
Simulation-based Performance Analysis in Robotic Mobile Fulfilment
Systems
Analyzing the Throughput of Different Layout Configurations
Thomas Lienert, Tobias Staab, Christopher Ludwig and Johannes Fottner
Chair for Materials Handling, Material Flow, Logistics, Technichal University of Munich,
Boltzmannstr. 15, 85748 Garching, Germany
Keywords: Automated Guided Vehicles, Robotic Mobile Fulfilment System, Throughput Analysis, Discrete-event
Simulation.
Abstract: A robotic mobile fulfilment system for automated storage and retrieval of goods is investigated to determine
reachable throughput as a function of the number of vehicles. The simulation model considers connected
zones for manual order picking and replenishment of empty storage units. The results show a strong
increase of blocking effects between vehicles if the number of vehicles within the system increases. This
leads to a maximal throughput, which further vehicles cannot increase. We will show that changing the
storage layout increases throughput. The results also show a linear correlation between the number of
vehicles and the throughput for small numbers of vehicles. Here, analytical calculations are admissible since
minor blocking effects do occur. However, the end of the linear correlation can only be found by simulation.
1 INTRODUCTION
An automated guided vehicle system (AGVS) is a
driverless transport system used to move materials
horizontally (Vis, 2006). It consists of at least one
automated guided vehicle (AGV), a guidance control
system, devices for localization, and equipment for
data transmission (VDI 2510). AGVSs are
commonly used in manufacturing plants,
warehouses, distribution centers, and transshipment
terminals (Le-Anh and De Koster, 2006).
Robotic mobile fulfilment systems (RMFSs) are
a more recent AGVS application. RMFSs are a new
type of automated storage and retrieval systems used
for part-to-picker order-picking systems (Lamballais
et al., 2017). The products are stored on racks, which
are arranged in storage aisles on the ground. The
vehicles are considered to be mobile robots in this
context, and use a rectangular grid of paths to move
within the storage area. They can travel along the
storage aisles and underneath the racks as well if the
vehicles are empty. Once an order arrives and is
assigned to a picking station, a vehicle moves under
the rack containing the required item, lifts the rack,
and brings it to the designated picking station, where
the item is picked. A vehicle subsequently brings the
item back to an empty storage location. Figure 1
shows an example of an RMFS.
The main benefits relative to common stacker-
crane-based storage and retrieval systems are simple
scalability and good redundancy. The whole system
can be run with a single vehicle. If needed, more
vehicles can be added to achieve a greater
throughput. Should a single vehicle fail, the
remaining vehicles continue to fulfill the storage and
retrieval request and system throughput is only
slightly affected.
Several decision problems involving RMFS
control have to be solved. First, incoming items need
to be assigned to racks on which they are stored.
Second, these racks have to be assigned to storage
locations within the system. Order processing in a
picking station has to be determined, and retrieval
tasks have to be assigned to vehicles. Finally, the
traffic has to be planned: routing and deadlock-
handling strategies are necessary to run the system
in a robust and efficient way (Boysen et al., 2017).
An important issue when planning an AGVS in
general is to determine the number of vehicles
needed to reach a given throughput. A sufficient
number of vehicles has to be available to ensure that
all transport tasks are performed on time. On the
other hand, there shouldn’t be too many vehicles,
Lienert, T., Staab, T., Ludwig, C. and Fottner, J.
Simulation-based Performance Analysis in Robotic Mobile Fulfilment Systems - Analyzing the Throughput of Different Layout Configurations.
DOI: 10.5220/0006827103830390
In Proceedings of 8th International Conference on Simulation and Modeling Methodologies, Technologies and Applications (SIMULTECH 2018), pages 383-390
ISBN: 978-989-758-323-0
Copyright © 2018 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
383
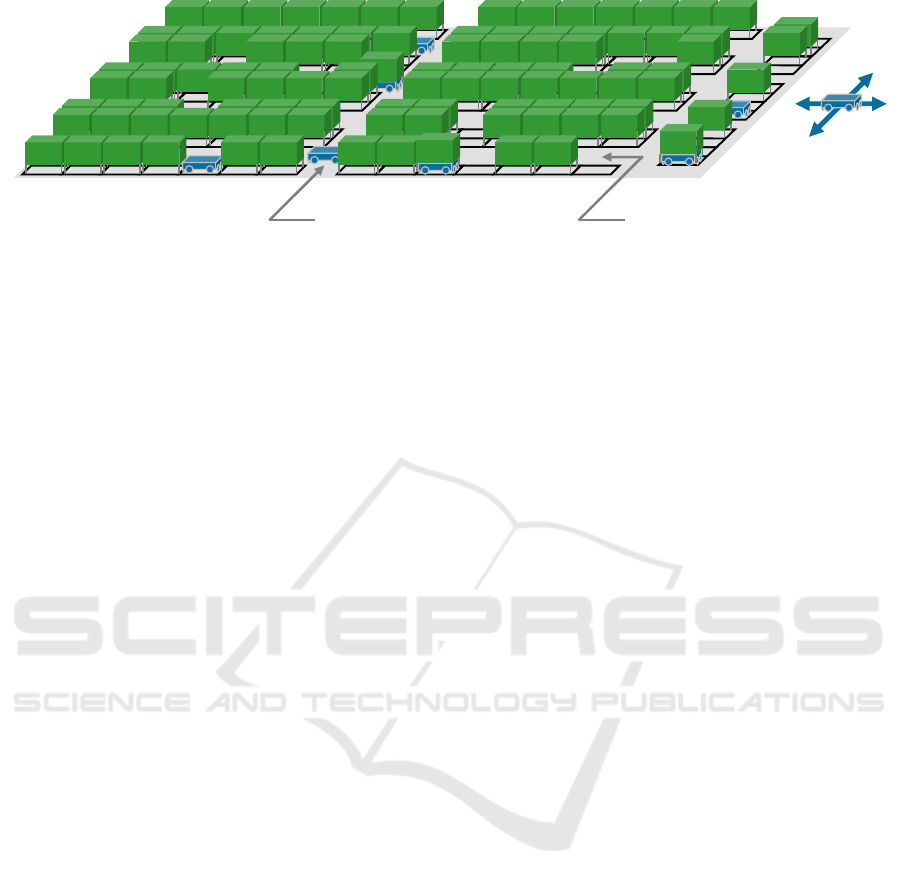
Figure 1: Example of an RMFS.
