
MasDISPO xt
Process
Optimisation by Use of Integrated, Agentbased Manufacturing Execution
Systems Inside the Supply Chain of Steel Production
Sven Jacobi
Saarstahl AG, Hofstattstrasse 106, 66330 V
¨
olklingen, Germany
Christian Hahn, David Raber
German Research Center for Artificial Intelligence, Stuhlsatzenhausweg 3, 66123 Saarbr
¨
ucken, Germany
Keywords:
Intelligent Agents, Industrial Application of Artificial Intelligence, Decision Support Systems.
Abstract:
The production of steel normally constitutes the inception of many supply chains in different areas of industry.
Steel manufacturing companies are strongly affected by bull whip effects and other unpredictable influences
along their production chains. Improving their operational efficiency is required to keep a competitive position
on the market. Hence, flexible planning and scheduling systems are needed to support these processes, which
are based on considerable amounts of data, hardly processable manually anymore. MasDISPO
xt
is an agent-
based generic online planning and scheduling system for the observation on MES-level of the complete supply
chain of Saarstahl AG, a globally respected steel manufacturer. This paper concentrates on the horizontal and
vertical integration of influences of rough planning on detailed and the other way around. Based on model-
driven engineering business processes are modeled on CIM-level, a service oriented architecture is presented
for the interoperability of all components, legacy systems and others wrapped behind services. Finally, an
agent-based detailed planning and scheduling ensuring interoperability in horizontal and vertical direction is
approached effectively.
1 INTRODUCTION
The production chain of Saarstahl AG consists of a
multitude of specialised and complex metallurgical
manufacturing processes with a lot of dependencies
among them. First, a blast furnace factory produces
hot metal from iron ore, coke and limestone as raw
materials for the steel production. In fixed intervals
distributed over the day, a determined quantity of hot
metal is sent by rail to the steel works for the next pro-
duction step. Inside the melting shop, steel of differ-
ent quality grades is produced, according to concrete
customer orders and requirements. It is cast at contin-
uous casting plants into billets. Afterwards, these bil-
lets are delivered to the rolling mills. Here, steel bars
or wire rods of different shapes and formats are pro-
duced. In fixed, cyclic rolling campaigns of limited
capacities certain formats are produced. After rolling,
follow-up manufacturing steps concerning steel bars
are arrangement, pickling, annealing and saw cutting;
wire rods probably need a annealing and a pickling.
Finally, the products are delivered to the customers
– mostly suppliers of the automotive, shipbuilding or
aerospace sectors.
MasDISPO
xt
schedules the execution of each
concrete order along the production chain. It monitors
production on a rough—in weeks—and detailed—in
days and hours—level, and executes an online de-
tailed planning and scheduling for the different man-
ufacturing steps in each single factory. It has to detect
problems in the production and handle them in order
to return to normal production. The rough working
plan for each manufacturing level is calculated on de-
mand, before final order commitment.
The overall process chain is characterized by
changes in customer orders and it is affected by pro-
duction setbacks or problems. Therefore, steel manu-
facturing companies must be flexible and dynamic, by
adapting production plans fast in order to meet cus-
tomer requirements while still being cost-efficient.
These are requirements which need to be covered
in almost every industrial sector, hence, there are a lot
of commercial systems handling this. Existing solu-
tions are dominated by centralized decision making
347
Jacobi S., Hahn C. and Raber D. (2009).
MasDISPO_xt - Process Optimisation by Use of Integrated, Agentbased Manufacturing Execution Systems Inside the Supply Chain of Steel Production.
In Proceedings of the 11th International Conference on Enterprise Information Systems - Artificial Intelligence and Decision Support Systems, pages
347-350
DOI: 10.5220/0001996503470350
Copyright
c
SciTePress
processes, mostly data driven and often not modeling
the business processes they should. ERP systems like
APO (Bartsch and Bickenbach, 2002) or APS (Ad-
vanced Planning and Scheduling) are suitable for a
rough planning, only. Big software companies have
adopted the strategy to provide integration mecha-
nisms for MES-level solutions (SAP, 2004) like the
presented solution.
MasDISPO xt, a decentralised agent based ap-
proach, is the proposed solution of this paper. In Mas-
DISPO xt, every order is modeled as an agent. The
agent calculates and observes its own schedule from
order entry, across rough and detailed planning, and
monitors the production up to the point of delivery.
