
AN ADAPTABLE ARCHITECTURE FOR INTELLIGENT
CONVEYORS
Dennis Ommen, Jens Kamenik, Carsten Beth
OFFIS Institute for Information Technology, Escherweg 2, Oldenburg, Germany
Jan C. Busch, Alexander Kulas, Eckhard Cramer, Axel Hahn
Department of Computing Science, Carl von Ossietzky University, Ammerl
¨
ander Heerstrasse 114-118, Oldenburg, Germany
Keywords:
Intelligent Transportation System, Autonomous Agents, Automation Architectures, Networked Robotics.
Abstract:
To optimize the transportation processes inside transfer stations the degree of automation has to be increased
without the loose of flexibility. Therefore this paper proposes a detailed architecture for an intelligent material
flow system based on the technologies of Multi-Agent-Systems (MAS) and wireless sensor networks. Fur-
thermore, a novel framework is proposed that eases the integration process between the MAS and the physical
level of heterogeneous conveyors.
1 INTRODUCTION
Flexibility will be one of the most important drivers
for technological improvements in material flow sys-
tems in the future. A new flexible material flow sys-
tem has to be reconfigurable by design and in the
end there are no additional costs allowed (Windth,
2007). To circumvent this problem new systems
should be designed as autonomous decentralized co-
operating objects, e.g. goods and the transportation
system autonomously make decisions (Scholz-Reiter
et al., 2007b). The autonomous decisions can be made
in two ways (1) the good driven way(Scholz-Reiter
et al., 2007a) (Scholz-Reiter et al., 2006): An embed-
ded device attached to the package escorts the goods
to its destination. During the transportation process
the embedded device cooperates with the environ-
ment to achieve its goal. (2) The transportation sys-
tem driven way: The environment around the goods
makes the decisions. With the arrival and identifi-
cation of a good at the entry transfer point the in-
telligent environment autonomously creates a specific
transport order. From now on this virtual order es-
corts each intelligent transportation device that han-
dles these goods.
We assume that for material flows system that are spe-
cialized on movement of goods, it will not be feasible
to attach an intelligent device to each good, due to
cost reasons. Therefore we follow the approach of the
intelligent environment with its intelligent transporta-
tion devices. Thereby the intelligent conveyor is able
to plan and drive the appropriate route through the en-
vironment to reach the sink transfer point. These in-
telligent transportation devices can have very differ-
ent abilities and automation degrees and are therefore
suited for different transportation task and situations.
For example, automated guided vehicles (AGV) are
used for basic load while traditional fork lift trucks
(FLT) are used in peak load situation. The challenge
that will be addressed here is the coordination of het-
erogeneous conveyors inside a transfer station which
is based on Multi Agent Systems (MAS) and Wireless
Sensor Networks (WSN).
Paper Organization. The remainder of the paper is
organized as follows: Section 2 describes the transfer
station scenario with the heterogeneous transportation
devices within. Section 3 introduces the architecture
of the proposed MAS. Section 4 describes a frame-
work that eases the integration process between MAS
and the field level of the different conveyors. Section
5 describes the intelligent environment that is based
on WSN technology. Section 6 ends the paper with
concluding remarks.
2 SCENARIO
Traditionally, heterogeneous conveyor types are used
inside a transfer station. The transportation devices
249
Ommen D., Kamenik J., Beth C., C. Busch J., Kulas A., Cramer E. and Hahn A. (2010).
AN ADAPTABLE ARCHITECTURE FOR INTELLIGENT CONVEYORS.
In Proceedings of the 7th International Conference on Informatics in Control, Automation and Robotics, pages 249-254
DOI: 10.5220/0002947102490254
Copyright
c
SciTePress
are operated and/or coordinated by human beings, to
transport goods from the entry transfer point to the
sink transfer point. Each kind of transportation device
has different abilities to cope with the current load sit-
uation of the transfer station, depending on its degree
of automation and flexibility. Each of these properties
make an optimal coordination of the heterogeneous
devices (regarding transportation cost, throughput or
optimal balance load of the conveyors) very difficult.
