
A NEW KNOWLEDGE MANAGEMENT TOOL TO FACILITATE
PROCESS INNOVATION IN MANUFACTURING COMPANIES
Daniela Butan, Emma O’Brien, Mark Southern, Seamus Clifford
Enterprise Research Centre, University of Limerick, Plassey, Limerick, Ireland
Michael Pomeroy
Materials and Surface Science Institute, University of Limerick, Plassey, Limerick, Ireland
Keywords: Knowledge creation, Engineering knowledge, Process innovation, Variation Mode and Effect Analysis
(VMEA), Design of experiments (DOE), Finite Element Analysis (FEA).
Abstract: This paper presents a novel KM tool to allow companies to obtain sufficient knowledge about its process in
order to enhance its competitiveness and to innovate. To date there is no practical multidisciplinary model
that enables companies to switch from engineering chaos to a structured, robust process. This new approach
creates a reliable framework which promotes innovation and it offers a sustainable model for knowledge
creation in that the knowledge generated through its use can be continuously build upon to expand the body
of internal knowledge within the company. The model is based on existing engineering tools and exploiting
the knowledge generated through their use using the interchange between tacit and explicit knowledge thus
it is presented in the context of Nonka’s knowledge spiral. The model has been used successfully in a
number of case studies one which is presented in this paper.
1 INTRODUCTION
It has long been recognised the role of innovation in
increasing the competitiveness of a firm. Innovation
provides a mechanism for a firm to respond to
changes quickly and thus improve its lifecycle.
“Innovation involves the utilisation of new
knowledge or a new use or combination of existing
knowledge. New knowledge may either be generated
by the innovating firm in the course of its innovation
activities (i.e. through intramural R&D) or acquired
externally through various channels (e.g. purchase
of new technology). The use of new knowledge or the
combination of existing knowledge requires
innovative efforts that can be distinguished from
standardised routines”. (OECD, 2005)
The objective of this paper is to outline a method of
building knowledge about a process in a company in
order to facilitate process innovation. It will look at
the role of Nonka’s knowledge spiral in terms of
knowledge creation and will describe the use of a
proposed novel model (VDF) in the context of
Nonka’s knowledge spiral. It will outline a case
study illustrating the successful use of the VDF
model in building a significant amount of knowledge
in a manufacturing company which allowed the
company to make considerable improvements and to
innovate.
2 THE KNOWLEDGE CREATION
PROCESS AND THE ROLE OF
VDF
The knowledge creation process as outlined by
Nonka (2000) is a spiral, consisting of four phases
Externalisation, Socialisation, Combination,
Internalisation and Socialisation – Figure 1. It
consists of a conversion process between tacit
(knowledge in the minds of individuals) and explicit
(documented) knowledge. As the creation process
spirals through the interaction between tacit and
explicit knowledge the amount of knowledge in the
organisation expands.
342
Butan D., O’Brien E., Southern M., Clifford S. and Pomeroy M..
A NEW KNOWLEDGE MANAGEMENT TOOL TO FACILITATE PROCESS INNOVATION IN MANUFACTURING COMPANIES.
DOI: 10.5220/0003095003420347
In Proceedings of the International Conference on Knowledge Management and Information Sharing (KMIS-2010), pages 342-347
ISBN: 978-989-8425-30-0
Copyright
c
2010 SCITEPRESS (Science and Technology Publications, Lda.)
Figure 1: The knowledge spiral (Nonka 1998).
The knowledge spiral involves a number of key
phases:
• Socialisation (tacit to tacit) – sharing what
you have learned with other team members.
• Externalisation (tacit to explicit) –
documenting in some way the knowledge
you possess.
• Combination (explicit to explicit) –
selecting multiple sources of explicit
knowledge and combining it into some
form which the individual understands.
• Internalisation (explicit to tacit) – using
existing information automatically in your
daily work.
The knowledge spiral offers a method that provides
companies with a guide of what phases are required
to increase the amount of knowledge in the
organisation however it does not offer practical tools
to allow the company to create, build that knowledge
and to promote innovation. The VDF model offers a
suite of practical tools to allow companies to build
the knowledge they require for process innovation.