It responds to changes during planning, scheduling
and production by dynamically adapting the sched-
ules. Also, each aggregate of any factory is also mod-
eled as an agent which also calculates its schedule au-
tonomously based on further local knowledge and re-
strictions.
The complete production chain is very complex
and could not be addressed with the appropriate de-
tail in the context of only one paper. Therefore, this
paper concentrates on the horizontal and vertical in-
tegration of solutions provided for detailed planning
into a global perspective regarding rough planning
and the other way round. As a presetting, rough plan-
ning influences detailed planning and vice versa a re-
arranged detailed planning might impact the rough
layer – probably on several manufacturing levels. Ex-
isting ERP solutions cannot provide such integrations
very suitable – the motivation for the presented ap-
proach.
2 PLANNING AT SAARSTAHL AG
Steel production in general is a very complex, dy-
namic and disassembling process. It starts inside the
blast furnace as hot metal and ends up in vast number
of products of different kinds. On each manufacturing
step, there are lots of restrictions regarding quality,
size, dimension and others which determine the cam-
paigns and batch units on each processing step. Of
course, time restrictions also have to be kept. Hence,
a delay on a certain step might have cascading effects
along different branches of further processing. As
mentioned, the average order backlog of Saarstahl is
about 17500 – each order composed of several order
position and each position with up to 50 processing
steps. Hence, it is a challenge to keep planning and
scheduling under control.
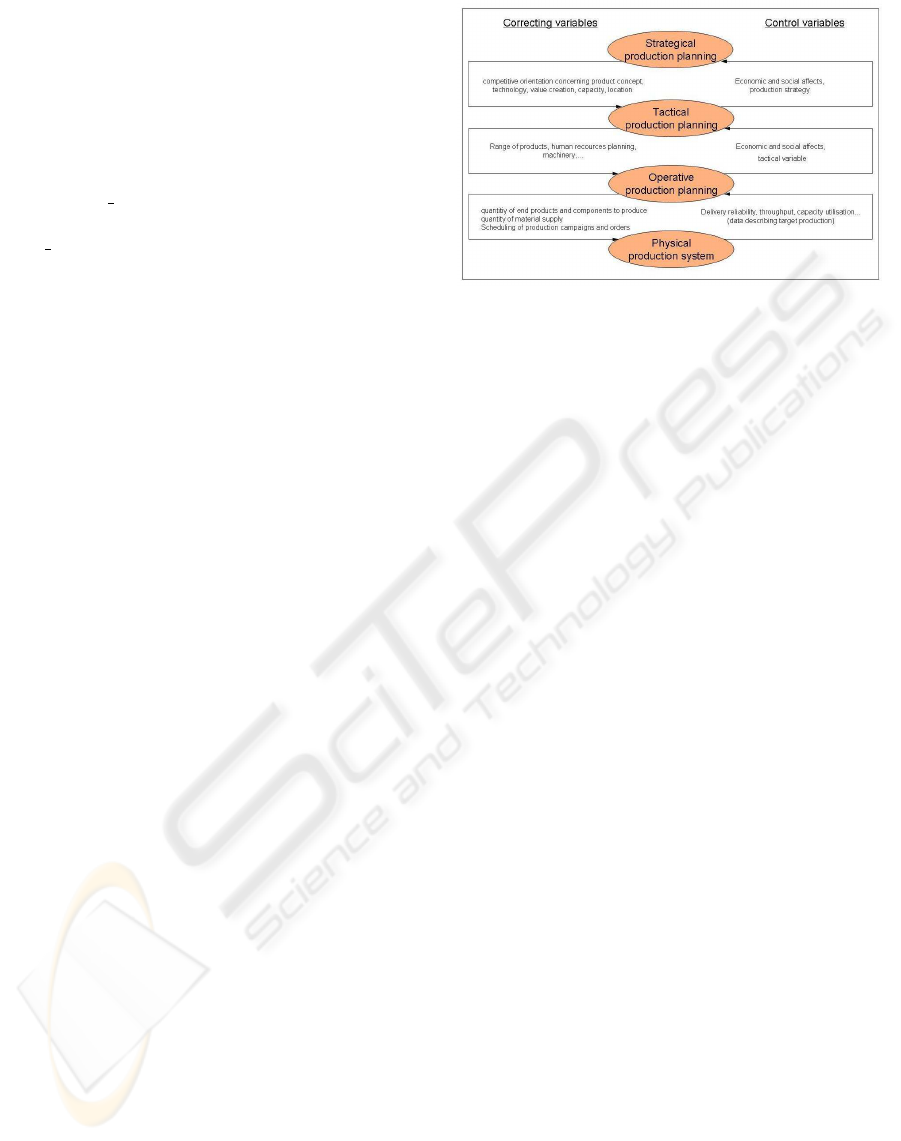
Competitive orientation concerning product con-
cepts, technology and others are discussed per annum
Figure 1: Control Cycle of planning influences and depen-
dencies.
