
LASER SIMULATION
Methods of Pulse Detection in Laser Simulation
Jana Hájková
Department of Computer Science and Engineering, University of West Bohemia, Univerzitní 22, Pilsen, Czech Republic
Keywords: Simulation, visualization, method, pulse detection, laser, application approach, automation, centre of mass.
Abstract: This paper deals with the problem of laser simulation. At the beginning it gives a broader overview of the
project of laser simulation which is processed at the University of West Bohemia. The simulation is
described in several fundamental steps, a technique of data obtaining, processing and usage for the
simulation is highlighted to understand the whole approach well. Three methods for automatic pulse
detection are described in detail. Pulse detection is the main part of the pulse extraction, which is one of the
most important data processing steps. The main idea of each described method is explained and their
problems and possible ways of their elimination are discussed. At the end of the paper future plans for the
project with the focus on the alternatives of system automation are introduced.
1 INTRODUCTION
About one year ago a project started in a cooperation
of several departments of University of West
Bohemia – the Department of Computer Science and
Engineering, the Department of Physics and the
Department of Cybernetics. Also the Department of
Mathematics from the same university is partly
interested in the project. Except these four university
departments, also a hi-tech company Lintech
participates in this project and supports it.
Our aim is to develop a real laser equipment
(HW device) for sophisticated laser burning into
various materials. Besides the excellent HW
components this device must have also several
indispensable SW modules, which control the laser,
simulate its function or enable to explore burned
experiments. The basics of the whole project and its
parts are detailed in (Hájková and Herout, 2008).
The task for our group is to create a SW support
in the form of simulation system for offline and
online controlled simulations and a sophisticated
tool for exploring of burned experiments which
could be used independently.
The paper is divided into six chapters. Following
Section 2 describes the basic simulation process, in
Section 3 methods for automatic pulse detection are
worked out and in Section 4 our results are outlined.
Section 5 presents out future plans and Section 6
concludes the paper.
2 LASER SIMULATION
The whole system of laser device should serve for
miscellaneous scientific and commercial
experiments. Results of these experiments are not
fully deterministic, that is why they sometimes need
to be reoperated several times to obtain optimal
result. Repetitious burning of the same experiment is
money and time consuming. That is why any
software tool which would eliminate real burning of
incorrect results is beneficial.
The simulation should provide experiments as
quick and cheap as possible. It would also enable
optimization from different points of view (e.g.
speed or accuracy) and help to eliminate the
unreasonable experiments. All parts of the
simulation should be automatic in the maximal way
so the simulation can run independently of the user.
Moreover, in contrast to real burning, where each
experiment requires servicing, simulation creates a
possibility of batch-oriented experiments executing.
After the simulation finishes, the best results can be
selected and all gained results are described.
As a part of the simulation there should be also
implemented a tool for data 2D and 3D
visualization. This tool would enable to explore real
or simulated results and to interpret accuracy and
optimality of the simulated sample.
Each simulation has to be based on the
simulation model. We decided to use an application
186
Hájková J. (2008).
LASER SIMULATION - Methods of Pulse Detection in Laser Simulation.
In Proceedings of the Third International Conference on Software and Data Technologies - SE/GSDCA/MUSE, pages 186-191
DOI: 10.5220/0001885001860191
Copyright
c
SciTePress

approach; it means that our simulation model comes
out from real data measured from real burned
experiment.
2.1 Data Description
At first, the way of data obtaining should be
described. To get any data for the simulation input,
samples have to be burned by existing laser
equipment into the real material. After burning the
real samples, they have to be measured. For this
purpose the confocal microscope Olympus LEXT
OLS3100 is used.
The sample surface is represented by the matrix
of floats expressing heights in corner points of the
uniform rectangular grid. This grid represents a
height map which describes the surface of the
sample.
The majority of samples which we use have the
same form. The burned pulse fills preponderance of
the sample surface; the real dimension of the sample
is 256×192μm. The grid of height map is really fine;
most common grid step in used data is 0.25μm. It
means that the surface of such sample is described
by 1024×768 values. We dispose with samples
burned into two materials: steel and cermet (a
composite material composed of ceramic and
metallic materials).