because vehicles are costly and too many could be
unprofitable (Vis, 2006).
In this paper, we describe a case study involving
an RMFS. We use a simulation model, which we
validate analytically. Simulation experiments reveal
reachable throughput as a function of the number of
vehicles, taking blocking effects among them into
account. We are thus able to show the implications
of blocking effects on the usability of static analytic
approaches for throughput calculation.
We further investigate the influence of different
layout configurations to answer the following
questions:
Is using two lanes (one for each direction) within
each storage aisle to achieve more throughput
worth the significantly greater space required?
Is assigning a direction to each single-lane
storage aisle helpful or should bidirectional
traffic be allowed instead?
What is the influence of cross-aisles? They
provide more flexible vehicle-routing options.
However, do they hence lead to greater
throughput due to less congestion?
The remainder of the paper is organized as follows:
We first briefly review the literature on research to
date into determining the optimal fleet size for
AGVSs. We subsequently describe the considered
RMFS in more detail before we present the
simulation model used for the study. In section five,
we describe the simulation experiments conducted
and discuss their results in section six.
2 LITERATURE REVIEW
To determine the optimal AGV fleet size, several
factors have to be taken into account besides the
number of transports. These include, for instance,
the vehicles’ speeds, loading and unloading times,
the system’s layout, traffic congestion, and vehicle-
dispatching strategies. (Müller, 1983).
Both Ganesharajah et al., and Vis provide
literature reviews concerning approaches to fleet-
size determination, which comprise deterministic
and stochastic methods. (Ganesharajah et al., 1998;
Vis, 2006).
A lower bound for the fleet size of an AGVS can
be obtained by dividing the total travel time by the
length of the planning horizon. The total travel time
includes time for loading and unloading, loaded
travel and empty travel. Empty travel occurs when
the next transport task’s starting point differs from
the previous task’s completion point. The loaded
travel time can be calculated using the From-To
chart, assuming that AGVs travel the shortest path to
complete their assignments. In reality, conflicts with
other AGVs may cause an AGV to take a longer
path. (Ganesharajah et al., 1998)
Additionally, getting the From-To chart becomes
increasingly difficult with a rising number of
possible start points and ends of an assignment. If
AGVs operate in an RMFS, assignments can lead
from any storage location or picking station to any
other. The associated From-To chart comprises one
value for each pair of start and end points. Instead of
calculating each individual travel time, one can use
the mean travel time between a picking station and
any storage location, or between two storage
locations, respectively. This approach has been
applied to storage and retrieval systems for many
decades. As it neglects blocking effects between
AGVs, it has to be considered a static approach.
(Großeschallau, 1984; Gudehus, 2010)
The influence of vehicle-dispatching rules makes
estimating empty-travel time a complex task.
Malmborg presents an analytical procedure to
estimate empty-vehicle travel volume considering
different dispatching rules. (Malmborg, 1991)
Additionally, the more vehicles are moving
within the system, the more blocking among them
will occur (Schmidt, 1989). Static approaches are
insufficient to quantify these blocking effects. A
simulation study has to be conducted instead. Scant
cross-aisles
storage aisle
picking area
SIMULTECH 2018 - 8th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
384
literature exists on RMFS fleet size. Lamballais et
al., analyze the performance of RMFS with and
without storage zones serving single-line and multi-
line orders. They use an analytic approach based on
a queueing network model to estimate maximum
order throughput, average cycle time, and vehicle
utilization. For modelling, they assume that aisles
allow only unidirectional travel and that no vehicle
blocking or congestion occurs in the aisles.
(Lamballais et al., 2017)
Yuan and Gong use a queueing network model
as well to compare different strategies for RMFSs.
