aint:
0
,
1
s
T
k
τ
−=
considered
a
peration assi
g
,,
iq
X
iNq∈
∈
s
considered
a
lock assigne
d
0
, 1,2,...,
(1) 1;
q
Yk
kn
≥=
=
−+
s are created
s
(
1)-(2), the
f
n
to account.
m
ust be assig
n
a
ints:
a
ints:
I
ej
jQ
q
∈
;)(∈
r
aints:
s
that for a bl
o
s
maller than
a
k
q
p
lus a con
s
,();
N
qQi∈
i
ng times of t
h
t
ation cannot
i
s is the so-ca
l
0
1
,2,..., ;m
a
s created, if
t
g
ned to it:
();Qi
∈
a
s created, if
t
d
to it:
0
,
,m
d
sequentially
f
ollowing
n
ed and to
(4)
(5)
(6)
(7)
(8)
o
ck q, the
a
ny of the
s
tant
τ
b
:
(9)
h
e blocks
exceed a
l
led cycle
(10)
t
here is at
(11)
t
here is at
(12)
within a
AnApplicationofGoalProgrammingTechniqueforReconfigurationofTransferLines
541

1
00
0, ( ) \
{( 1) 1}, 1,2,..., ;
qq
YY qbk
kn k m
−
−≥ ∈
−+ =
(13)
The stations are created sequentially as well:
10
0, 2,3,..., ;
kk
Z
Zk m
−
−≥ =
(14)
where j∈N, i∈P(i), q=1,2,…,m
0
n
0
, k=1,…,m
0
.
3 CONCLUSIONS
In this paper, a goal programming model for the
reconfiguration of transfer lines was suggested. This
problem appears when an existing transfer line has
to be modified due to the changes of the product
being manufactured of the market demand. The new
line configuration must take into account
compatibility constraints between new operations
and old equipment. The objective is to minimize the
cost of line reconfiguration and to reuse as more as
possible the existing equipment.
A goal programming formulation was used in
order to deal with the multi-objective character of
this optimisation problem. An experimental study is
in progress in order to evaluate the performance of
the proposed method on the datasets of industrial
problems. The future research will concern the
formulation of the same problem with the
Lexicographic Goal Programming (LGP) approach
and a comparison between WGP and LGP will be
necessary.
REFERENCES
Abdi, M., Labib,A., 2003. A design strategy for
reconfigurable manufacturing systems (RMSs) using
analytical hierarchical process (AHP): a case study,
International Journal of Production Research 41 (10),
pp. 2273–2299.
Boysen, N., Fliedner, M. and Scholl, A., 2008. Assembly
line balancing: which model to use when? ,
International Journal of Production Economics,
111(2), pp. 509-28.
Deckro, R. F, Rangachari, S., 1990. A goal approach to
assembly line balancing, Computers and Operations
Research 17, pp. 509-521.
Delorme, X., Dolgui, A., Essafi, M., Linx, L., Poyard, D.,
2009. Machining lines automation, In: Nof S, editor.
Springer handbook of automation, pp. 599-618.
Dolgui A, Finel B, Guschinsky N, Levin G, Vernadat F.,
2006. MIP approach to balancing transfer lines with
blocks of parallel operations. IIE Transactions 38, pp.
869–882.
Gamberini, R., Grassi, A., and Rimini, B., 2006. A new
multi-objective heuristic algorithm for solving the
stochastic assembly line re-balancing
problem,International Journal of Production
Economics, 102, pp. 226-43.
Gökçen, H., Erdal, E., 1997. A goal programming to
mixed-model assembly line balancing problem,
International Journal of Production Economics 48,
pp. 177-185.
Gökçen, H., Agpak, K., 2006. A goal programming
approach to simple U-line balancing problem,
European Journal of Operational Research.
Guschinskaya O, Dolgui A, Guschinsky N, Levin G.,
2008. A heuristic multi-start decomposition approach
for optimal design of serial machining lines.European
Journal of Operations Research 189(3), pp. 902-913.
Koren, Y., Heisel, U., Jovane, F., Moriwaki, T., Pritchow,
G., Brussel, H. V., Ulsoy, A., 1999. Reconfigurable
manufacturing systems, CIRP Annals - Manufacturing
Technology 48 (2), pp. 527–598.
Mehrabi, M., Ulsoy, A., Koren, Y., 2000. Reconfigurable
manufacturing systems: Key to futur manufacturing,
Journal of Intelligent Manufacturing 11, pp. 403–419.
Mehrabi, M., Ulsoy, A., Koren, Y., Heytler, P., 2002.
Trends and perspectives in flexible and reconfigurable
manufacturing systems, Journal of Intelligent
Manufacturing 13, pp. 135–146.
Özcan, U., Toklu, B., 2009. Multiple-criteria decision-
making in two-sided assembly line balancing: A goal
programming and a fuzzy goal programming models,
Computers & operations Research.
Spicer, P., Koren, Y., Sphitalni, M., Yip-Hoi, D., 2002.
Design principles for machining system
configurations, CIRP Annals-Manufacturing
Technology, 51, pp. 275-80.
Urban, T. L, 1998.Note: Optimal balancing of U-shaped
assembly lines, Management Science, 44 (5), pp. 738-
741.
Youssef A., H. ElMaraghy, 2008. Availability
consideration in the optimal selection of multiple-
aspect RMS configurations, International Journal of
Production Research 46 (21), pp. 5849–5882.
ICINCO2012-9thInternationalConferenceonInformaticsinControl,AutomationandRobotics
542