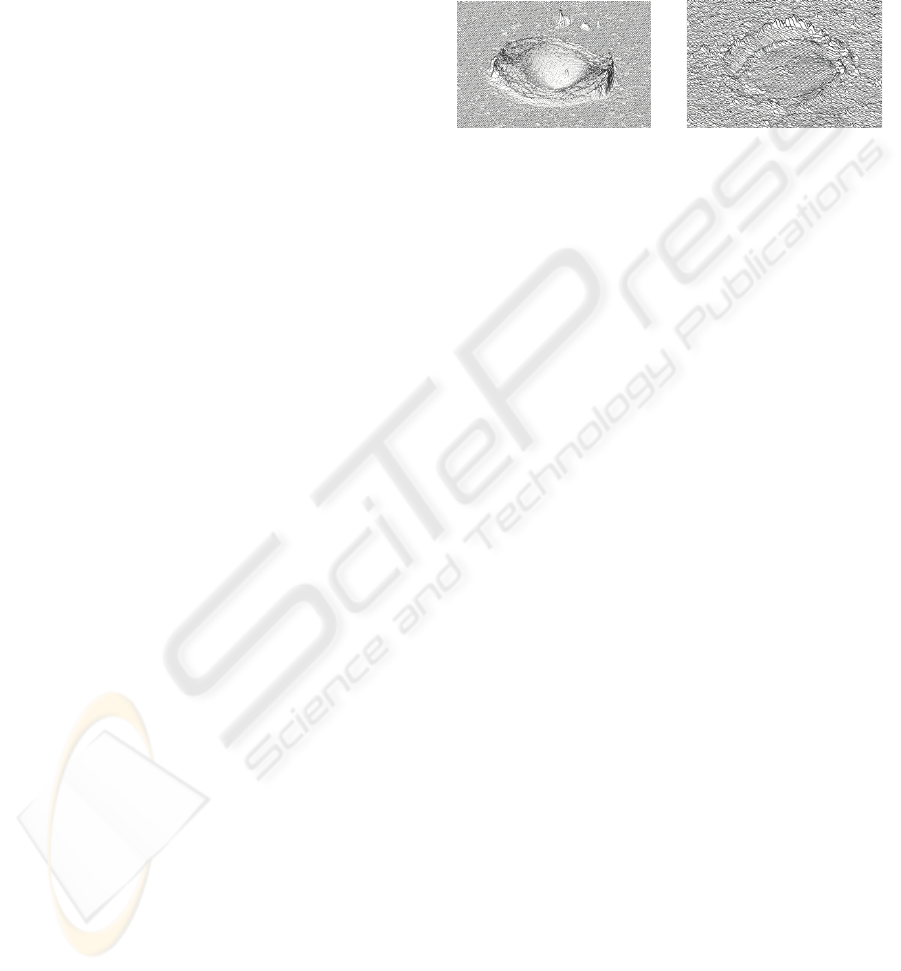
2.1.1 Pulse Representation
Let’s explore the pulse in a detail, at first with a little
bit simplification. In an ideal situation the surface of
the material would be perfectly smooth without any
roughness. When the laser burns one pulse into such
material, it will modify the surface, a hollow in the
point of burning will be created and around the
hollow the melted material will make a bulge (as
seen in
Figure 1a). By these conditions if we place
two laser pulses at almost one place, we can use a
principle of summation. Result is shown in the
Figure 1b where two pulses next to each other are
placed.
But in the real environment we can hardly expect
ideal conditions. Because we use real data which are
measured with high zoom, roughness of the material
plays quite important role and the surface roughness
causes inconsiderable problems during the sample
processing. Cross-sections of real pulse (1 pulse
burned into the cermet) can be seen in
Figure 2.
At the beginning of our work it was important to
choose any suitable form of pulse representation. At
first we planned to represent the pulse by several
parameters or by its cross-section. The whole pulse
should be gained as a surface of revolution. It means
that the surface of the sample would be obtained by
rotating the curve of cross-section in space about an
axis passing throw the middle. This method could be
used in the case of ideal situation, but in the case of
real samples this representation of the pulse would
mean unacceptable distortion of data.
a) b)
Figure 1: Simplified result of burning into ideally smooth
material a) one pulse b) two pulses next to each other.