They compare the performances of pooled and
picker-dedicated vehicles and calculate the optimal
number and velocity of the vehicles. (Yuan and
Gong, 2017)
The literature mentioned above shows that there
exist different analytical approaches for estimating
the number of vehicles. But as Le-Anh and de
Koster mention, impractical assumptions in the
analytical models may cause the estimated number
of vehicles to differ considerably from that really
needed. A simulation modelling specific operational
conditions should therefore be used to reevaluate the
estimated number. (Le-Anh and De Koster, 2006).
The complex nature of the issues involved in
determining fleet size seems to make simulation the
most promising tool. (Ganesharajah et al., 1998).
Finally, we would like to emphasize why we are
analyzing different layout configurations regarding
direction of travel within the storage aisles.
According to Le-Anh and De Koster, the way in
which vehicles travel through the system
(unidirectional or bidirectional) influences vehicle-
fleet size. (Le-Anh and de Koster). The main reason
for unidirectional traffic is simplicity of layout
design and traffic control. But as Egbelu and
Tanchoco showed by simulation, the use of
bidirectional traffic can increase productivity,
especially if fewer vehicles are required (Egbelu and
Tanchoco, 1986).
3 CONSIDERED SYSTEM
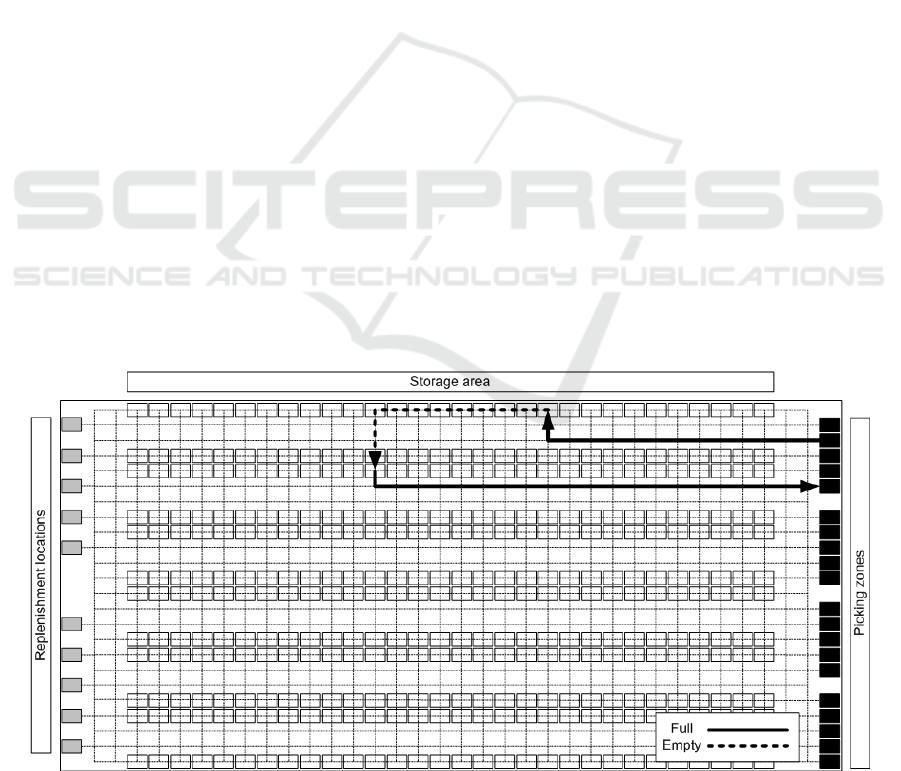
Figure 2 shows the investigated RMFS’s basic
layout (floor plan). The white boxes represent the
stored items placed on small racks, further called
storage units. These storage units are assembled into
twelve horizontal rows with six aisles for vehicle
movement in between. Each row is thirty storage
units long. The picking zones are located on the
layout’s far right side. Each of the four zones has
five picking locations (black boxes) where the
storage units are placed during the picking process.
On the layout’s far left side, there are ten
replenishment locations (gray boxes). If a storage
unit becomes empty during picking, it is brought to
one of these locations for replenishment before
being stored again. Dotted lines in the layout
indicate possible AGV movement paths. Two lanes
are apparent within the aisles, between the
replenishment locations and the storage area, and
between the picking zones and the storage area. All
lanes are unidirectional in opposite directions.
The different vehicles are all equally and
permanently assigned to one of the picking zones
Figure 2: Floor plan of the investigated RMFS with a sample dual cycle.
Simulation-based Performance Analysis in Robotic Mobile Fulfilment Systems - Analyzing the Throughput of Different Layout
Configurations
385
(picker-dedicated). Thus, they start their cycle at
one of their assigned picking zone’s picking
locations and end it at one picking location in the
same zone. The same applies to the storage units,
which are always stored into the aisle from which
they were earlier retrieved. The items are randomly
distributed (chaotic storage).