3 USING THE VDF MODEL IN
THE CONTEXT OF THE
KNOWLEDGE SPIRAL
The VDF model combines a number of existing
tools in order to complete the phases in the
knowledge spiral to maximise the effect of
increasing the body of knowledge in the
organisation. The engineering tools used in the VDF
model are:
• Variation Mode and Effect Analysis
(VMEA)
• Design of Experiment (DOE)
• Finite Element Analysis (FEA)
3.1 The VDF Model - Description
The new VDF model represents a powerful KM
practical tool which is capable of using the existing
tacit knowledge, converts it into an explicit
knowledge package and uses that in the most
efficient way to solve problems, optimize and
innovate in companies. Unlike process
improvement the current method creates a
multidisciplinary framework which promotes
innovation into the organization
The first component of the VDF model, the
VMEA uses a brain storming- like technique in
order to elicit the tacit knowledge in the minds of the
team involved in the process and transforms it into
explicit knowledge. The team of experts brainstorm
the factors which they think are causing process
problems, they rank these and assign them weights
using VMEA tables. Then using dedicated ranking
algorithms, the VMEA finds and prioritizes the
process characteristics for which the unwanted
variation is detrimental. This results in a list of
factors with different priority numbers those with the
highest priority numbers are the factors which have
the most impact on the process or product.
After the VMEA, a statistical DOE analysis will
be performed to determine the effect of altering the
parameters on the process and the most suitable
combination of these parameters which will ensure
maximum efficiency of the process.
After the VMEA and DOE were performed, the FEA
analysis comes into play, underpinning the process.
Using specialised modelling packages and dedicated
engineering principles, FEA simulates and predicts
process behaviour and finds out factors that went
undetected by the VMEA and DOE methods.
The three components of the VDF model act as
feeds to one another and their complementary
approaches produce the most efficient analysis of the
process, creating a structured and sustainable
platform for robust process and innovation into the
company with minimum cost involved – Figure 2.
Figure 2: VDF model – Component elements.
A NEW KNOWLEDGE MANAGEMENT TOOL TO FACILITATE PROCESS INNOVATION IN MANUFACTURING
COMPANIES
343

3.2 VDF Model and the Knowledge
Spiral
The VDF model can be used as a tool in process
innovation to increase the body of knowledge in the
organisation in line with the steps outlined in the
knowledge spiral:
• Socialisation (Tacit to Tacit) – VMEA allows
employees from several departments to
disseminate their knowledge to the others using
brainstorming sessions
• Externalisation (Tacit to Explicit) – The
VMEA then documents this knowledge into a
form which can be used. The VMEA uses a
structured method to calculate the greatest
causes of problems in a process and this is
documented and fed into the DOE and FEA.
• Combination (Explicit to Explicit) – In the
VDF process knowledge is combined from a
variety of explicit processes. The DOE uses
the results of the VMEA to concentrate on the
factors that are the greatest cause of process
problems and to determine the effect on the
process of altering these factors at different
levels. The FEA uses the knowledge obtained
from the VMEA and DOE to fine tune the
process and to produce process behaviour
predictions. The FEA results will be compared
and evaluated against the results of the
experimental DOE and the predictions will be
validated. Process factors that were undetected
by the DOE will be found through the FEA
analysis, a complete body of knowledge of the
process will be produced.
• Internalisation (explicit to tacit) – The results
from the DOE and FEA are disseminated to the
original brainstorming group in a final VMEA
using the findings of the experiments and
analysis and through discussion. This
internalises the knowledge within the minds of
the individuals so they can use it in their work
3.3 The VDF Model in Operation –
Case Study
The engineering company in this case study is a
medical company which presented itself with a
product failure due to the unknown causes during
the fabrication process.
Due to confidentiality issues, the company cannot be
named, as well as their product and fabrication
process. The names will be kept confidential but the
procedure will be explained in detail. To investigate
the process and the root cause of the product’s
failure the proposed approach was the VDF model.
The investigation started off with a VMEA
brainstorming session which allowed employees
from several departments (technicians, design
engineers, managerial team, quality department etc)
to disseminate their knowledge to one another,
approach that encompasses the tacit- to- tacit aspect
of the ‘Knowledge Spiral’ model.
