
HIERARCHICAL PERFORMANCE-ORIENTED CONTROL OF
FLEXIBLE MANUFACTURING CELLS
Sherif Fahmy, Subramaniam Balakrishnan and Tarek ElMekkawy
Department of Mechanical and Manufacturing Engineering, University of Manitoba
75A Chancellors Circle, Winnipeg, Manitoba, R3T5V6, Canada
Keywords: Deadlock-free scheduling, Flexible manufacturing cells, Hierarchical control, Job shops, Marked graphs,
Petri nets.
Abstract: In a job shop, each product may have a different processing route through the system. Automated Flexible
Manufacturing Cells (FMC) that adopt this flow pattern are highly prone to deadlocks. A supervisor is a
controller that uses available data via feedback loops to characterize the current behavior of the cell, and
modify the equipment controllers to achieve the desired operational specifications in a deadlock-free
manner. This paper proposes a hierarchical control system divided into an upper level scheduler and a lower
level supervisor to control FMCs. The scheduler is responsible for determining a deadlock-free allocation of
the resources that optimizes some performance measure, based on the current production requirements, and
the supervisor guarantees that the flow plan (behavior) determined by the scheduler is realized on the shop
floor. For that purpose, a formal method that can transform a production schedule into a supervisor, in real
time, is also proposed. The supervisor is an augmented Marked Graph (MG) that captures all the events that
can take place in the cell. The proposed approach is validated by generating and simulating the supervisors
for two benchmark problems.
1 INTRODUCTION
Most automated manufacturing systems (AMSs)
feature three inherent operational properties; mutual
exclusion, no pre-emption, and the hold-while-wait
property. Because of these conditions and the
inherent flow complexities in job shop systems,
when they are automated they become highly prone
to deadlocks. A deadlock occurs in an automated
manufacturing system when a set of jobs enter a
circular wait, where each job continues holding
(blocking) a system resource indefinitely while
waiting for another resource to become available,
which is in turn held by another job in this same set.
Scheduling and control of manufacturing
systems have been widely researched and reported in
literature in the past decades. However, a wide gap
exists between the contributions found in the
scheduling literature and those pertaining to actual
implementation (supervision) on the shop floor (Sun
et al., 2006). A few attempts, however, have been
made to integrate deadlock-free scheduling and
supervision, but these either lacked a global view of
the system (Li & Jiang, 2006), or realized a poorer
performance when compared to pure deadlock-free
scheduling approaches.
In the previous literature, the Supervisory
Control Theory (SCT) (Ramadge & Wonham, 1987)
and Petri nets (PNs) have been the two most
frequently used and commonly accepted methods by
researchers for modeling and supervising AMSs.
Limitations of the SCT approaches have been
attributed to the large state space required to
represent even small systems, and the complexity of
analysis of the formal languages. On the other hand,
PN literature on Supervisory Control (SC) can be
classified into approaches that analyzed the
Reachability graph of the net (Viswanadham et al.,
1990, Hsieh & Chang, 1994) and approaches that
characterized the deadlock states using siphons
analysis (Ezpeleta et al., 1995, Chu & Xie, 1997).
While the former approaches suffered either from
the state explosion problem or the restrictiveness of
the PN model (Fanti & Zhou, 2004), the latter ones
suffered from the exponential complexity of
determining the siphons of the net.
Automata and PN SC approaches have usually
been combined with conventional scheduling
329
Fahmy S., Balakrishnan S. and ElMekkawy T.
HIERARCHICAL PERFORMANCE-ORIENTED CONTROL OF FLEXIBLE MANUFACTURING CELLS.
DOI: 10.5220/0002169103290332
In Proceedings of the 6th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2009), page
ISBN: 978-989-8111-99-9
Copyright
c
2009 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
approaches to solve the deadlock-free scheduling
problem (Liljenvall, 1999, Golamakni et al., 2006,
Lee & DiCesare, 1994, Ben Abdallah et al., 2002).