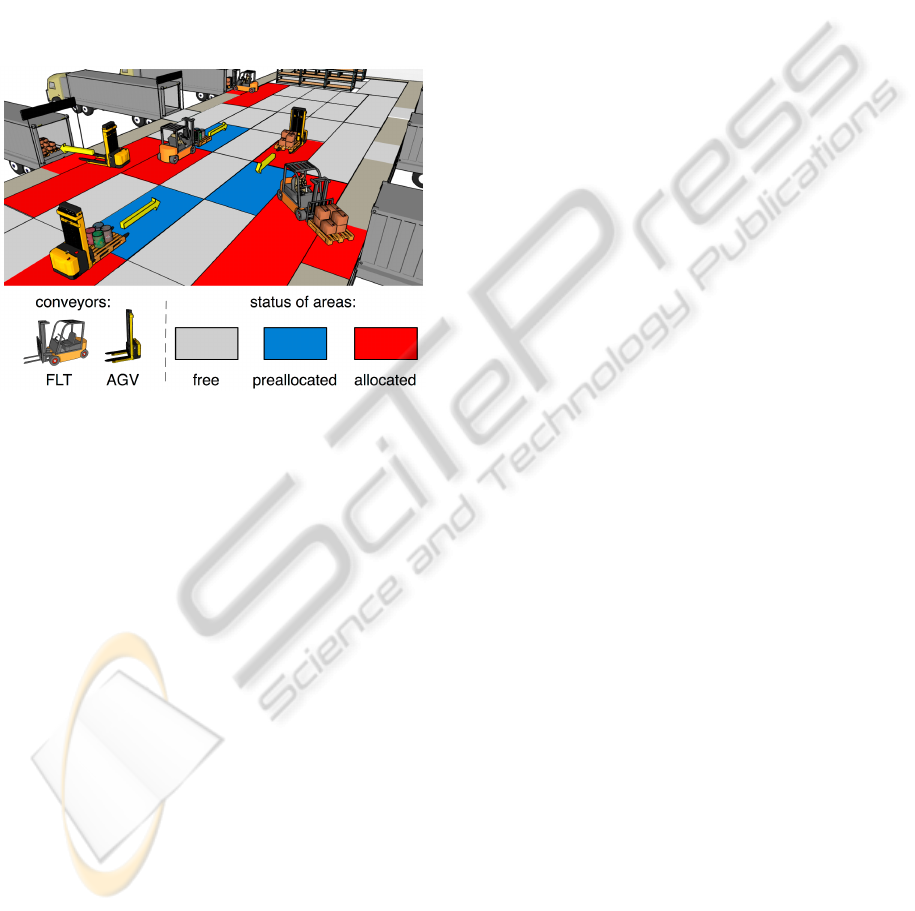
In the scenario depicted in figure 1, AGV and manu-
ally operated FLT work together to cope with the cur-
rent load situation.
Figure 1: Material flow with an intelligent environment.
To ease the coordination process for an optimal
throughput, all conveyors are intelligent transporta-
tion systems. This means each conveyor is able to
decide itself if he is willing to take a transport order
or not. But this freedom comes with duty. Each intel-
ligent transportation system has to offer its position to
an intelligent environment. The intelligent environ-
ment is virtually separated into areas that can either
be free or set to be (pre)allocated by the intelligent
conveyors. The different states of areas are needed
to avoid collisions between the heterogeneous intel-
ligent conveyors. Before an intelligent conveyor is
entering a new area, it will allocate this area (depicted
red) or will search for another route to reach his sink
transfer point. During the planning process of routes,
the conveyor will eventually be able to (pre)allocate
the areas it will need during its transport process (de-
picted blue). The intelligent environment is physi-
cally represented by a WSN. This WSN is able to lo-
cate the intelligent conveyors and also could act as a
database for the mentioned area status information.
3 CONTROL ARCHITECTURE
The scenario described in the previous section would
traditionally require a central control, incorporating
the state of every conveyor and the position of every
good into work directives given to every conveyor.
The design and implementation of a central control
system is a non-trivial and lengthy task, and “a key
cost driver” (Schmidt and Schulze, 2009) in the cal-
culation of transport costs.