and give a direction for human resource planning or
machinery on a tactical level. In planning levels re-
garding sales, the global production capacities for the
different production phases are booked. After that,
the planning process continues by planning at lower
levels. For each factory, the global planning level pro-
vides the lower level with a set of orders for a speci-
fied time horizon. These assigned orders are planned
in more detail while going down in planning levels
down to physical production systems. All these in-
fluences are correcting variables from ’above’ often
given just once.
On the other hand, physical production systems
might have any delays which has to adopted by
the planning system above. Delivery reliability or
throughput are measured constantly and influence the
next level above. These control variables go up to the
strategical planning on highest level. A cycle of inter-
dependencies as shown in figure 1 is created. Flexibil-
ity across these different layers is needed to guarantee
a flexible planning and production process.
The planning horizon on highest level is quite
rough, the closer it gets down to production the
shorter the horizon is. To realise this exchange of in-
formations, smooth interfaces between the acting sys-
tems are needed. On a higher level planning level,
usually normal ERP-systems are used. These systems
probably also support also provide a adavnced plan-
ning system (APS) for a rough planning. Beneath, a
so called MES is used for a detailed planning. The
last level is the automation level covered by ’SPS’
or ’SCADA’ (Supervisory Control and Data Acqui-
sition). A smooth vertical integration of these acting
systems is needed to guarantee a fast exchange of in-
formations which is especially needed in steel pro-
duction since materials are often molten between two
different processing steps and might not cool down.
Saarstahl is a historically grown company. Hence,
a lot of obsolete legacy systems are running. In-
ICEIS 2009 - International Conference on Enterprise Information Systems
348

tegrations as described above are especially regard-
ing dynamic aspects viable unsatisfying by exist-
ing, commercial approaches. Driven by this need
Saarstahl decided to develop own solutions and par-
ticipate in research projects like the European funded
project ’SHAPE’ (Semantically-enabled Heteroge-
neous Service Architecture and Platforms Engineer-
ing) (SHAPE, 2008) dealing with these problems.
2.1 Solution
The main idea in order to be in a position of handling
these problems is to model each single order posi-
tion as a software agent. Every single compolo agent
(comission - position - lot) calculates and observates
its own schedule from order entry until invoicing. In-
stead of handling a vast number of restrictions sub-
ject to the manufacturing step in general only a few
of which are relevant for a single order position are
handled by the entity autonomously. A decentralised
management of manufacturing control is received in-
stead of a centralised, data driven approach.
Definition 1. Having a finite set of factories F with
elements f
i
, where f
i
is the factory number i, aggre-
gates A with elements a
j
, where a
j
is the factory num-
ber j
F = { f
1
, . . . , f
n
} n ∈ N
A = {a
1
, . . . , a
m
} m ∈ N
O being the finite set of all orders to be planned, with
elements identified with the letter o,
O = {o
1
, . . . , o
q
} q ∈ N
L
i
being the ordered list of elements of A which are the
suitable aggretates for order o
i
in order of preference,
L
i
= {a
x
, . . . , a
y
}
where
| L
i
|≤ n; i = 1, . . . , q;
a
x
∈ L
i
∧ a
y
∈ L
i
∧
a
x
precedes a
y
in the list L
i
⇒
a
x
is preferable over a
y
for order o
i
L being the collection of preferences for all orders:
L = {L
1
, . . . , L
q
}
and the functions C, being the function which asso-
ciates an aggregte to its associated available capac-
ity for a given period, and c, the function which as-
sociates each order to its required capacity on an ag-
gregate,
C : M → N
c : O → N
the top level plannning problem for assinging aggre-
gates can be defined as the search for a set P that
associates each order in O to aggregates in A follow-
ing the preferences provided by L and making sure
that the sum of all sizes provided by c(x) of the orders
associated to a specific furnace do not exceed the fur-
nace’s specific maximal capacity C(a
j
):
P = O × A
where
∀a
j
∈ A :
∑
x∈{o|(o,a
j
)∈P }
c(x)
< C(a
j
) .