However, these approaches have suffered from the
same complexities which their SC counterparts have
suffered from. To cope with these complexities,
some heuristic approaches have been introduced to
the literature to solve the problem. These included
the work proposed in Huan & Wu (2004), Mati et al.
(2001), and Fahmy et al. (2008). Others proposed
mathematical formulations that can be solved to
attain the optimal solutions for the problem
(Ramaswamy & Joshi, 1996).
Nevertheless, the literature still lacks a formal
approach that can transform a deadlock-free
schedule of a job shop system into an implementable
supervisor. The existence of such an approach would
guarantee the correct and performance-optimized
behavior of the system.
2 HIERARCHICAL CONTROL
The type of systems considered is Flexible
Manufacturing Cells (FMCs) that feature a job shop
flow pattern. Such cells usually comprise a number
of CNC machines that are served by a dedicated
material handler (like a robot manipulator). In
addition, they usually include some buffer capacity
that can be used to temporarily store a job to
preserve the continuity of flow or to resolve a
deadlock.
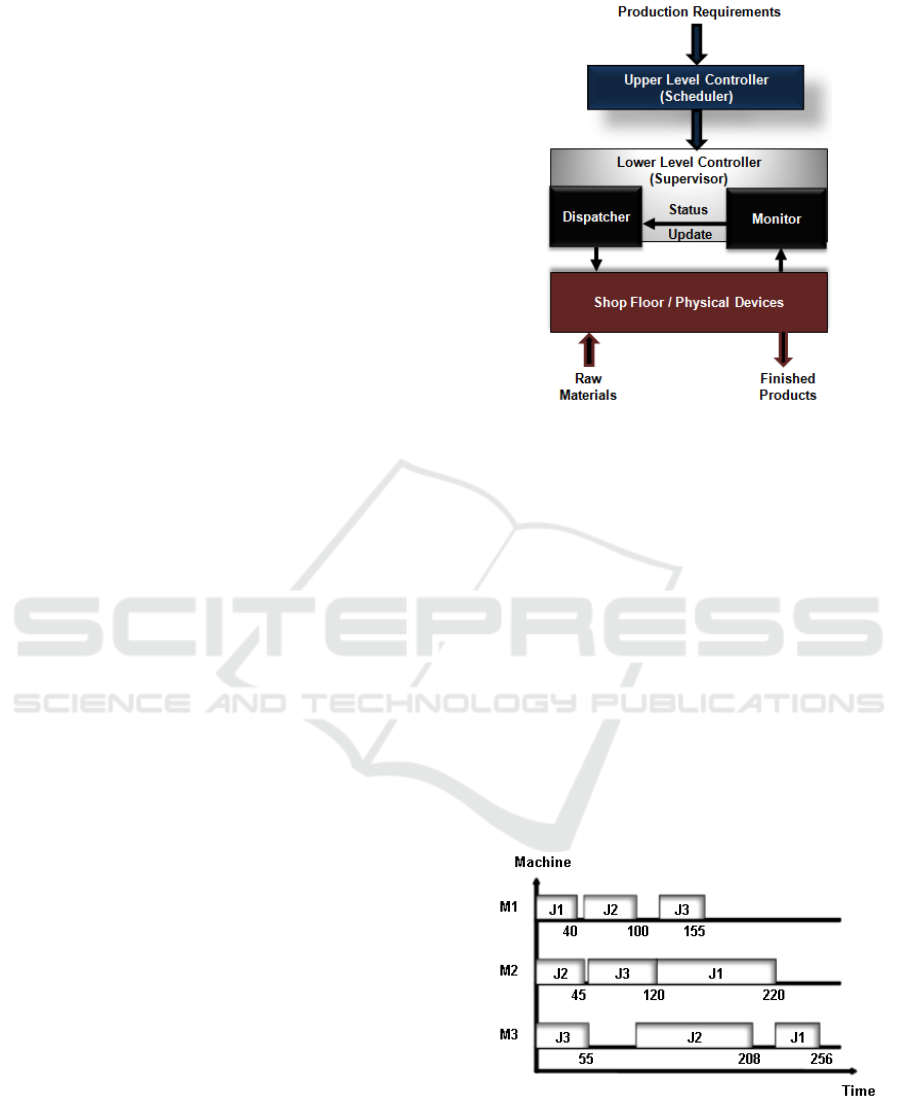
Ideally, the functions of a production control
system can be classified into three distinct functional
modules; a scheduler, a monitor, and a dispatcher.