De-centralized systems promise to alleviate this
costs by using self-organization of (semi-) au-
tonomous agents, allowing for rapid adaption of the
transport routes to new requirements. This paper pro-
poses a decentral organization for material flows, us-
ing a system of multiple autonomous agents work-
ing together (MAS). This distributed approach is also
the subject of other research projects, for example
(Ten Hompel et al., 2008) and (Leit 2009).
3.1 Agents
Our architecture consists of two types of agents –
transfer points and conveyors – interacting with each
other and an intelligent environment. While conveyor
agents expose a uniform set of properties and abilities
to the MAS, the underlying physical objects they rep-
resent can differ widely. In this regard, an agent is an
abstraction, providing a common way of interacting
with physical objects that perform the same function
(e.g. conveying goods), yet function in different ways.
Transfer Point. A transfer point represents a place
where goods are transferred from one part of the sys-
tem into another. The physical objects these agents
represent could be terminals stationed at transfer sta-
tions, used to enter transport jobs into the MAS. The
transfer point agents then communicate the job to all
conveyor agents.
A transport job consists of the start and end trans-
fer points, as well as a time constraint for finishing the
transport and relevant information about the good to
be conveyed, like weight and dimensions.
The conveyor agents, upon receiving a job, can bid
on the job in the manner of an auction, giving a cost
estimate for the transport. The transfer point agent
selects the conveyor with the least cost estimate, and
assigns the job to it.
Conveyor. A conveyor agent exposes the conveyors
functionality to the MAS, allowing the transport of
goods to be planned and executed. They receive job
announcements from the transfer point agents, and
bid on them with a cost estimate for the transport. The
ICINCO 2010 - 7th International Conference on Informatics in Control, Automation and Robotics
250

estimate is calculated by finding a route through the
work area, querying the environment (see figure 2)
for the states of the areas along the planned route (see
section 2 and figure 1), and calculating the costs of a
transport along that route. The winner of the auction
then generates a job from the auction, and proceeds to
pick up and deliver the goods.
To do this, a series of operations needs to be gen-
erated which the physical agent has to execute. This
is done by breaking a transport job down into abstract
actions, which are then turned into a series of oper-
ations using a device dependent transformation. An
action is an abstract description of one step of the
transport process, such as ‘pick up good X’ or ‘trans-
port good to point A’, while an operation is an atomic
function that a physical conveyor can perform, such
as ‘drive forward’, ‘revolve belt’ or ‘locate good X
within environment’. Operations are sent via a mid-
dleware, which allows for device independent com-
munication. An overview of this process can be seen
in 2.
However, in case of a human operating the con-
veyor, actions are not broken down further but sent
directly, since it can be assumed that a human will un-
derstand the intention and act correctly, making fine
grained instructions pointless.
Figure 2: Control architecture of the conveyor.
3.2 Agent Requirements
To let an agent fulfill its tasks, it needs an intelli-
gent environment and a physical conveyor. An ad-
ditional middleware enables the agent to interact with
the physical objects, which can differ widely, and the
intelligent environment (see figure 2). For a detailed
description of the middleware, see section 4. The
intelligent environment consists of a WSN (see sec-
tion 5), where sensor nodes are placed throughout the
working area. It will be queried for information by
the conveyor agents, for example for their own posi-
tion in the environment, whether or not a certain area
is currently occupied by other conveyors, or how the
occupation of an area has been in the past.
In a pro-active scenario, the conveyors may ad-
ditionally exchange information about their predicted
usage of the environment, further improving the qual-
ity of the planned routes (preallocation, see section
2). However, since interactions with human beings
can not be fully predicted, information generated this
way is only of limited accuracy, possibly resulting in
a probabilistic planning strategy. It is currently not
determined how or where data about future usage of
areas can be saved and kept available to all agents.
Further research into this problem field is required.