Then the knowledge in the minds of the team
involved in the process was transformed into explicit
knowledge through the VMEA document which
outlines the tacit to explicit feature of the
Knowledge Spiral model.
Using the VMEA structured method and the
ranking algorithms proposed by Johansson et al.
(2006), the greatest causes of variation in the process
that affected the failure of the product were
identified and documented as shown in Table 1
below. A Variation Risk Priority Number (VRPN)
was calculated which computed the effect of each
process factor on the failure of the product and
identified the process factor that needed to be
investigated further. The highest the total VRPN
number - the greater the influence of that factor on
the product failure.
Initially it was thought that Factor 1 was the
greatest cause of variation on the product but from
Table 1 it can be seen that the calculated highest
VRPN total number (1730396) corresponded to the
Sub-KPC Factor 7. It was concluded that the Factor
7 process characteristic, by its variation, had the
greatest influence on the product failure.
However the method above only provides an
indication of the factors with the greatest effect on
process variation that could ultimately affect the
product failure but it cannot show how these factors
actually impact on the process itself. Therefore
more in depth explicit analyses are needed.
The VDF model then adds a combination of two
engineering methods - DOE and FEA, which
enhances the company’s knowledge and through its
explicit to explicit approach outlined in the
knowledge spiral in Section 2 of this paper the
model creates efficient practical paths to innovation.
The engineering knowledge captured through the
VMEA brain storming session and the data provided
by the VMEA table above acted as feeds for the
remaining two explicit elements of the VDF model:
the DOE and the FEA.
The DOE was performed on the process stage
named Factor 7 to determine the process optimum
running parameters and the most suitable
KMIS 2010 - International Conference on Knowledge Management and Information Sharing
344
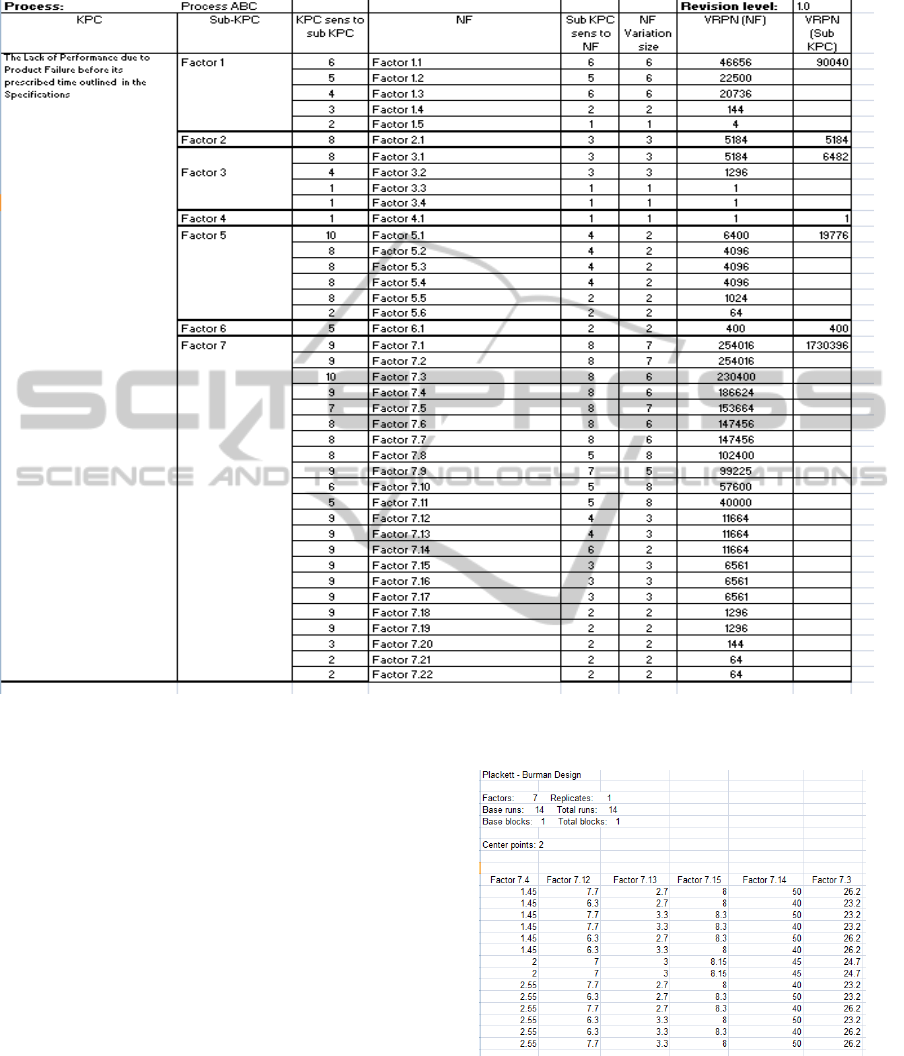
Table 1: VMEA Table – tacit to explicit document.