The AGVs perform three different cycles to
maintain material flow between storage locations,
picking zones, and replenishment locations. The first
and most common is the dual cycle. The AGV loads
its current picking location’s storage unit, transports
it to a random empty storage location in the same
aisle from which it was earlier retrieved, and stores
it there. Now a new storage unit is randomly
selected. The AGV moves to the selected location,
loads the unit, and transports it to an empty picking
location. The dual cycle with empty rack
commences if the storage unit is empty after the
picking process. In this cycle the empty storage unit
is transported to an empty replenishment location
(preferably one in the same layout half—top or
bottom—as the current picking zone). Afterwards a
new storage unit is gathered and transported to the
picking location. The last cycle consists of three
phases and is therefore called the triple cycle. It is
executed if a storage unit has been replenished and is
waiting to be stored again into the same aisle from
which the new storage unit must be retrieved. In this
case, the storage unit of the current picking location
is stored into a random empty location in its
assigned aisle, the storage unit of the replenishment
location is retrieved and stored into its assigned
aisle, and the new storage unit of the same aisle is
gathered and transported to the picking location.
The described cycles generally apply to all
numbers of vehicles. However, there are small
differences in the AGVs’ controls if there are four or
fewer as opposed to five or more per picking zone.
In the case of four or fewer AGVs, the vehicles
move underneath the storage unit that will be picked
next after they’ve brought a storage unit to the
picking location. With five or more AGVs, the
vehicles do not change their storage units at the
picking station. Instead, they wait until the picking
process for the current storage unit is finished and
store that unit afterwards. If more than five AGVs
are assigned to one picking zone, they have to check
whether there is an empty picking location at their
assigned picking zone after loading the new storage
unit at its storage location. Only then do they move
to this location. If not, they wait at the current
storage location until a picking location becomes
empty. We thus avoid vehicles blocking the main
aisle while they wait in front of the picking stations.
The picking process itself works according to the
principle of “first come, first served.” Therefore, the
storage unit that arrives first at the picking zone gets
picked first.
For the different tasks within the RMFS (picking,
replenishment, loading/unloading of storage items),
various times spans are needed. They are listed in
Table 1.
The picking time is set to a relatively short time
span to prevent the picking process from limiting the
system, since the intent in this paper is to investigate
maximum throughput based on the AGVs. Table 1
also gives the mean speed of the AGVs horizontally
and vertically. Acceleration and deceleration are not
taken into account. The vehicle’s wheels must be
rotated to change the direction of motion from
vertical to horizontal or from horizontal to vertical.
The corresponding time span is also listed in Table
1.
Table 1: RMFS parameters.
Picking
t
ime 5 s
Replenishment
t
ime 100 s
Loading
/
Unloading
t
ime 5 s
AGV speed horizontally
/
vertically 0.5 m/s
AGV turning
t
ime 5 s
Although the considered system features some
specific aspects such as control at the picking zone,
it is mostly standard. Only one in 20 picks empties a
bin, which causes 5 % of all cycles to be dual cycles
with an empty rack and another 5 % of all cycles to
be triple cycles. Most of the cycles in a layout with
parallel aisles are thus standard dual cycles.
Moreover, whether a vehicle changes picking
location only accounts for short times in comparison
to the whole cycle time.
4 SIMULATION MODEL
To answer the questions in the scope of this paper,
we follow the typical approach of simulation studies,
which is to derive a conceptual model from the
system under consideration and to translate it into a
computerized model. (Rabe, 2008)
The simulation model consists of four modules
for different functions that establish a transparent,
adaptive and reusable structure: the assignment,
routing, evaluation, and layout modules. Whenever
an AGV needs a new assignment, a request is passed
to the assignment module. The answer comprises the
order of pick stations, storage locations, and a
possible supply location that the AGV has to visit
during the cycle.
SIMULTECH 2018 - 8th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
386
The routing module takes over when the AGV
starts the cycle’s next phase. It calculates the fastest
route between start and end points of this section,
e.g., between pick station and the storage location
where the picked item has to be stored. To find the
fastest route, we apply the Time Window Routing
Method (Lienert and Fottner 2017). Not only is this
method guaranteed to find the fastest route relative
to the currently planned routes of other AGVs, but it
does so without the risk of causing deadlocks. The
whole AGV system can collapse due to an infinite
blockage if deadlocks are not reliably excluded. In
case of single-lane bidirectional storage aisles, for
example, a deadlock occurs if two loaded AGVs
meet each other driving in opposite directions. As
they cannot simply “switch” places, the aisle as well
as both AGVs are blocked if the control can’t
resolve the situation.
To apply the Time Window Routing Method, the
layout has to be modelled as a graph. The graph’s
nodes represent picking, replenishment, and storage
locations as well as aisles and cross-aisle
intersections.