Figure 2: Cross-section of real pulse.
That is why we had to search for another way of
pulse representation. Finally we decided for the form
of height map representation of the whole pulse
surface. There was a question how to describe the
values of the pulse surface to be used for the burning
simulation in the simplest way. From several
experiments we decided to represent the level of the
material by the value of zero. All points of the
sample height map are during pulse extraction
recounted and saved as differences of the surface of
the material and their original height. It means that
the final saved pulse consists of positive and
negative real values. The positive values represent
material upon the basic material level; on the
contrary the negative ones represent material which
has vaporized.
The format of height map is exact enough, but its
disadvantage embodies in amount of data files which
have to be saved for various pulses for different
materials. The size of the file is not very high but we
still speculate about the redundancy of this format.
That is why we would like to try another method of
pulse representation.
Pulses are extracted from input samples. Because
of high amount of input samples it is necessary to
make the process of pulse extraction automatic. The
main part of the process is created by the automatic
pulse detection. Because it is the main topic of this
paper, it is particularized separately in Section 3.
LASER SIMULATION - Methods of Pulse Detection in Laser Simulation
187
2.2 Simulation Approach
As it was described in (Hájková and Herout, 2008),
we decided to use for the simulation the application
approach.
The pulses are extracted from input data for
given combination of used material and laser setting.
The basic technique of simulation of samples
burning is to place selected pulses gained from input
data on the surface of the unburned material. The
format of the pulse is designed for the simplest
usage as possible and it offers the ability of direct
pulse application on the surface of the material (as it
was described in the previous sections).
The simulation itself requires solving of many
problems (e.g. heating of the material during
repetitive burning of laser ray into one point of the
material, influence of the material surface roughness
on the laser ray reflection or inaccuracies caused by
starting and finishing laser motion).
For the correct function of the simulation the
system has to be verified. During the verification the
burned samples are compared with the real ones,
which are gained by the same method as it was
described in Section 2.1. To test and evaluate the
system in a more global way a broad range of
samples has to be simulated and compared. An
automatic verification is used for speeding it up.
3 METHODS FOR AUTOMATIC
PULSE DETECTION
Pulse detection is used as a part of data
preprocessing. The task of detection is to define the
area of the material surface which was affected by
the laser burning as exactly as possible. Pulse
detection can be done of course manually but for the
speedup and simplification of the whole preparation
process, the system has to prepare maximum of parts
self-containedly. But the precision and accuracy has
to be preserved as well with the automation process.
That is why we have to develop appropriate
algorithm for pulse detection.
The main problem is the roughness of the basic
material surface. As it can be seen in
Figure 3 for
some materials, such as for a steel in
Figure 3a, the
surface is quite smooth. Another situation comes in
the case of cermet (
Figure 3b), where the protrusions
on the material surface are more noticeable.
Moreover, for all types of material also local
roughnesses which are not specific for the material
can appear. Such defects need not to be visible on
the material surface by naked eye, but thanks to the
height resolution of real sample scanning, they are
included in the description of the sample and are the
source of problems during the pulse auto-detection.
Local roughness can be seen in
Figure 3a on the
upper side of the sample.
a) b)
Figure 3: a) Surface of steel with relatively smooth
surface; local defect can be seen on the upper side of the
sample. b) Surface of cermet sample with globally higher
roughness of the surface.
The user is able to distinguish roughness or
defects of the material during the manual pulse
detection, but for the automatic method it is very
difficult to differentiate these inaccuracies from the
border of the pulse. Chosen methods have to be
precise enough, but very precise methods are already
slow. Quickly working methods are unfortunately
inaccurate. That is why we have to find a
compromise and to create a new method designed
right for this task.
3.1 Global Extremes Method
The first version of detection algorithm goes from
unmodified sample surface. The algorithm starts
from points with the minimal and maximal height.
These points are supposed to be in the area of the
burned pulse that should be detected. From their
position columns of height map to the left and to the
right side are inspected and the height difference of
points in each single column (it means the difference
between the maximal and minimal value in the
column) is counted. If the value does not exceed
given height limit, an inspection in the direction is
finished. After cutting of columns on the left and
right side of the pulse, the same process of border
searching is started for rows. Horizontal borders are
appointed.