4 MIDDLEWARE
The aforementioned MAS is one of the key compo-
nent to operate the described material flow scenario
with its heterogenous conveyors. But the MAS needs
always direct contact to the conveyor or its operator to
put the planned route into practice. Nevertheless the
communication between the MAS and the conveyer is
from the MAS point of view very abstract. Therefore
is a link between the MAS and the Conveyer needed.
This chapter presents a novel Integration Process for
Conveyor with a corresponding configurable Middle-
ware (MW). Thereby, the MW acts as mediator be-
tween the MAS and the Conveyers Sensor and Ac-
tors. Therefore we briefly discuss the requirements of
the such a MW and than propose the MW architecture
itself.
4.1 Middleware Requirements
Such a middleware should ease the integration pro-
cess between the MAS and the conveyer. Therefore
the MW should address the following aspects:
• adaptable to the unique conveyer specific query
set, that the MAS is presupposing
• adaptable to the heterogenous sensors and actors
the conveyer possesses. This means:
– eased integration of different communication
protocols, like CAN or ProfiBus, into the MW
– on-the-fly transformation of the exchanged bi-
nary messages between the MAS and convey-
ors. This is necessary due to the different mes-
sage content that the MAS and the Conveyors
imply.
AN ADAPTABLE ARCHITECTURE FOR INTELLIGENT CONVEYORS
251
4.2 Architecture
To comply with the above stated requirements our ap-
proach is based on SOA Technology. Although we
don’t assume that XML based Automation-Protocols,
e.g. OPC UA, will achieve the major acceptance
in the domain due to real time constraint and over-
head, we propose to adapt the SOA idea of an En-
terprise Service Bus (ESB) to our needs. Histori-
cally ESB comes from the Enterprise Architecture In-
tegration where systems and protocols are tradition-
ally very heterogenous. Hence an ESB allows to inte-
grate different protocols extensions (called adapters)
to the middleware. To mediate now between the dif-
ferent semantic meaning of the messages a message
transformation is needed, which is traditionally XSLT
based. To overcome the realtime hurdles due to the
XSLT interpretation of the ESB our Middleware acts
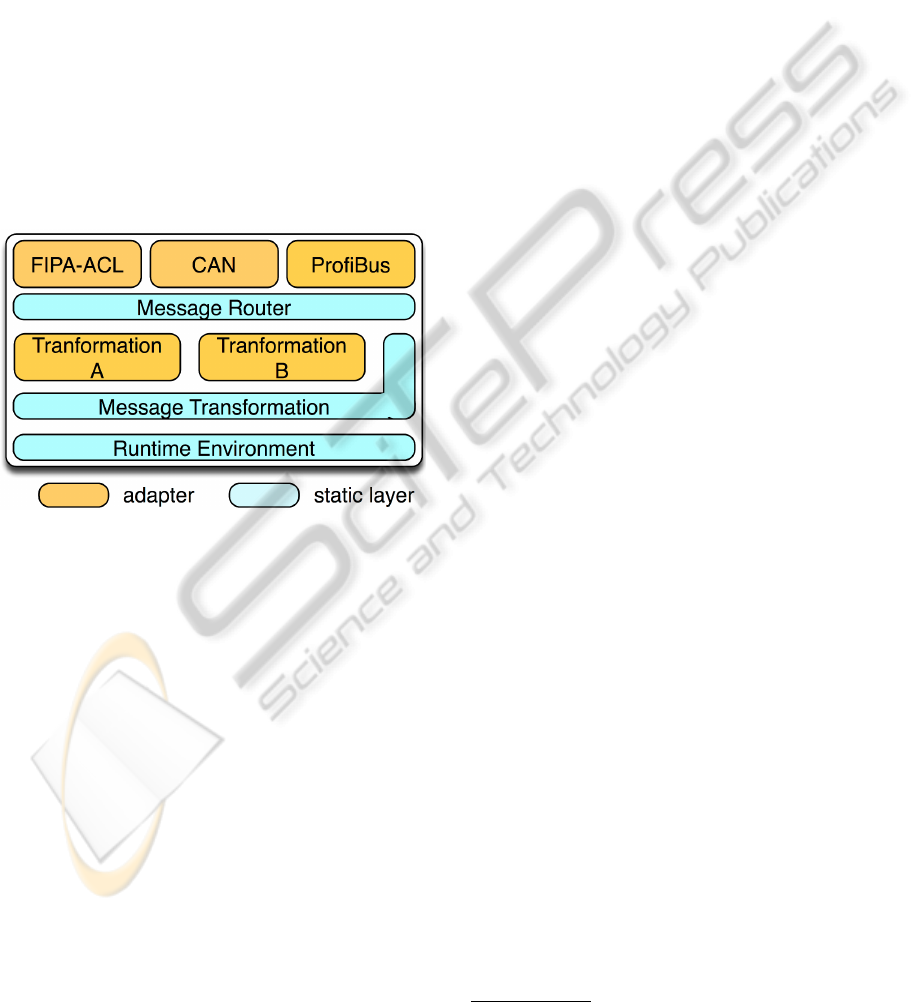
as extendable Framework (see figure 3).