Accordingly, a hierarchical control system divided
into an upper level scheduler, and a lower level
supervisor that monitors and dispatches commands
to the shop floor (Figure 1) is proposed. According
to the current product mix, the scheduler allocates
processing slots for the jobs on the available
machines while optimizing an objective criterion.
The schedule further ensures that the resulting job
flow cannot cause any deadlock situations. The
assigned processing slots, and hence the underlying
flow plan of the schedule is transformed into a
supervisor. The supervisor will guarantee that the
flow plan (behavior) determined by the scheduler is
realized on the shop floor. The supervisor then
interacts with shop floor devices by receiving
feedback signals and accordingly issuing action
commands directly from/to the shop floor.
Figure 1: Proposed hierarchical control system.
3 SUPERVISOR REALIZATION
PN supervisors embedding a Marked Graph (MG)
structure can be easily verified for liveness and
reversibility. A MG is an ordinary PN in which each
place has exactly one input transition and one output
transition. A MG is live (deadlock-free) if the net
structure obtained by deleting all the places marked
by the initial marking contains no circuits, and a live
MG is also reversible (Campos et al., 1992).
Accordingly, the proposed approach initially
transforms a given deadlock-free schedule into a live
and reversible MG.
Consider the schedule of three jobs on three
machines shown in Figure 2.
Figure 2: Schedule of illustrative example.
The first step to transform such schedule into a MG
is to represent the processing route of each job by a
production Petri net (PPN) (Banaszak & Krogh,
1990). This PPN provides the sequence of places
ICINCO 2009 - 6th International Conference on Informatics in Control, Automation and Robotics
330
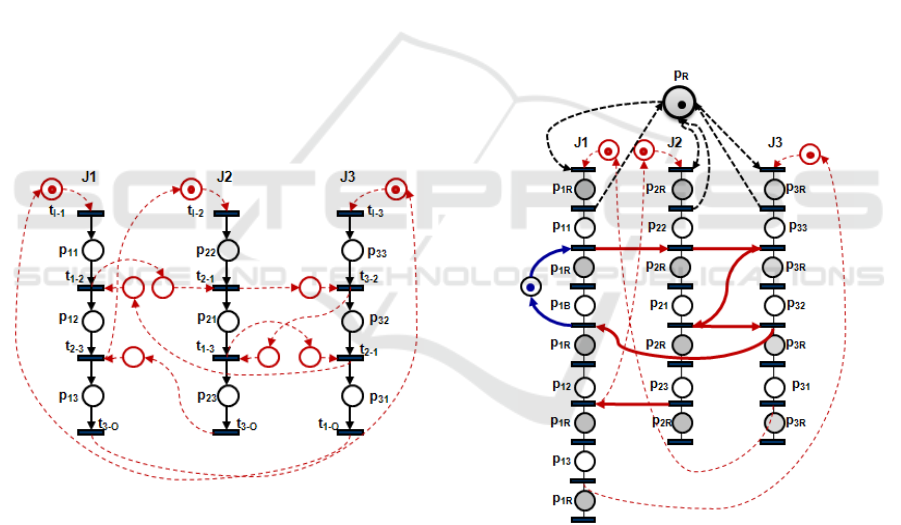
and transitions that describe the flow of the job;
places represent the processing operations, and
transitions model the release and/or acquisition of
the corresponding machine(s). A token in these
places (flow places) indicates that a job is currently
holding the corresponding machine, either while
begin processed or while waiting for the next
machine in its route. To represent the sequence of
jobs visiting each machine as indicated by the
schedule, each transition representing the release of
a machine is connected to an additional place
(scheduling place) by an input arc. This place is then
connected by an output arc to the transition
representing the acquisition of the same machine by
the next visiting job. Accordingly, this machine will
not be assigned to the next job until it is released by
the current job (hold-while-wait condition). In order
to ensure the initiation and repetition of the
schedule, a token-occupied place is added between
the transition that releases the machine from the last
job in the visiting sequence, and the transition that
acquires the machine for the first job in the sequence
(Figure 3). Note that the resulting net is still a MG
and will henceforth be referred to as a scheduling
marked graph (SMG).