A solution P is produced by searching for each
order o
i
∈ O (sorted by arrival date) a factory f
i
∈ F
and an aggregate a
j
∈ A with available capacity, fol-
lowing the list L
i
. Furthermore, S
o
q
is the finite set
of processing steps with elements s
k
, where s
k
is the
step number k necessary to meet customer require-
ments according o
q
. H is the function assigning the
number of different factories along the process chain
of each single order position.
S = {s
1
, . . . , a
l
} l ∈ N
H : S
o
q
× S
o
q
→ N,
h(s
k
, s
k+1
) 7→
½
0 : f (a
s
k
) = f (a
s
k+1
)
1 : f (a
s
k
) 6= f (a
s
k+1
)
;
f (a
s
k
) maps step s
k
on aggregate a
s
k
to factory i
min
∑
S
o
q
∑
k
h(s
s
k
,s
k+1
)
By minimizing this function transportation costs will
be optimised. Of course, this is not the single ob-
jective. Along the complete process chain, there are
several and also conflicting goals. But this is not ad-
dressed in this paper.
This general definition is valid across the complete
supply chain for every single order position in each
local subsystem. Additional restrictions and others
are takeninto account while going down on more de-
tailed level. The degree of detailedness also define the
framework for information exchange. The goal is to
exchange the least data as possible but at least what is
necessary to guarantee transparency as demanded.
How are existing legacy systems be integrated into
workflow and how are interactions realised? This
is solved by use of a Service Oriented Architecture
(SOA). An extract of the complete process chain is
choosen to explain the approach in more detail. The
extract concentrates on the phase of production report
of the steelwork until preparation of rolling. In this
phase, all compolo agents release semi finished prod-
ucts of the steelwork in order to find potential better
assignments especially concerning time and quality.
MasDISPO_xt - Process Optimisation by Use of Integrated, Agentbased Manufacturing Execution Systems Inside the
Supply Chain of Steel Production
349
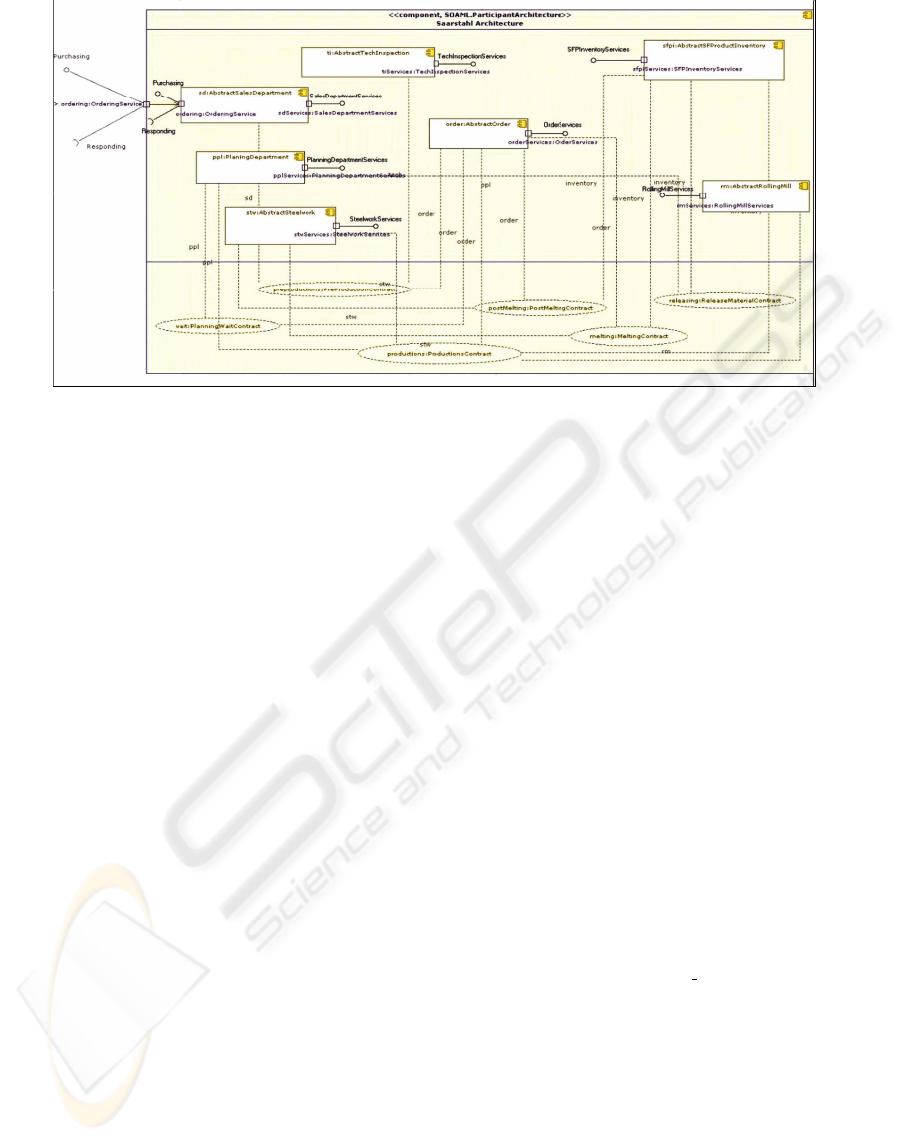
Figure 2: Service Oriented Architecture of Saarstahl AG.
The planning process is formalized via busi-
ness process modeling notation (BPMN) using ARIS
(IDS Scheer AG , 2008) on computation-independent
model (CIM level). A model transformation to PIM
level (platform-independent model) is done using
SOAML (OMG, 2008). Another model transforma-
tion is done on PIM level to PIM4Agents (Hahn et al.,
2007). The metamodel of agent aspect is centered
on the concept of an agent, the autonomous entity
capable of acting in a specified environment. The