There is a question how to gain the value of
difference height limit. This is one of problems of
this algorithm. If we do not want to set the constant
manually we have to explore the sample
automatically, for example during its loading into
the system. We can suppose that borders of the
sample are not modified by the burning and that is
why they represent the original material surface and
ICSOFT 2008 - International Conference on Software and Data Technologies
188

so the difference constant can be for most samples
precounted, for example as the minimal height
difference counted from several border columns. But
this approach may not work well if the used border
of the sample is damaged by any local defect of the
material. In such case the difference constants is
counted too high.
The worse problem that causes wrong results of
this method is brought by local defects of large
height or depth. The defect can move the location of
global minimum or maximum from the area of the
pulse to the area of local defect. This problem can be
solved by changing of the algorithm for the starting
point searching.
3.2 Centre of Mass Method
Another way how to get the starting point for
automatic pulse detection is to find the position of
centre of mass in the sample. The typical procedure
of the center of mass computation has to be adapted
for the sample representation. Basic expression for
calculation of the center of mass x
c
of a system of
particles is defined as the average of the particle
positions x
i
, weighted by their masses m
i
(1).
∑
∑
=
i
ii
c
m
xm
x
.
(1)
Let us label the point of the sample as f
i
= f[x, y].
Because the whole sample is represented by positive
values (the values representing the material level in
the sample are given by the height of the material
into which the sample was burned), we could define
m
i
= f
i
. The simplified cross-section curve of the
sample can be seen in
Figure 4a. The result is shown
in
Figure 5a. If the pulse does not take the majority
space of the sample and the pulse is not placed in the
centre of the sample, the rest of the surface
overbalances the pulse area and the centre of mass is
moved from the centre of the pulse partly to the side
of plain surface.
That is why it is necessary to shift the whole
sample so that the material level is represented as a
zero value. By this shifting some parts of the sample
are represented by the negative value. Such sample
cannot be used for center of mass computation and
so the negative values have to be converted to
positive ones. That can be done by using power
function with even and positive exponent. To stress
values of the pulse from small values in the
neighbourhood of the zero level, we decided to use
exponent 4 (
Figure 4b). Finally the weights for center
of mass computation are defined as in the expression
(2), where basicLevel represents the height of the
basic material. The result of such calculation can be
seen in
Figure 5b.
(
)
4
basicLevelfm
ii
−=
(2)
a) b)
Figure 4: Simplified cross-section of the sample in all both
phases of computation; a) the original sample, b) the
sample after application of power function.
a) b)
Figure 5: a) The result of the centre of mass computation
with the weight m
i
= f
i
. b) The result of the centre of mass
computation with the weight m
i
= (f
i
-basicLevel)
4
.
By this method we get the starting position
which is placed in the area of burned pulse and is
affected by local material defect in a minimal way.
The other steps of algorithm described in Section 3.1
can be used in this time or we can choose another
technique which is described in Section 3.3.
3.3 Spiral Method
During testing the location of starting point was
always found correctly in the area of burned pulse
for all samples we dispose with. So we can try to use
another approach for finding borders of the pulse
(previously described algorithm of pulse borders
detection is sensitive to local defects on the material
surface). We can start in the starting point and then
inspect the surroundings up to finding the basic level
of the material.
In the ideal case, the pulse has circular or
ellipsoidal shape and the centre of mass is placed
exactly in the centre of the pulse. For such pulse we
can find the bounding rectangle simply. If we put
through the centre of mass two lines parallel with
axis x and y (as can be seen in
Figure 6a), we can
make cross-sections of the sample along these lines
(the vertical and the horizontal ones).