Figure 3: Middleware Architecture.
Each middleware layer (depicted in blue) will pro-
vide basic function that run the specific adapters (de-
picted in red). Such an Architecture will ease the
portation step to other programming languages and
other operating system so that this MW could even be
ported to an Embedded System.
5 WIRELESS SENSOR
NETWORK
In the cognitive environment of the proposed trans-
fer station scenario (Ommen et al., 2009) (Beth et al.,
2009) the routes are distributed and intelligent enti-
ties. They need to be networked to communicate with
the conveyors to enable the distributed localization
method. The routes have to provide the ability to lo-
calize the conveyor, to answer the occupation state of
the route and to give an average usage feedback of
the route (re-active approach). Furthermore the sen-
sor network should acts as a communication relay for
the conveyors and other sensor nodes.
5.1 Limited Resources
Resources are a critical point in designing a sensor
network. For the deployment of the sensor network in
the logistic in-door scenario the following points have
to be considered.
1. One point to consider is the critical bandwidth and
range of the sensor network.
2. For the deployment of a large number of nodes
in industrial environments – with high flexibility
and mobility requirements – the installation of a
static electric power supply for all nodes is too
expensive and not feasible. Therefore there are
always nodes that can not be supplied with static
electric power and the limited energy of the sensor
nodes has to be considered.
3. A third point is the limited storage space of a sen-
sor node, e.g. a typical sensor node like the MicaZ
1
has only 4KB RAM and 512 KB of flash mem-
ory on board.
4. A last point is the inaccurate RSSI-based localiza-
tion of standard sensor nodes.
5.2 Approaches
In the proposed scenario the sensor network uses
multi-hop communication to circumvent the limited
propagation of radio waves in logistic in-door facili-
ties and to extend the range of the sensor nodes and
the conveyors.
Localization Procedure. The conveyors need to
know their own position. The distributed fixed sen-
sors nodes have an area to observe. This area is sur-
rounded by at least three - in our model - four sen-
sor nodes. A special node of the group is the home
node, it is a sensor node responsible for fault toler-
antly storing the data of one or more routes in the area.
For the localization a trilateration method based on
IEEE 802.15.4b compatible (Nanotron Technologies,
2007) ranging data will be used. In (R
¨
ohrig, 2009)
this localization method, combined with appropriate
Kalman filtering, provided an accuracy of 0,5m. The
conveyor node has to initiate the localization proce-
dure with the nodes of the localization group. A lo-
calization group is formed by issuing a broadcast call
1
www.xbow.com
ICINCO 2010 - 7th International Conference on Informatics in Control, Automation and Robotics
252

for all neighborhood nodes able to localize the con-
veyor node. The localization procedure comprises the
gathering of the distances from the mobile conveyor
node to all nodes in the localization group and the
necessary algorithms
2
to calculate the position. Af-
terwards, the conveyor node sends the position back
to the home node. The home node of the route has to
store the arrival time of the query, the ID of the con-
veyor and the estimated occupation time of the route.
The estimated occupation time is a worst case time
consisting of the average passing time for the route
and an additional time for loading or unloading goods
on the route.