combination of these parameters which will ensure
the product meeting the life outlined in the
specifications. As there were too many factors in this
process stage which would make the DOE
experiment very expensive, the most significant
measurable factors had to be taken into
consideration. Out of the 22 factors having an
influence on the variation of the Factor 7 process
stage, only 7 factors were identified as being
significant and measurable and they formed the main
elements of the DOE design – Table 2. The process
was run 14 times with these factors at different
combinations of high and low settings, the effect of
these settings on factor 7 for each run was recorded.
Using the statistical package Wisdom the R
2
values
were computed. The R
2
value indicates how much of
the variation was attributed to that factor.
Good R
2
values, over 80%, were obtained for all of
the factors from the DOE experiment. Therefore,
almost all experiments found at least 80% of the
causes of variation.
An optimum process set up was found by the
Table 2: Extract DOE design table, explicit to explicit
approach.
The DOE analysis also showed that the product
exhibited a non-uniform microstructure after
fabrication and that was considered a possible cause
for the product failure.
Still more research had to be done to capture all
of the process factors that have an impact on the
A NEW KNOWLEDGE MANAGEMENT TOOL TO FACILITATE PROCESS INNOVATION IN MANUFACTURING
COMPANIES
345
product behaviour.
In the meantime, a FEA analysis was performed
to simulate the product behaviour in order to get an
understanding of the product parameters that were
most likely to be influenced by the variation into the
fabrication process and which could contribute to the
failure.
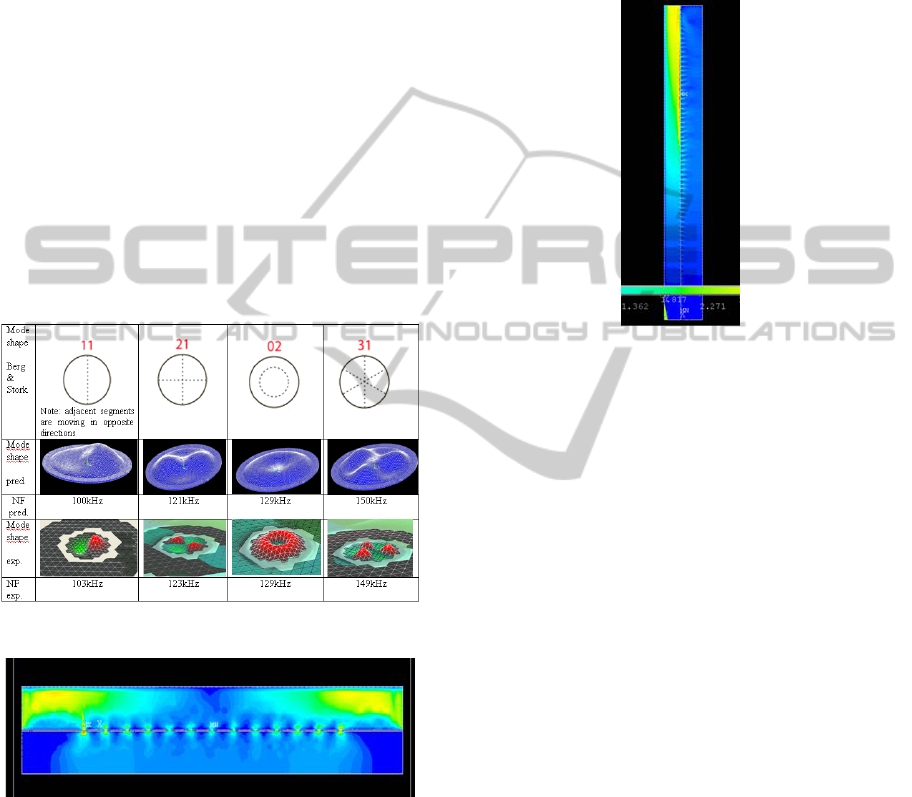
The FEA Ansys multiphysics package was used to
simulate the product behaviour – a thin metallic
plate vibrating at a very high frequency. Different
vibration mode shapes were found for different
values of the Plate Natural Frequency - NF
The results (Figure 3 – middle), were compared
with the literature models (Figure 3 - top) and
experimental readings (Figure 3 - bottom). Good
correlation was found, therefore the FEA model was
declared valid. A series of important predictions of
product behaviour related to the material properties
and geometrical characteristics were made, results
that could not be identified by the VMEA and the
DOE analysis described earlier.