The cross-section curve is optimally in the area
of the pulse more diverted than in the part of the
LASER SIMULATION - Methods of Pulse Detection in Laser Simulation
189
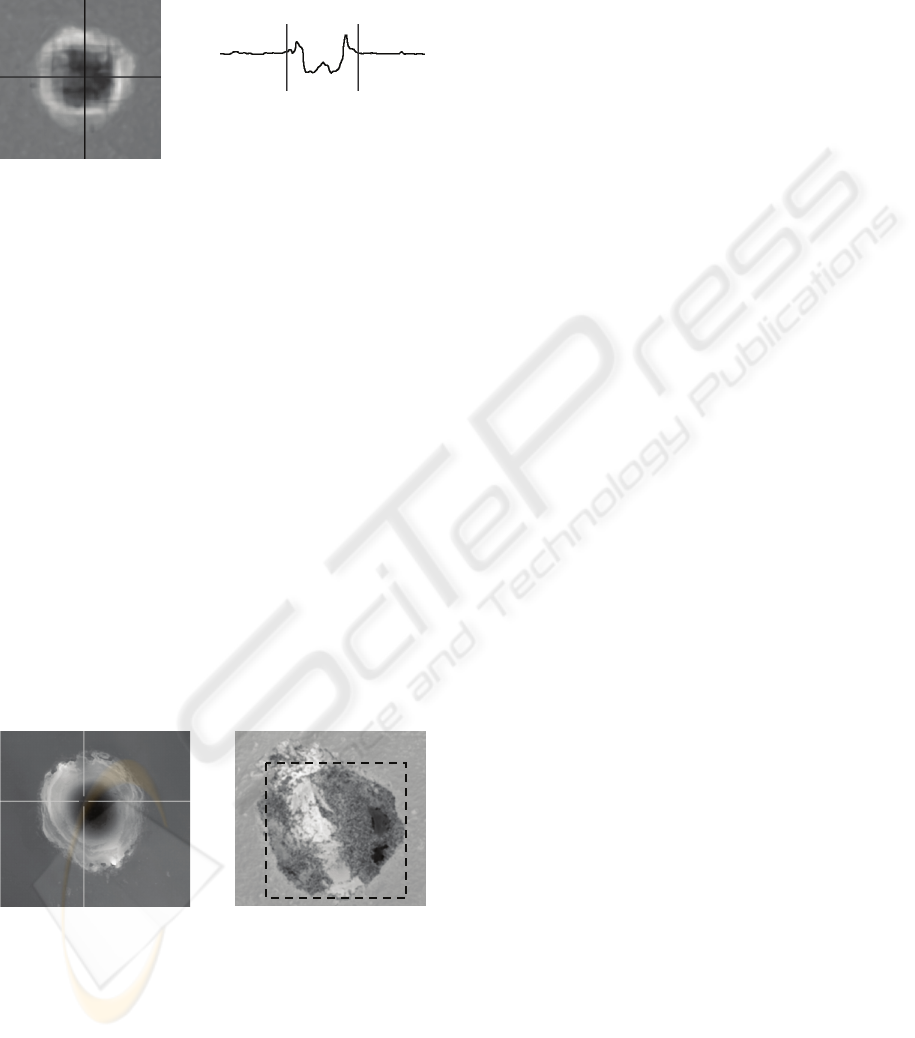
unburned material. That is why we can determine
two points of the curve, where the pulse finishes and
to define borders there (
Figure 6b).
a) b)
Figure 6: a) Sample with nearly circular shape; two lines
parallel with axis x and y are going through the centre of
mass. b) Cross-section curve with defined borders.
Searching of border values starts at the beginning
and at the end of the curve and continues in the
direction to the centre of mass. First, we are in the
area of unburned material where values of the curve
do not differ from the average material height a lot.
When the values start to differ more we have found
the border of the pulse. To prevent mistakes caused
by roughness of the material, the same height limit,
as in the algorithm described in Section 3.1 (gained
during the sample loading), is used.
In the real cases the method described above is
not sufficient, but we can use its result as a starting
state for the next processing. If the shape of the
pulse is irregular, the centre of mass is shifted from
the middle of the pulse (as in
Figure 7a). Moreover,
the irregularity of the pulse from the top view
deflects the borders (as in
Figure 7b). That is why the
previous procedure gives only a rectangle that
borders a part of the pulse.
a) b)
Figure 7: a) Shifted position of the centre of mass location.
b) Asymmetry of the pulse shape in the top part of the
pulse from the top view that will cause top border shifting.
The border determined by the algorithm is dashed.
The final borders are searched in a spiral way.
All borders are periodically tested if it is possible to
move them for one row or one column further from
the centre of mass. In each step for each single
border (left, bottom, right and top) the height
difference between the minimal and the maximal
value in the shifted position is computed and
compared with the difference limit for the processed
sample. The sequence of borders is preserved
through the whole computation (it means borders are
rotating during the algorithm). If any border can not
be moved it is not used any more in following steps.