Distributed Queries. Occupation and Average
Queries from the conveyor nodes can be executed
from every point in the scenario area and are answered
by the home nodes of the localization groups. On Oc-
cupation Queries the conveyor asks for the occupa-
tion state of a route with a certain ID and at the time
of the query. To answer this query, a message with
the route ID and the occupation query type has to be
sent to the home node of the route. If the route is
occupied, the home node answers the query by send-
ing back the occupation time to the inquirer ID. On
Average Queries The conveyor asks for the average
occupation state of a route in the past. This allows the
conveyor to derive a usage estimation and to choose
an alternative route in case of a possible jam situation.
To answer this query, a message with the route ID and
the estimation query type has to be sent to the home
node of the route. The home node has to gather the
past occupation times of the route belonging to the
queried ID and averages them. Afterwards, it sends
the averaged time back to the inquirer.
The data scheme for the localization of the nodes
needs the attribute of the identity of the conveyors,
the entry time of the conveyors and the (estimated)
occupation time of the route:
RouteOccupation : { [ID: char, entrytime: float,
occtime: float] }
The data scheme for the averaged values of the nodes
needs the attribute of the identity of the route and the
average occupation time t
occtime
in time period t
average
:
RouteAvg: { [RouteID: char,occtime: float] }
Storage Strategy and Energy Consumption.
(Diao et al., 2007) stated that the storage of sen-
sor data is energetically (Pottie and Kaiser, 2000)
more efficient instead to transmit the data via the
rf-channel. As a side-effect the bandwidth usage of
2
Solving a linear equation
the sensor network is reduced too. Furthermore, a
consideration of the storage place of the sensor data
necessary. The variables that have to be considered
are the query rate, the event rate and the storage
place. There are three approaches to choose the
storage place in a distributed sensor network. The
central data storage to an external server. This is
optimal for applications where the query rate to
the server is larger than the event rate (Tilak et al.,
2006). For applications with a higher event rate than
query rate the local storage is more energy efficient.
For large scale sensor networks, e.g greater than
10000 sensor nodes, with a slightly higher event
rate than query rate - the data centric storage (DCS)
(Ratnasamy et al., 2002) is suitable. Here the place
for data storage is chosen based on the attributes of
the sensor data. For the scenario in this paper the
local storage is suitable. The data is stored at the
same place where the query takes place and therefore
no additionally communication is necessary. The
limited storage space on the sensor nodes has to be
considered too. Assumed that the typical workload
for an 100m x 100m sized cross-docking area is
750000 goods a year, the workload per hour would
be 129
3
goods. If the localization group is squared
and has a side length x
loc
of 25m , e.g. the typical
working range for a nanotron localization system, the
memory used per hour M
hour
would be 9288 Bytes (8
localizations x 9 bytes per localization x 129 goods).
A simple approach is to store every localization event
occurred in one single home node responsible for the
whole scenario. The (MicaZ) RAM would last for
1/2 hour and using the (MicaZ) flash storage would
last for 56 hours. The intelligent approach is to store
the localization events only for the occupation time
of the conveyors and afterwards the time is used to
build the average occupation time. If only the average
value per hour is stored - the RAM is sufficient for
4 days (4kb / 5 bytes/ 8 localizations) and the flash
storage would last for 546 days.
5.3 Wireless Sensor Network -
Conclusion
The main problems for a wireless sensor network
in a decentral logistic scenario are reliable localiza-
tion and the limited resources of the nodes. It was
discussed that the localization with IEEE 802.15.4b
based ranging is suitable for the scenario. Further-
more, with an appropriate storage strategy the limited
storage space and energy resources are sufficient for
the scenario.
3
365 days a year and 16 hours a day
AN ADAPTABLE ARCHITECTURE FOR INTELLIGENT CONVEYORS
253

6 CONCLUSIONS AND FUTURE
WORK
In this paper several approaches for optimization of
the transportation processes inside a transfer stations
have been showed. The proposed architecture for in-
telligent material flow systems includes Multi-Agent-
Systems and wireless sensor networks that are coop-
erating in a pro-active or re-active manner. Further
research has to be done to decide the best cooperating
manner. The main problems for a wireless sensor net-
work in a intelligent material flow system have been
figured out and it was discussed that with an appro-
priate storage strategy the limited storage space and
energy resources are sufficient for an intelligent ma-
terial flow systems. Furthermore, a novel framework
was proposed that eases the integration process be-
tween the control level and the physical level of het-
erogeneous conveyors. In the future the architecture
and the framework have to be tested for real logistic
setups and the lessons learned will be demonstrated
in successive publications.