Both the assignment module and the routing
module are connected to the layout module. It
consists of AGVs, storage locations, aisles, picking
stations, and supply locations according to the
system described above. The resulting computerized
model is implemented in Tecnomatix Plant
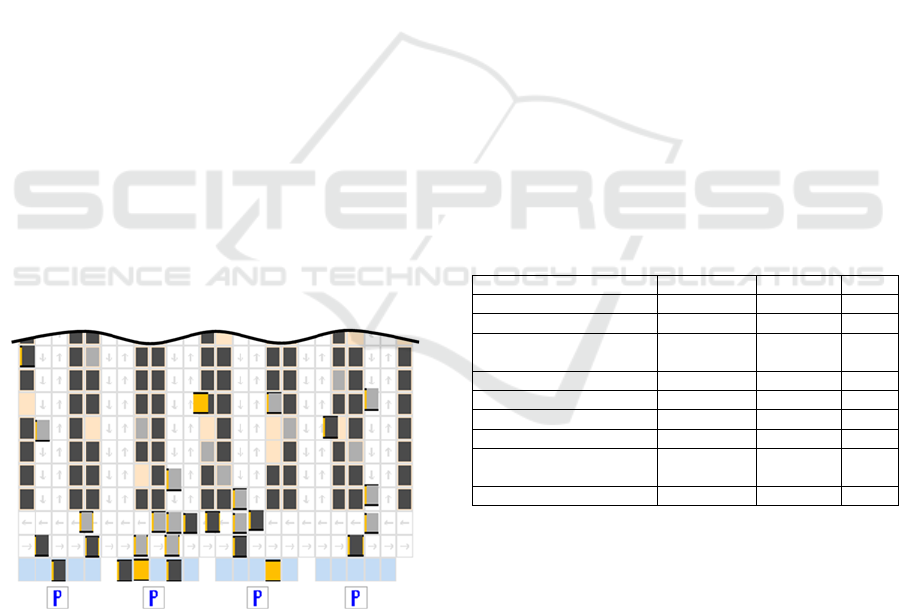
Simulation 11. Figure 3 gives an impression of the
area around the picking locations and part of the
aisles in the computerized model.
Figure 3: Screenshot from the simulation model. Every
rectangle represents a node in the underlying layout graph.
The evaluation module monitors the RMFS’s
behavior with relevance for the performance figures.
Thus, it collects, processes, and stores data from
consecutive experiments and allows for a thorough
evaluation with regard to the questions in the scope
of this paper.
Before conducting experiments, the simulation
model has to be verified and validated. We first use
a structured walkthrough to prove that our model’s
implementation is free of mistakes and thus can be
regarded as verified. In a second step, we compare
the cycle times of AGVs in our simulation model
with those from the static analytical approach to
calculate mean cycle times (see Großeschallau, 1984
or Gudehus, 2010). As this analytical approach does
not take into account blocking effects, we use a
single AGV to conduct dual cycles, dual cycles with
an empty item, and triple cycles randomly using all
possible picking stations, storage locations, and
supply locations. We also consider the empty travel
time between two picking stations in case of five or
more AGVs and single-lane bidirectional aisles (see
Section 3). To calculate cycle times analytically, we
split the cycle into time needed for turning,
loading/unloading and into segments of one-
dimensional, constant travel. Although turning and
loading/unloading are easily counted, the segments’
travel times depend on mean length and the AGV’s
velocity. The cycle time is then composed of these
components. The comparison of calculated and
simulated cycle times shows that the deviation
reaches a maximum of 1 %, which is acceptably low
(cf. Table 2). The simulation model is thus regarded
as valid.
Table 2: Validation of cycle times.
Calculation Simulation Delta
1
–
4 AGVs
Dual cycle 244 s 245 s 0 %
Dual cycle with empty
items
309 s 306 s 1 %
Triple cycle 392 s 394 s 0 %
5+ AGVs
Dual cycle 225 s 225 s 0 %
Dual cycle with empty
items
289 s 286 s 1 %
Triple cycle 372 s 374 s 0 %
5 EXPERIMENTS
The validation results show that a comparison
between simulation and static analytical calculation
is only possible for basic cycles of a single AGV.
Blocking effects as well as different layout
configurations are beyond the scope of analytical
models. But using our verified and validated
simulation model, we can include both aspects and
run experiments to find out more about how each
affects the system. In the experiments, we compare
Simulation-based Performance Analysis in Robotic Mobile Fulfilment Systems - Analyzing the Throughput of Different Layout
Configurations
387
three different layouts. Layout 1 corresponds to the
current system layout with two unidirectional lanes
per aisles. Layout 2 only provides a single lane per
aisle that can be used in both directions, whereas
Layout 3 allows only unidirectional traffic along a
single lane per aisle (cf. Figure 4). Furthermore, we
investigate the performance of each layout with and
without cross-aisles. We use two cross-aisles located
at one third and at two thirds of the aisle length.