4 RESULTS
To describe all results of existing SW part of the
project, a highly specialized tool which was
designed and subsequently also implemented would
have to be mentioned, because there was no
available tool for data exploring and modification.
Because this paper is focused on the topic of
automatic pulse detection methods so this section
will concentrate only on results of these methods.
Several methods for pulse detection were
described. All methods were tested on the same
samples which were chosen because of any typical
feature. The task of the algorithm has been to detect
the pulse in the most perfect way. In this section
problematical samples are described and discussed.
Some of tested samples are burned into cermet,
where the high roughness of the material can
influence the detection and some are burned into
steel which has much smoother surface. Samples
with various counts of laser pulses burned into one
point of the material were chosen. Surfaces of
several samples are influenced by the local defects
of the material and shapes of pulses are in some
cases more and in some less asymmetric.
A feature which is problematical for all methods
is the determination of height difference limit. The
way of precounting the value as the minimal height
difference counted from several border columns
works quite well for the samples without local defect
on the material surface. But the areal defect around
the pulse can produce incorrect pulse detection as it
is shown in
Figure 9a.
Another problem is the roughness of the material
surface for example in the case of cermet. Each of
methods copes with it in a little bit different way.
Results of the Centre of mass method are shown in
Figure 8a and it can be compared with the result of
the Spiral method in Figure 8b. The value of height
difference limit was computed too high because of
the roughness of the material. In the first case where
left and right border were found first, part of the
pulse was not bordered. In the second case, thanks to
the spiral approach, this did not happen at the cost of
expansion of bordering rectangle.
ICSOFT 2008 - International Conference on Software and Data Technologies
190
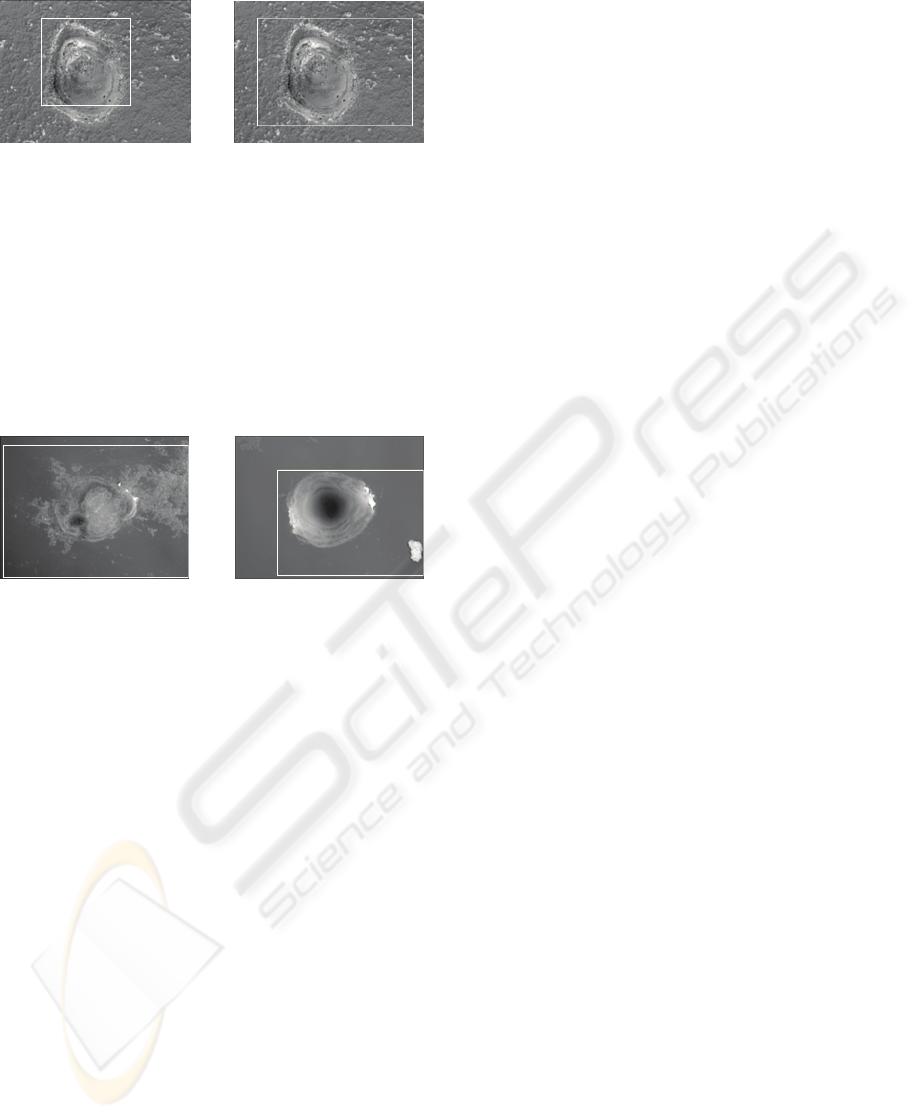
a) b)
Figure 8: Comparison of pulse detection in the sample
with high roughness of the material – a) Centre of mass
method; b) Spiral method.