Figure 3: SMG of illustrative example.
The schedule shown in Figure 2 features a circular
wait that would eventually result in a deadlock
(Figure 3 contains three empty circuits). This
circular wait can be resolved by placing J
1
in the
buffer after completion on machine M
1
, and hence
expanding t
1-2
into a flow place p
1B
in-between two
new transitions, t
1-B
and t
B-2
. A token in p
1B
represents J
1
while residing in the buffer. Firing t
1-B
releases M
1
and places J
1
in the buffer, while firing
t
B-2
acquires M
2
and moves J
1
from the buffer.
Using a hybrid approach earlier proposed in
literature (DiCesare et al., 1993), through a series of
top-down and bottom-up steps, the obtained SMG
can then be augmented to represent the material
handling (robot) operations while preserving the
liveness and reversibility of the original SMG. Top-
down decomposition first divides each flow place
into two places with a transition in-between. The
first place models the robot while handling the job
and the second preserves the function of the original
flow place. In order to ensure that the robot is not
acquired simultaneously by more than one job, the
bottom-up aggregation step adds a robot place p
R
with one token to the SMG. This place is connected
with output arcs to transitions that model the
acquisition of the robot, and input arcs from
transitions that model its release. After applying
both steps, the augmented SMG (ASMG) can be
obtained as shown in Figure 4. In this figure, arcs
that connect p
R
to its associated transitions are
partially omitted and scheduling places along with
their corresponding arcs are represented by bold arcs
for the sake of clarity.
Figure 4: ASMG of illustrative example.
4 APPROACH VALIDATION
In order to validate the proposed approach, the
supervisors for two benchmark problems are
generated and simulated. Simulation entails
executing the corresponding ASMGs of the
problems to simulate the production process. The
selected problems are the ‘4 jobs x 3 machines’
problem introduced in Ramaswamy & Joshi (1996),
HIERARCHICAL PERFORMANCE-ORIENTED CONTROL OF FLEXIBLE MANUFACTURING CELLS
331

and a ‘6 jobs x 6 machines’ problem that can be
found in the OR library under the name ft06. The
instance selected for problem ‘4J x 3M’ features a
unit buffer capacity, and for problem ft06, no buffer
space is available in the system. The times required
to obtain the deadlock-free schedule using the
heuristic proposed in Fahmy et al. (2008) and
generate the corresponding ASMG for the 4Jx3M
and ft06 problems were 0.19 and 0.8 seconds,
respectively. In order to test the reversibility of the
supervisors, they were run for lot sizes of five parts
for each job type. The two ASMGs were executed,
and all the parts for all the job types for the two
problems were completed successfully. The two
ASMGs can now be implemented through a
computer, which can be connected to cell devices to
complete the required product mixes.
5 CONCLUSIONS
This paper has proposed an efficient hierarchical
scheduling and control architecture for FMCs. The
inputs to the proposed architecture are simply the
available resources in the system and the production
routes of the jobs to be produced. The output is a
readily implementable supervisor, capable of driving
the system to autonomously produce the required
products in a deadlock-free manner, according to the
best production schedule. The supervisor can further
be updated in real time to accommodate any changes
in the product mix, while preserving the optimized
performance of the system. The output of this work
can to some extent narrow the gap that exists
between scheduling and control literature of AMSs.
REFERENCES
Banaszak, Z. A., Krogh, B. H., 1990. Deadlock avoidance
in flexible manufacturing systems with concurrently
competing process flows. IEEE Transactions on
Robotics and Automation, vol. 6, no. 6, pp. 724-734.