Figure 3: FEA simulation, explicit to explicit approach.
Figure 4: FEA simulation, process behaviour, explicit to
explicit approach.
After the product behaviour was modelled, the same
FEA package simulated the process behaviour using
the Ansys multiphysics Fluid option and the
optimum setting parameters found through the DOE
analysis.
A lot of variation during the fabrication process
was predicted due to the flow behaviour - Figure 4,
factor that was not possible to be identified by the
VMEA and the DOE analysis and that could
contribute to the premature failure of the product
and to low yield.
Based on the FEA results above, a new feature of the
fabrication process was designed to ensure a more
uniform flow distribution – Figure 5. A more
consistent product’s microstructure and higher yield
were expected.
Figure 5: FEA simulation, new process design feature.
The new process design feature along with the
knowledge captured by modelling the product
behaviour and the DOE analysis were implemented
into the process.
A better product’s microstructure uniformity was
achieved, the product met the life expectancy
outlined in the Specifications, the process became
fully controllable and an increase in yield by 80%
was recorded.
In the final stage of the VDF approach, the
results from the DOE and FEA were disseminated to
the original brainstorming group in a final VMEA
using the findings of the experiments and analysis
and through discussion, allowing the knowledge to
come back full circle to the employees in a similar
explicit to tacit manner as in the knowledge spiral
model.
This final step internalises the knowledge within the
minds of the individuals so they can use it in their
work.
4 CONCLUSIONS
The VDF multidisciplinary approach proved its
efficiency and validity through the successful case
study results described in the Section 4 above. The
VDF model can be used as a tool in process
innovation to increase the body of knowledge in the
KMIS 2010 - International Conference on Knowledge Management and Information Sharing
346

organisation in line with the steps outlined in the
knowledge spiral. Unlike process improvement the
current method creates a multidisciplinary
framework which promotes innovation into the
organization
The model can be iteratively used to expand the
engineering knowledge in the organisation. The
knowledge developed in the model and recorded in
the FEA can be used to determine the impact of
other alterations on the process if they are required
as a result of market changes (such as a change in
technology, raw material) or customer requirements.
These can be used as a basis to expand the
knowledge about the process by conducting a
VMEA on the factors which may cause problems in
the new process and conducting DOEs on these
factors to obtain in depth information. Thus the VDF
model offers a sustainable process for the creation of
engineering knowledge which can be continuously
built upon and enhance the competitiveness of the
firm.
REFERENCES
Johansson, P., Chakhunashvili, A., et al. 2006. Variation
Mode and Effect Analysis: a practical tool for quality
improvement. Quality and Reliability Engineering
international (in press).
Chandler, D., A., Hagstrom, P., Solvell, O., 1998. The
Dynamic Firm: The Role of Technology, Strategy,
Organisation and Regions: Oxford University Press.
Nonaka, K., 2000, The concept of Building a foundation
for knowledge creation. Handbook of knowledge
management, 7
OECD, 2005, Guidelines for Collecting and Interpreting
Innovation Data, (3
rd
ed.)
A NEW KNOWLEDGE MANAGEMENT TOOL TO FACILITATE PROCESS INNOVATION IN MANUFACTURING
COMPANIES
347