The main disadvantage of the method starting
from global extremes is in the setting of the starting
position. If there is any local defect of extreme
height, the starting point for pulse border searching
is shifted into the position of local defect and the
result is distorted. The sample corresponding to such
situation can be seen in
Figure 9b.
a) b)
Figure 9: Problematic samples with local defects a) of
areal character around the pulse which causes incorrect
pulse detection; b) of extreme height in the surrounding of
the sample which causes wrong localization of starting
position.
5 FUTURE PLANS
Our future plans are divided into several groups in
dependence to which activity it is related to. Of
course, one of our most important aims is to improve
the simulation to get as realistic results as possible.
But with regards to the main topic of this paper let
us focus on our plans concerning improvements of
program self-activity.
The whole system should work as automatic as
possible. That is why all partial tasks of data
processing should be self-acting if possible. Of
course, despite the automation, the reliability and
speed of the system must be preserved.
All methods for pulse detection described above
use similar principles and that is why they face the
similar problems. So we decided to try to test
another approaches. One of the tested alternatives
are methods used for image processing and
recognition such as thresholding, erosion, dilatation,
edge detection, pattern recognition, various types of
image filtration etc. (Hlaváč and Šoula), (Hlaváč and
Sedláček). These methods are in the process of
testing for the present and they are not used for the
detection itself yet. Methods are tested in
combination with different variants of resampling of
the image. The results look well so far, the main
problem is the automaticity of the detection process,
because for each sample the setting is different.
Another way to automatic pulse detection might
be methods using linear and non-linear diffusion
filtering (Nishiguchi, Imiya and Sakai) in the
combination with isolines searching. Also this
approach is in the phase of testing.
6 CONCLUSIONS
The project is in the phase of partial completion. We
have prepared a tool for data preprocessing and
groundwork for simulation tool. It enables us to
provide various experiments. For this purpose we
dispose with data sets from experiments burned and
measured for two materials – cermet and steel.
In the close future we plan to maximize the
self-activity of the pulse detection tool and we want
to improve methods for system verification and
results comparison.
ACKNOWLEDGEMENTS
The work was supported by the Ministry of
Education, Youth and Sport of the Czech Republic
“University spec. research – 1311”.
REFERENCES
Blelloch, E. G., 2001. Introduction to Data Compression
[online], [cit. 2008-03-28].
<http://www.cs.cmu.edu/afs/cs/project/pscico-
guyb/realworld/www/compression.pdf>
Hájková, J., Herout P., 2008. Laser Simulation.
Proceedings of the 7th International Conference
APLIMAT 2008, STU Bratislava.
Hlaváč, V., Šoula, M., 1994. Image Processing and
Machine Vision, Chapman & Hall Computing,
London.
Hlaváč, V., Sedláček, M., 2001. Zpracování signálů a
obrazů, Vydavatelství ČVUT. Praha.
Nishiguchi, H., Imiya, A., Sakai, T., 2006. Laplacian
Based Non-Linear Diffusion Filtering. Proceedings of
18th International Conference on Pattern Recognition
ICPR 2006.
LASER SIMULATION - Methods of Pulse Detection in Laser Simulation
191