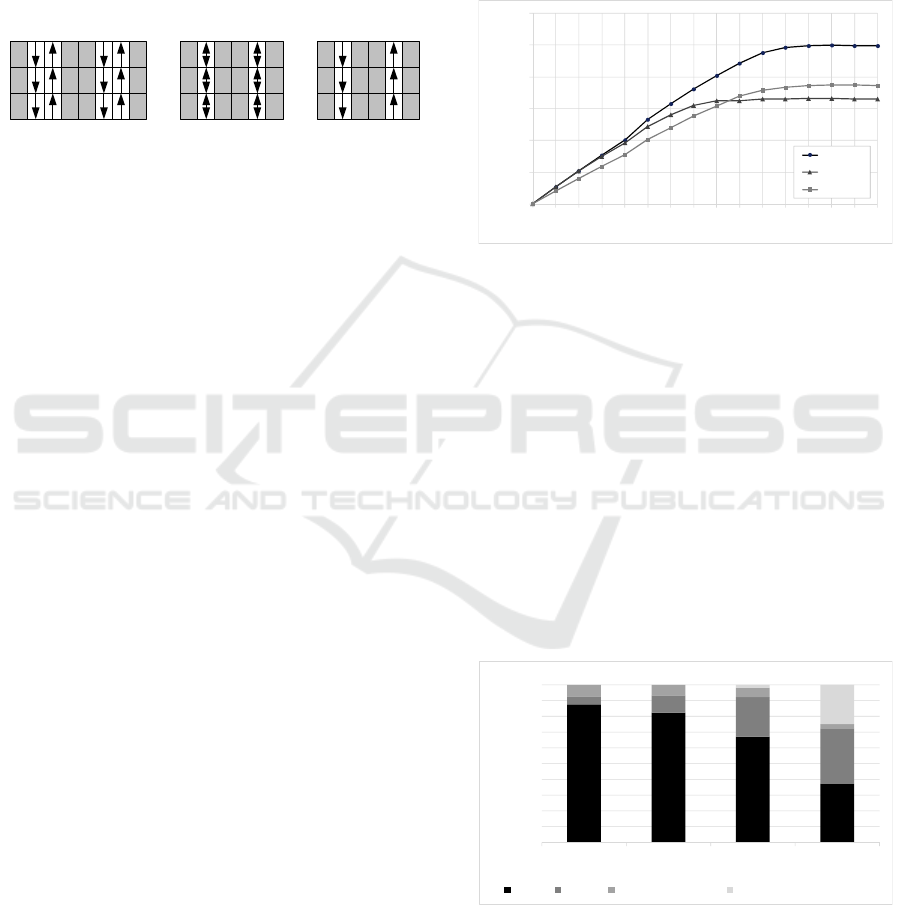
Figure 4: Section with two lanes for a) Layout 1, b)
Layout 2 and c) Layout 3.
With each layout, we vary the number of
vehicles from four (one per picking zone) to 60 (15
per picking zone) in steps of four. Simulation time is
set to 24 hours and a simulation run is repeated ten
times with each setting.
6 RESULTS
In this section, we present and discuss the results
obtained by the simulation. Figure 5 provides an
overview of the results without cross-aisles. The
curves look similar for all three layouts, and we will
see that this holds for cross-aisles as well (cf. Figure
3). In all cases, performance scales nearly linearly
with the number of vehicles until it reaches
saturation. The curves show a small knee between
16 and 20 vehicles or four and five vehicles per
picking zone, respectively. This is where the cycles
change as AGVs do not have to change the picking
location anymore between arrival and departure. As
soon as the saturation begins, the gain per additional
vehicle decreases to zero. At this stage, more
vehicles within the system do not further increase
performance. Blocking effects caused by the
additional vehicles result in a loss of performance
across all vehicles, which exactly counterbalances
the additional vehicles’ performance contributions.
A look at the time spans that the AGVs spent on
different activities helps to prove this.
Figure 6 shows
these amounts for Layout 2. There are four possible
activities: driving, loading and unloading, waiting
blocked during driving, and waiting loaded at a
storage location until a picking location is ready for
the next item. The last activity only occurs when
there are six or more vehicles per picking zone, as
each picking zone only provides picking locations
for five vehicles simultaneously. The increasing
amount of waiting due to blocking reflects the
blocking effects. With 60 vehicles in the RMFS, a
third of the time is spent blocked, whereas minor
blocking occurs with eight and 16 vehicles and
throughput rises linearly with the number of
vehicles.
Figure 5: Throughput of all three layouts without cross-
aisles.
Layout 1 provides the greatest throughput, which
one would expect due to two unidirectional lanes per
aisle. It is remarkable, however, that for fewer
vehicles, Layout 2 outperforms Layout 3. The
former’s aisles can be used in both directions, which
shortens the calculated paths. The more vehicles are
working within the system, the heavier the
congestion becomes. After a certain number of
vehicles is reached, allowing only unidirectional
traffic—as in Layout 3—is beneficial. Doing so
requires no changes in the physical layout and offers
a promising way to increase throughput using
control measures alone if insufficient space is
available to use Layout 1.
Figure 6: Amounts of time spent per AGV during the four
possible activities.
The second layout feature we tested is the
existence of cross-aisles that enable vehicles to
switch aisles not only in the front and back of, but
a)
b
)c)
0
100
200
300
400
500
600
0 4 8 12162024283236404448525660
Cycles per hour
Number of AGVs
Layout 1
Layout 2
Layout 3
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
8 163260
Amount of time
Number of AGVs
driving blocked loading & unloading waiting at storage location
SIMULTECH 2018 - 8th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
388
also at regular distances along the aisles.