last transformation is going down to platform specific
model (PSM). On this layer, a detailed planning as
described in (Jacobi et al., 2007) is fulfilled.
Since there are a lot of legacy systems running, in-
formation exchange between these systems has to be
arranged. On each level certain services are already
specified. A service oriented approach is straightfor-
ward. Legacy systems are wrapped behind services.
Figure 2 depicts an extract of the generated service
oriented architecture for the described phase.
3 CONCLUSIONS
A need for flexible integrated planning systems with a
clear workflow and a fast information exchange is un-
deniable. By use of a SOA, vertical integration but
also horizontal integration of information exchange
is eased. Response times are reduced by use of ser-
vices provided by orders or aggregates both modeled
as agents. Informations are exchanged without de-
tours anymore. No informations are lost, because ser-
vices are embedded in specified protocols which en-
sure completeness.
The described examples of this paper state a sub-
set of the different problems which need to be solved
along production inside the supply chain. An auto-
matic and responsive planning system is needed. The
decentralised approach with multiagent systems make
the system easier to handle, really models the de-
manded business processes and is able to manage the
huge data amount along production – requests which
are not always met by the existing centralised ap-
proaches. By use of SOA, a more flexible environ-
ment easily to extent is received.
REFERENCES
Bartsch, H. and Bickenbach, P. (2002). Supply Chain Man-
agement mit SAP APO. SAP Press, 2nd ed.
Hahn, C., Madrigal-Mora, C., and Fischer, K. (2007). Inter-
operability through a platform-independent model for
agents. Proc. 3rd Inter. Conference on Interoperabil-
ity for Enterprise Software and Applications (I-ESA
2007).
IDS Scheer AG (2008). Aris. http://www.ids-
scheer.com/en/ARIS/ARIS Software/3730.html.
Jacobi, S., Leon-Soto, E., Madrigal-Mora, C., and Fischer,
K. (2007). Masdispo: A multiagent decision support
system for steel production and control. AAAI Inno-
vative Applications of Artificial Intelligence.
OMG (2008). Service oriented architecture modeling
language (soaml) - specification for the uml pro-
file and metamodel for services (upms). http://
www.omg.org/docs/ad/08-08-04.pdf.
SAP (2004). Integration von mes-systemen in sap for mill
products.
SHAPE (2008). Semantically-enabled heterogeneous ser-
vice architecture and platforms engineering. http://
www.shape-project.eu.
ICEIS 2009 - International Conference on Enterprise Information Systems
350