ACKNOWLEDGEMENTS
This contribution was supported by the German fed-
eral state of Lower Saxony with funds of the Euro-
pean Regional Development Fund (ERDF) within the
scope of the research project ”Cognitive Logistic Net-
works” (CogniLog).
REFERENCES
Beth, C., Kamenik, J., Ommen, D., and Hahn, A. (2009).
Design aspects of cognitive logistic systems. In Int.
Conf. on Dynamics and Logistics (LDIC), Bremen.
Diao, Y., Ganesan, D., Mathur, G., and Shenoy, P. J. (2007).
Rethinking data management for storage-centric sen-
sor networks. In CIDR, pages 22–31.
Leit ao, P. (2009). Agent-based distributed manufacturing
control: A state-of-the-art survey. Eng. Appl. Artif.
Intell., 22(7):979–991.
Nanotron Technologies, G. (2007). Real time location sys-
tems, version 1.02, document-id: Na-06-0148-0391-
1.02.
Ommen, D., Beth, C., Kamenik, J., and Hahn, A. (2009). A
system-architecture for robotic movements of goods -
approaches towards a cognitive material flow system.
In Filipe, J., Andrade-Cetto, J., and Ferrier, J.-L., edi-
tors, ICINCO-RA, pages 342–347. INSTICC Press.
Pottie, G. J. and Kaiser, W. J. (2000). Wireless integrated
network sensors. Commun. ACM, 43(5):51–58.
Ratnasamy, S., Karp, B., Yin, L., Yu, F., Estrin, D., Govin-
dan, R., and Shenker, S. (2002). Ght: A geographic
hash table for data-centric storage in sensornets. In
citeseer.ist.psu.edu/ratnasamy02ght.html, editor, Pro-
ceedings of the First ACM International Workshop on
Wireless Sensor Networks and Applications (WSNA).
ACM.
R
¨
ohrig, C. (2009). Lokalisierungsverfahren f
¨
ur drahtlose
Sensornetzwerke. In Sieck, J. and Herzog M.H.,
editors, Wireless Communication and Information
– Radio Engineering and Multimedia Applications,
pages 81–97. Verlag Werner Hlsbusch, Boizenburg,
Deutschland.
Schmidt, T. and Schulze, F. (2009). Future approaches to
meet complexity requirements in material handling
systems. In FME Transactions, volume 37, pages
159–166.
Scholz-Reiter, B., Jagalski, T., and Bendul, J. (2007a). Selb-
ststeuerung logistischer prozesse in produktionsnet-
zen. Industrie Management, 23:7–10.
Scholz-Reiter, B., Jagalski, T., and de Beer, C. (2007b).
Selbststeuerung logistischer prozesse in produktion-
snetzen. Industrie Management, pages 19–22.
Scholz-Reiter, B., Rekersbrink, H., and Freitag, M. (2006).
Kooperierende routingprotokolle zur selbststeuerung
von transportprozessen. Industrie Management,
22:19–22.
Ten Hompel, M., Follert, G., and Roidl, M. (2008). Kuen-
stliche intelligenz im internet der dinge: Die zukunft
der materialflusssteuerung mit autonomen agenten.
Tilak, S., Abu-Ghazaleh, N. B., and Heinzelman, W. (2006).
Storage Management in Wireless Sensor Networks,
pages 257–281. John Wiley & Sons, Inc.
Windth, K. (2007). Selbststeuerung intelligenter objekte in
der logistik. Selbstorganisation - Ein Denksystem fr
Natur und Gesellschaft, pages 19–22.
ICINCO 2010 - 7th International Conference on Informatics in Control, Automation and Robotics
254