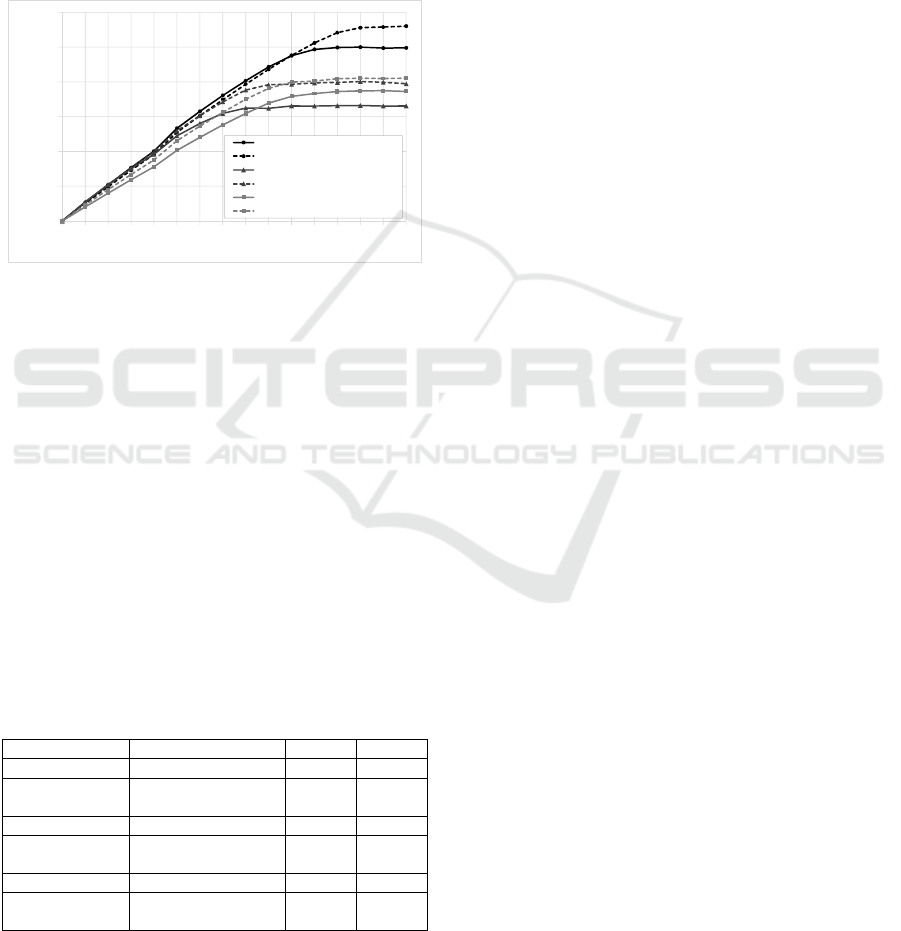
Figure 3
compares the throughputs of the different layouts
with and without cross-aisles. As mentioned above,
all curves look similar with a linear increase and a
small knee between 16 and 20 vehicles before
reaching saturation. Cross-aisles help to increase
throughput for every layout. The larger number of
routing options reduces blocking effects as expected.
Vehicles can more easily circumvent congested parts
of the layout thereby smoothing traffic.
Figure 7: Throughput of all three layouts with and without
cross-aisles.
Table 3 provides an overview of the maximum
throughput per layout and the number of AGVs that
was needed to reach that throughput. We define
maximum throughput as the first throughput that
increases less than one percent with the addition of
one vehicle per picking zone. Furthermore, the
differences in number of nodes within the storage
area is given with Layout 1 as reference. For
instance, Layout 1 with cross-aisles provides a
significantly greater throughput, but requires 26.7 %
more aisle nodes than Layout 1 without cross-aisles
does, whereas Layout 3 with cross-aisles achieves
less throughput (90 fewer cycles per hour) but
requires 40 % fewer aisles nodes.
Table 3: Comparison of performance and space
requirements.
Max. cycles per hour AGVs Nodes
Layout 1 489.9 48 -
Layout 1 with
cross-aisles
556.2 52 +26.7 %
Layout 2 324.7 32 −50.0 %
Layout 2 with
cross-aisles
391.8 36 −40.0 %
Layout 3 372.3 48 −50.0 %
Layout 3 with
cross-aisles
409.0 48 −40.0 %
From the curves in Figure 7, one can figure out
how many AGVs are needed to reach a certain
throughput. Furthermore, they hint at whether a
static approach that does not take blocking into
account also holds. For example, if a throughput of
200 cycles per hour is needed, the curves of all six
layouts are in the linear section. A static approach is
thus applicable. For a throughput of 450 cycles per
hour, however, a static approach results in a fleet
size of about 36 to 48 vehicles for the different
configurations. These numbers can be roughly
estimated by extrapolating the linear parts of the
curves up to 400 cycles per hour. The simulation,
however, shows that Layouts 2 and 3 reach
saturation below 450 cycles per hour. The system
would be unable to reach the desired throughput if
these layouts were chosen.