Ben Abdallah, I., ElMaraghy, H. A., ElMekkawy, T.,
2002. Deadlock-free scheduling in flexible
manufacturing systems using Petri nets. International
Journal of Production Research, vol. 40, no. 12, pp.
2733-2756.
Campos, J., Chiola, G., Colom, J. M., Silva, M., 1992.
Properties and performance bounds of timed marked
graphs. IEEE Transactions on Circuits and Systems,
vol. 39, no.5, pp. 386-401.
Chu, F., Xie, X.-L., 1997. Deadlock analysis of Petri nets
using siphons and mathematical programming. IEEE
Transactions on Robotics and Automation, vol. 13, no.
6, pp. 793-804.
DiCesare, F., Harhalakis, G., Proth, G. M., Silva, M.,
Vernadat, F. B., 1993. Practice of Petri nets in
manufacturing. Chapman & Hall, London.
Ezpeleta, J., Colom, J. M., Martinez, J., 1995. A Petri net
based deadlock prevention policy for flexible
manufacturing systems. IEEE Transactions on
Robotics and Automation, vol. 11, no. 2, pp. 173-184.
Fahmy, S. A., ElMekkawy, T. Y., Balakrishnan, 2008.
Deadlock-free scheduling of flexible job shops with
limited capacity buffers. European Journal of
Industrial Engineering, vol. 2, no. 3, pp. 231 – 252.
Fanti, M. P., Zhou, M., 2004. Deadlock control methods in
automated manufacturing systems. IEEE Transactions
on Systems, Man, and Cybernetics, vol. 34, no.1, pp.
5-32.
Golmakani, H. R., Mills, J. K., Benhabib, B., 2006.
Deadlock-free scheduling and control of flexible
manufacturing cells using automata theory. IEEE
Transactions on Systems, Man, and Cybernetics, vol.
36, no.2, pp. 327-337.
Hsieh, F.-S., Chang, S.-C., 1994. Dispatching-driven
deadlock avoidance controller synthesis for flexible
manufacturing systems. IEEE Transactions on
Robotics and Automation, vol.10, no. 2, pp. 196-209.
Lee, D. L., DiCesare, F., 1994. Scheduling flexible
manufacturing systems using Petri nets and heuristic
search. IEEE Transactions on Robotics and
Automation, vol.10, no. 2, pp. 123-132.
Li, L., Jiang, Z., 2006. Formal design and analysis of a
hybrid supervisory control structure for virtual
production systems. International Journal of
production Research, vol. 44, no.13, pp. 2479-2497.
Liljenvall, T., 1999. Scheduling for production systems
with limited buffers. Proceedings of the IEEE
International Conference on Systems, Man, and
Cybernetics, vol. 6, pp. 469-474.
Mati, Y., Rezg, N., Xie, X., 2001. Geometric approach
and Taboo search for scheduling flexible
manufacturing systems. IEEE Transactions on
Robotics and Automation, vol. 17, no. 6, pp. 805-818.
Ramadge, P. J., Wonham, W. M., 1987. Supervisory
control of a class of discrete event processes. Siam J.
Control and Optimization, vol. 25, no. 1, pp. 206-230.
Ramaswamy, S. E., Joshi, S. B., 1996. Deadlock-free
schedules for automated manufacturing workstations.
IEEE Transactions on Robotics and Automation, vol.
12, no.3, pp. 391-399.
Sun, R.-L., Li, H.-X., Xiong, Y., 2006. Performance-
oriented integrated control of production scheduling.
IEEE Transactions on Systems, Man, and Cybernetics,
vol. 36, no. 4, pp.554-562.
Viswanadham, N., Narahari, Y., Johnson, T. L., 1990.
Deadlock prevention and deadlock avoidance in
flexible manufacturing systems using Petri net models.
IEEE Transactions on Robotics and Automation,
vol.6, no. 6, pp. 713-723.
ICINCO 2009 - 6th International Conference on Informatics in Control, Automation and Robotics
332