7 CONCLUSIONS
In this paper, we considered a robotic mobile
fulfilment system with six storage aisles, four
picking zones, and ten replenishment locations. We
conducted a series of simulation experiments to
compare the performances of different layout
configurations. We varied the number of vehicles
and analyzed the throughputs reached.
A bidirectional single lane layout is
recommended for fewer vehicles. However,
maximum throughput is reached with two
unidirectional lanes per aisles, although this layout
requires the most space. Using cross-aisles generally
yields greater throughput.
We were able to show that the more vehicles are
working within the system, the less throughput each
additional vehicle provides. For fewer vehicles, the
throughput is nearly a linear function of the number
of vehicles. Here it is admissible to analyze the
throughput of a single vehicle analytically and
forecast the throughput for more vehicles. But the
analytical approach underestimates the required
number of vehicles as soon as increasing blocking
effects among vehicles causes departure from
linearity. The crucial point is that numbers of
vehicles for which linearity holds is unknown. The
completion of a simulation study is therefore
essential for obtaining reliable performance results.
Based on this conclusion, we identify two
possible fields of future research: First, the scope of
the simulation model has to be extended towards
other aspects of planning like different storage
policies and dispatching rules. Both influence the
vehicles‘ travel distances and system performance.
Additionally, we assumed that the vehicles are
available without restrictions. However, battery
0
100
200
300
400
500
600
0 4 8 12 16 20 24 28 32 36 40 44 48 52 56 60
Cycles per hour
Number of AGVs
Layout 1
Layout 1 - with cross-aisles
Layout 2
Layout 2 - with cross-aisles
Layout 3
Layout 3 - with cross-aisles
Simulation-based Performance Analysis in Robotic Mobile Fulfilment Systems - Analyzing the Throughput of Different Layout
Configurations
389

management and emergency policies in case of a
vehicle break down affect the system performance.
Using our simulation model, the effects of both can
be analyzed during planning.
Second, to generalize our findings, a next step
can be to analyze at which number of vehicles the
performance starts to deviate from the linear,
analytical curve. If that is the case at a similar ratio
of vehicles per area in different layouts or layout
sizes, it would be an indication on whether a
simulation study has to be conducted. For systems
with an analytically calculated number of vehicles
around this ratio or higher, planners would have a
rule of thumb of when to reevaluate their findings
with a simulation.
REFERENCES
Boysen, N., Briskorn, D., Emde, S., 2017. Parts-to-picker
based order processing in a rack-moving mobile robots
environment. European Journal of Operational
Research 262 (2), pp. 550–62.
Egbelu, P.J. and Tanchoco, J.M.A.,1986. Potentials for bi-
directional guide-path for automated guided vehicle
based systems. International Journal of Production
Research 24 (5), pp. 1075–10097.
Ganesharajah, T., Hall, N.G., Sriskandarajah, C., 1998.
Design and operational issues in AGV-served
manufacturing systems. Annals of Operations
Research 76 (0), pp. 109–54.
Großeschallau, W., 1984. Materialflussrechnung –
Modelle und Verfahren zur Analyse und Berechnung
von Materialflusssystemen, Springer. Berlin.
Gudehus, T., 2010. Logistik – Grundlagen Strategien
Anwendungen, Springer. Berlin, 4
th
edition.
Lamballais, T., Roy, D., De Koster M.B.M., 2017.
Estimating performance in a Robotic Mobile
Fulfillment System. European Journal of Operational
Research 256 (3), pp. 976-990.
Le-Anh, T., De Koster M.B.M., 2006. A review of design
and control of automated guided vehicle systems.
European Journal of Operational Research 171 (1),
pp. 1–23.
Lienert, T., Fottner, J., 2017. Development of a generic
simulation method for the time window routing of
automated guided vehicles. In: Tagungsband 13.
Fachkolloquium der WGTL. WGTL.
Malmborg, C.J., 1991. Tightened analytical bounds on the
impact of dispatching rules in automated guided
vehicle systems Applied Mathematical Modelling 15,
pp. 305–11.
Müller, T., 1983, Automated Guided Vehicles, Springer.
Berlin, Heidelberg, New York, Tokyo.
Rabe, M., Wenzel, S., Spieckermann, S., 2008.
Verifikation und Validierung für die Simulation in
Produktion und Logistik, Springer. Berlin.
Schmidt, F., 1989. Komplexe Fahrerlose Transportsys-
teme – Fahrzeuganzahl, Investitionsaufwand, Wirt-
schaftlichkeit, Verlag TÜV Rheinland. Köln.
VDI-Richtlinie 2510, 2005. Automated Guided Vehicle
Systems. Beuth. Berlin.
Vis, I.F.A., 2006, Survey of research in the design and
control of automated guided vehicle systems.
European Journal of Operational Research 170 (3),
pp. 677-709.
Yuan, Z., Gong, Y.Y., 2017. Bot-In-Time Delivery for
Robotic Mobile Fulfillment Systems. IEEE
Transactions on Engineering Management 64 (1), pp.
83-93.
SIMULTECH 2018 - 8th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
390
